
Abstract
In CNC (Computer Numerical Control) machining, single-use components including moulds and dies require only a one-time machining process. Therefore, collision checks and optimization of the machining path are carried out through simulation ahead of time. Due to the nature of single-use machining, it is challenging to accurately predict the cutting load for a specific spindle-tool-material combination, as there are many variables involved. The cutting force can be calculated physically based on the tool shape, the material’s specific cutting resistance, and cutting conditions such as cutting width and depth, feed rate, and spindle speed. The predicted cutting force has a similar pattern to the cutting load. However, the cutting load may be different from the cutting force, taking into account factors such as the spindle characteristic curve, temperature, cutting flow, tool wear, etc. Improved product quality, reduced tool wear during machining, and more mindful selection of cutting conditions can be achieved if the predicted cutting force can be acceptably converted into the actual cutting load. This study presents a method for optimizing the feed rate of the tool, which has a direct influence on the cutting load, by converting the cutting force into a cutting load map. The results of the experiment showed that the actual cutting load can be successfully found through the predicted cutting force. These research findings can be applied to single-use machining products through data-based reasoning.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The improvement in the performance of CNC (Computer Numerical Control) machine tools and the development of CAD/CAM (Computer Aided Design/Computer Aided Manufacturing) software are contributing to the improvement in product quality and productivity in various industries, such as automobile parts, dies and molds, and mechanical parts. Recently, cutting physics-based machining simulation software has been commercialized [1, 2], and optimization methods that can improve machining efficiency and product quality have been introduced prior to actual machining.
Methods to indirectly measure the cutting force to detect tool wear or damage have also been studied. Drossel et al. (2018) measured the cutting force by installing a Piezo sensor on an insert-type tool [3]. Hiruta, T. et al. (2019) collected data using multiple sensors and analyzed signal distribution to diagnose the state of the equipment [4]. Teti, R. et al. (2010) installed a torque sensor on the spindle of a machine tool and measured cutting force to detect tool wear and tear [5]. Aslan, D. and Altintas, Y. (2018) conducted a study to analyse the signal characteristics and diagnose tool vibration by measuring the current of a spindle motor drive when tool vibration occurs [6].
An optimization method that takes into account raw material information and equipment characteristics prior to machining was studied. Erkorkmaz et al. (2013) predicted the cutting force through cutting simulation and optimized the feed rate for each cutting segment by considering the cutting force limit value and the jerk that occurs during cutting [7]. Wirtz, A. et al. (2018) attempted to predict the roughness of the machined surface by predicting the cutting force and tool deflection through cutting simulation [8]. Optimization tools that eliminate overload, idle load, and tool vibration that may occur during machining by predicting cutting forces have been commercialized.
However, there are still difficulties in widespread use of these commercial tools as the optimization of NC-data, which directly affects productivity and quality at the machining floor, is still largely based on machining experience and expertise [9]. Recently, thus, research based on data has been carried out in various fields including manufacturing sites, and Lu, N. et al. (2016) diagnosed abnormal conditions of tools using data such as information about the product shape, tools, materials, and tool dynamometers [10]. Mourtzis, D. et al. (2016) predicted the energy used for product production by monitoring the machining status data of equipment and the amount of current used during cutting in real-time [11].
As a result of previous research, it became possible to optimize linear speed, feed per tooth, depth of cut, cutting width, tool path, etc. to extend tool life. A study was conducted by Rattunde et al. [12] on optimizing the feed rate to maximize the material removal rate (MRR) using the preset spindle speed and torque, and a cutting force-based feed rate optimization method was tried by Xiong et al. [13] based on the tool shape and material property attributes. Both methods are similar in that they calculate the tool engagement of the material geometrically and make use of it according to the tool feed. However, the cutting load also varies depending on the performance (torque & power) of the spindle and the shape of the tool. Thus, the optimization method using the cutting load generated during actual machining is more accurate than the predicted MRR or cutting force.
Therefore, this study proposes a method to predict the actual machining load based on the cutting force calculated through machining simulation. To predict the machining load, a cutting load map based on the tool-material combination is first created through a preliminary experiment. After converting the simulation result value using the map, we propose a method of optimizing the feed rate. The proposed method is aimed to be applied to one-time, single use cutting processes such as dies & moulds.
2 Optimization of Machining Data
The productivity and quality of NC machining is determined by the machining data or NC part program. To machine a specific shaped workpiece, cutting conditions, tools, and machining paths are input into a CAM system to create a part program. Traditionally, a commercial CAM system is used rather than manually writing a part program, and each system provides different machining paths and performance. As a result, further optimization of the machining data is necessary.
The evaluation of machining data, in which the feed rate is changed according to the cutting load control curve, can be compared using the cutting load measured during actual machining. The current applied to a spindle motor from a spindle drive was measured using a current sensor, and the current generated during material cutting was defined as the cutting load, which was used for evaluating the machining data.
For the assessment of the machining data optimization, relative evaluation criteria are necessary when different units are present. In this study, the average value is used to compare optimization through cutting force. The average (Avg) is calculated from the predicted values, and the upper and lower limits are set as Avg ± 20%.

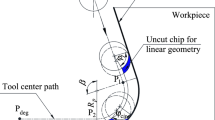
Illustration of feed rate interpolation
As illustrated in Fig. 1(a), the feed rate is determined as follows:
-
i)
The minimum feed rate (minF) is applied for predicted values (L) exceeding the upper limit (maxL),
-
ii)
The maximum feed rate (maxF) is applied for predicted values below the lower limit (minL),
-
iii)
For predicted values within the range of the upper and lower limits, the feed rate is calculated through linear interpolation.
3 Feed Rate Adjustment Based on Cutting Force
In order to compare the optimization criteria, the workpiece depicted in Fig. 2 was machined. The material was S45C, and the D16 R0.8 insert end mill used in the initial experiment was utilised. The original machining data (NC code) specified two and a half axis machining with the same tool path for each layer. For the machining simulation, MAL Inc.’s MACHPRO [1] was employed, and the parameters for optimization in Table 1. The feed rate adjustment, as shown in Fig. 1(a), reduces the feed rate when it exceeds the upper limit and increases it when it falls below the lower limit. For the cutting load between the upper and lower limits, linear interpolation was carried out as shown in Fig. 3. Figure 3 illustrates the case where the tool feed rate is optimised based on the cutting force criterion.

Machining features of a workpiece

Cutting force based feed rate adjustment
4 Feed Rate Optimization Based on Actual Cutting Loads
The cutting force and cutting load, which are the results of simulation, may vary depending on the performance of the equipment. It is necessary to optimise them based on the actual machining load generated during cutting. If the actual machining load can be predicted by converting the predicted cutting force, it is possible to optimize the load generated during machining. This can be achieved by controlling the feed rate with specific objectives in mind, such as increasing tool life, improving machined surface quality, and minimizing energy consumption. In this study, the feed rate was optimised based on the predicted machining load, using the results of preliminary tests under the assumption that the cutting depth was constant.
4.1 Cutting Load Maps via Conversion Models
Through preliminary experiments, a regression equation for converting cutting force (X) into the machining load was obtained (Eq. 1, Fig. 4). The regression equations that determine machining load as a function of feed rate and cutting width (W) are presented in Eqs. (2–9) and Fig. 5. Equations 2 to 9 assumed the cutting depth remains constant at 1 mm as it was in the initial experiment.

Conversion of cutting force to cutting load

Converting cutting width to cutting load with a constant feed rate
4.2 Feed Rate Optimization Using Cutting Load Maps
If the actual machining load can be predicted by converting the predicted cutting force, it is possible to optimize the load generated during machining. This can be achieved by controlling the feed rate with specific objectives in mind, such as increasing tool life, improving machined surface quality, and minimizing energy consumption. In this study, the feed rate was optimised using the results of preliminary tests under the assumption that the cutting depth was constant.
The first method involves to convert cutting force into machining load and performing linear interpolation using Eq. (1) (Method 1). The second method involves calculating the cutting load based on the cutting width with a fixed feed rate (Method 2). The difference between these tool feed rate optimization methods and the one presented in Sect. 3 is that this method seeks to make the machining load uniform by placing it within the upper and lower limits. The constraints for this method include a maximum feed per tooth of 0.13 (mm/tooth, rev) and a cutting speed of 180 (m/min). The upper limit of machining load (maxL) was set to 11A and the lower limit of machining load (minL) was set to 10A for machining load optimization.

Optimization by Method 1 (O3000: the estimated cutting force of the first layer)

Optimization by Method 2 (O3000: the estimated cutting force of the first layer)
4.3 Extended Experimental Results
In the case of shouldering (O3000), it is predicted that the cutting force will be low using Method 1, while in the case of scroll wall machining (O3001), Method 2 is predicted to result in a low cutting force. Nevertheless, when optimization is carried out using Method 2, the actual machining load is relatively uniform. As seen in Table 2, the machining time generally increased, except for a reduction in the O3001 machining using Method 1. This reduction is achieved by greatly reducing the feed rate in the overload section, which helps to maintain a uniform machining load and minimise the increase in machining time.
Figures 6 and 7 show the results of re-simulating the NC program optimized by Method 1 and 2. In the case of Shouldering, Method 2 is predicted to have a higher cutting force compared to Method 1, while the opposite is seen in the case of the scroll wall. However, Figs. 8 and 9, which show the actual machining load, indicate that Method 2 is closer to the desired machining load (maxL = 11A, minL = 10). The cutting load distribution graphs in Figs. 8 and 9 demonstrate that Method 2 is closer to the target range.

Cutting load map and distribution by Method 1 (the first layer of O3000)

Cutting load map and distribution by Method 2 (the first layer of O3000)
5 Concluding Remarks
Simulation-based NC machining makes use of the contact surface between the tool and the material prior to machining in order to predict the cutting force and carry out optimization. There is an advantage in that it is possible to anticipate and prevent an overload or a delay in machining time during actual cutting. However, there can be differences from the machining load generated in actual machining, which can vary depending on the performance of the equipment’s spindle. In this study, therefore, machining was performed by optimising the tool feed rate based on the cutting load.
As a result of the experimental test, it was demonstrated that there is a discrepancy between the actual machining load and the simulated machining value. Through further experiments addressed in this study, a method for optimising the prediction of the cutting load according to the floor engineer’s intention was proposed. That is, a method for optimising the tool feed rate was proposed by calculating the cutting force based on the equipment-tool-material combination and converting the cutting force to the machining load.
For the optimization of the feed rate, additional experiments were carried out on two methods: Method 1, which used a regression equation to convert the cutting force into the machining load, and Method 2, which used a machining load map obtained by transforming the cutting width with a fixed feed rate. Of the two methods, Method 2 demonstrated a high degree of uniformity in terms of the cutting load. It was also found that the prediction of the cutting load by various factors was more efficient than the prediction based on one factor alone.
Future research might encompass a method that utilises multiple factors to predict the machining load, as well as a study that derives the machining load map by utilising the machining history data, without relying on the preliminary experiments.
References
VERICUT Homepage. https://www.cgtech.com. Accessed 06 May 2023
MACHPRO Homepage. https://www.malinc.com. Accessed 06 May 2023
Drossel, W., Gebhardt, S., Bucht, A., Kranz, B., Schneider, J., Ettrichrätz, M.: Performance of a new piezo ceramic thick film sensor for measurement and control of cutting forces during milling. CIRP Ann. 68(1), 45–48 (2018)
Hiruta, T., Uchida, T., Yuda, S., Umeda, Y.: A design method of data analytics process for condition based maintenance. CIRP Ann. 68(1), 145–148 (2019)
Teti, R., Jemielniak, K., O’Donnell, G., Dornfeld, D.: Advanced monitoring of machining operations. CIRP Ann. 59(2), 717–739 (2010)
Aslan, D., Altintas, Y.: On-line chatter detection in milling using drive motor current commands extracted from CNC. Int. J. Mach. Tools Manuf 132, 64–80 (2018)
Erkorkmaz, K., Layegh, S.E., Lazoglu, I., Erdim, H.: Feedrate optimization for freeform milling considering constraints from the feed drive system and process mechanics. CIRP Ann. Manuf. Technol. 62(1), 395–398 (2013)
Wirtz, A., Meiner, M., Wiederkehr, P., Myrzik, J.: Simulation-assisted investigation of the electric power consumption of milling processes and machine tools. Procedia CIRP 67, 87–92 (2018)
Altintas, Y.: Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design, 2nd edn. Cambridge University Press, Cambridge (2012)
Lu, N., Li, Y., Liu, C., Mou, W.: Cutting tool condition recognition in NC machining process of structural parts based on machining features. Procedia CIRP 56, 321–325 (2016)
Mourtzis, D., Vlachou, E., Milas, N., Dimitrakopoulos, G.: Energy consumption estimation for machining processes based on real-time shop floor monitoring via wireless sensor networks. Procedia CIRP 57, 637–642 (2016)
Rattunde, L., Laptev, I., Klenske, E.D., Möhring, H.: Safe optimization for feedrate scheduling of power-constrained milling processes by using Gaussian processes. Procedia CIRP 99, 127–132 (2021)
Xiong, G., Li, Z.-L., Ding, Y., Zhu, L.: Integration of optimized feedrate into an online adaptive force controller for robot milling. Int. J. Adv. Manufacturing Technol. 106(3–4), 1533–1542 (2019)
Acknowledgement
This research was supported by the Software Convergence Cluster 2.0, which was funded by the Ministry of Science and Information and Communications Technology (ICT), Gyeongsangnam-do, the National IT Industry Promotion Agency (NIPA), and the Institute for Information and Communications Technology Promotion (IITP). The latter was funded by the Korean Government (Ministry of Science, ICT, and Future Planning (MSIP)) as part of the Development and Proof of Open Manufacturing Operation System with ICT Convergence, under Grant 2020–0-00299–002.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Yoo, N.H., Kim, S.G., Kim, T.H., Heo, E.Y., Kim, D.W. (2024). Feed Rate Optimization Using NC Cutting Load Maps. In: Silva, F.J.G., Pereira, A.B., Campilho, R.D.S.G. (eds) Flexible Automation and Intelligent Manufacturing: Establishing Bridges for More Sustainable Manufacturing Systems. FAIM 2023. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-38241-3_34
Download citation
DOI: https://doi.org/10.1007/978-3-031-38241-3_34
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38240-6
Online ISBN: 978-3-031-38241-3
eBook Packages: EngineeringEngineering (R0)