
Abstract
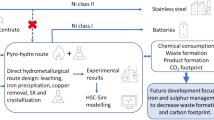
The demand for nickel and cobalt salts for lithium-ion battery manufacture is expected to continue to increase as electrification of the transportation sector accelerates. Nickel concentrates typically are smelted and refined to produce Class 1 nickel products which can be used to manufacture metal salts. Alternatively, a process has been conceived to pressure oxidize nickel sulfide flotation concentrate to produce mixed hydroxide precipitate (MHP) containing nickel and cobalt. MHP is often produced from nickel laterite operations and MHP may be refined to produce battery grade metal salts. The process uses a medium temperature autoclave (150 °C) to extract Ni, Co, Cu from the nickel concentrate into solution. The solution is then purified by pH adjustment with limestone, followed by copper recovery as a copper sulfide precipitate. The purification residue and the autoclave residue form a single combined residue. The copper-free solution then goes through a further impurity removal step for polishing Al/Fe and then into MHP precipitation with magnesia addition. The final product is high-grade MHP which can be used as a precursor to be making battery salts (NiSO4 and CoSO4) for lithium-ion batteries.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
1.1 Background
Nickel sulfide minerals found in nature can be concentrated using conventional mineral processing methods. Nickel concentrates often contain iron sulfide minerals such as pyrrhotite or pyrite, and copper sulfide minerals such as chalcopyrite. The conventional treatment of nickel concentrates is via smelting, converting, and refining. This process produces a slag containing iron oxide along with fluxing agents such as calcium and silicon oxide, an off-gas containing sulfur dioxide that can be used to manufacture sulfuric acid for sale, nickel metal, a cobalt product, and a copper product. If precious metals (gold, platinum, palladium, rhodium, silver, etc.) are present, the smelting, converting, and refining process will also recover these metals for value.
The conventional process is advantageous for the production of nickel metal of high quality. However, the conventional process has environmental challenges due to fugitive gas and dust emissions from the smelting operation, the volatilization of deleterious impurities during smelting and high capital and operating costs. If the concentrate is produced at a remote mine, the cost of shipment of the concentrate to a smelter may be prohibitive, especially if the grade of the concentrate is low in nickel content. The cost of making metallic nickel is significant. At the same time, as the demand for nickel in batteries increases, it is not required to make nickel metal as the final product. In fact, nickel in a form that can go easily to make battery grade nickel salts may be preferred as demand growth in the battery sector will dominate through to 2050 [1].
A hydrometallurgical process has been developed that provides an alternative route to making mixed hydroxide product containing nickel and cobalt hydroxide. The process yields high extraction and recovery of nickel, cobalt, and copper from the nickel concentrate, forms a stable environmental residue, and avoids the production of gases and dusts. The production of the mixed hydroxide of high quality is an alternative to smelting, converting, and refining. The OZ Minerals West Musgrave Project (WMP) in Western Australia was used as a basis for process development [2].
1.2 The West Musgrave Project
The West Musgrave Project is in the West Musgrave Ranges of Western Australia. The WMP is located approximately 1300 km north-east of Perth near to the border of South Australia and the Northern Territory. The nearest towns include the indigenous communities of Jameson (Mantamaru) 26 km north, Blackstone (Papulankutja) 50 km east, and Warburton (Milyirrtjarra) 110 km west of the WMP. The nearest regional centers to WMP include Yulara 500 km east, Laverton 678 km west, and Kalgoorlie 1000 km southwest [2].
The Project consists of two copper and nickel deposits separated by 1.5 km. These deposits are known as the Babel and Nebo mine pits with Babel being the larger of the two. The Babel and Nebo deposits contain two main styles of mineralization: massive and breccia sulfides, which are a comparatively minor component of the overall sulfide inventory and disseminated gabbronorite-hosted sulfides that represent the bulk of the mineralization. Massive and breccia sulfides at both deposits comprise, in decreasing abundance, pyrrhotite, pentlandite, chalcopyrite, and trace pyrite. In most of the shallower intersections, supergene alteration has modified the primary sulfide assemblages to pyrite and violarite. The disseminated mineralization at both deposits occurs as blebs in gabbronorites. Copper and nickel grades at Babel and Nebo are at a 1:1 ratio with higher grades occurring in the massive sulfides and marginal breccia zones. Lower copper and nickel grades occur in the disseminated sulfide zones [2].
The current process is designed to treat an annual ore throughout of 12 Mt/a initially, ramping up to 13.5 Mt/a by year 5, with the base case producing nickel and copper flotation concentrates for on sale to smelters. The key production metrics can be seen in Table 1. The WMP is currently under construction and scheduled to produce first concentrate in the second half of 2025. As the project has developed, value optimization has driven substantial changes in the process around reducing the power consumption and carbon footprint, introducing lower power draw equipment such as Vertical Roller Mills and adoption of the bulk separation copper nickel flowsheet, enabling a significant coarsening of the primary grind size, in turn reducing power demand [2]. The remoteness of the site requires that a large hybrid renewable energy power station is installed, making the site self-sufficient in power generation. The conversion of the nickel flotation concentrate at WMP to MHP was investigated as a future potential value uplift option to the base case, enabling OZ Minerals the option to further increase its participation in the ever growing battery value chain, shaping the future.
1.3 Hydrometallurgical Process Description
Figure 1 shows a typical flowsheet for the process. The nickel concentrate containing a range of minerals comprising pentlandite, violarite, pyrrhotite, pyrite, chalcopyrite, and various gangue minerals such as silicates, is prepared by mineral flotation. The concentrate is thickened to form a slurry and pumped to a holding tank ahead of a pressure autoclave. A surfactant (sodium and/or calcium ligninsulfonate) is added to the concentrate. Ligninsulfonates disperse liquid sulfur at elevated temperature and maintain high extraction rates of metals such as nickel, cobalt, and copper from sulfide minerals.

Hydrometallurgical process flowsheet
Also added to the autoclave are oxygen gas and cooling solution. The cooling solution is a solution that is recycled from thickening and washing the autoclave discharge and contains high levels of nickel, cobalt, copper, and sulfuric acid. The cooling solution also contains some chloride ion obtained by adding a salt such as NaCl or an acid such as HCl to the cooling solution before pumping into the autoclave. The autoclave temperature rises to 120–159 °C due to the heat of reaction of the oxidation of the sulfide minerals in the autoclave. The temperature is controlled to less than 159 °C by addition of cooling solution. Above this temperature, elemental sulfur that forms in the autoclave changes from liquid sulfur containing S8 rings to a more viscous form of sulfur that develops at higher temperature due to thermal disruption of the S8 rings and polymerization of the sulfur. This form of sulfur tends to foul autoclave reactors with black, tar-like sulfur and is to be avoided. The preferred temperature of operation is about 150–155 °C to maximize the kinetics of the process while avoiding formation of viscous sulfur. The oxygen gas pressure feeding the autoclave is injected by spargers or drawn into the slurry by gas-pumping impellers. Oxygen is maintained at an overpressure above the steam pressure at the operating temperature of the autoclave. Oxygen extracts the valuable metals into solution, forms some sulfuric acid and iron precipitates and elemental sulfur. Chloride addition minimizes the oxidation of sulfur to sulfuric acid to minimize the consumption of oxygen and the requirement for neutralization of excess acid.
The key chemical reactions occurring in the autoclave are shown below in simplified form.
Pentlandite oxidation:
Pyrrhotite oxidation:
Pyrite oxidation:
Chalcopyrite oxidation:
Sulfur oxidation:
Ferrous oxidation:
Iron precipitation:
The autoclave slurry discharge will contain dissolved metal sulfates, acid, chloride and elemental sulfur, and iron precipitates along with any gangue minerals (or reaction products of gangue minerals with acid). The slurry discharge at elevated temperature and pressure is flashed through a letdown system to cool the slurry to atmospheric temperature and pressure. The flash steam and the vent from the autoclave (to purge inert gases and excess oxygen) are cleaned though a scrubber system and discharged to the atmosphere.
The acid component of the autoclave discharge is used to redissolve nickel, cobalt, and copper precipitates in the primary neutralization residue (Neutralization Thickener Stage 1 Underflow Solids in Fig. 1), the secondary neutralization residue (Neutralization Thickener Stage 2 Underflow Solids in Fig. 1), and secondary mixed hydroxide residue (MHP Thickener Stage 2 Underflow Solids in Fig. 1).
Figure 1 shows one version of the effective use of acid from the autoclave for acid redissolution of the nickel, cobalt, and copper hydroxides in the three precipitates. Primary neutralization residue in the Neutralization Thickener Stage 1 Underflow is mixed with the Autoclave Discharge Thickener Underflow. Similarly, the secondary neutralization residue in the Neutralization Thickener Stage 2 Underflow is mixed in the same location. The MHP Thickener Stage 2 Underflow is directed to join the Autoclave Discharge Thickener Overflow Solution before treatment in Stage 1 neutralization.
Possible locations for placement of the recycled precipitates include the flash letdown tank, the feed to the autoclave discharge thickener, mixing in the filter surge tank, and the feed to Stage 1 neutralization.
The major reactions for (1) redissolution of nickel, cobalt, and copper hydroxides, (2) reaction of acid with unreacted alkali (lime or limestone) contained in the precipitates, and (3) partial redissolution of iron and aluminum hydroxides are shown below:
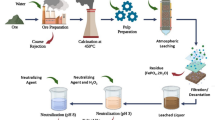
The Fe/Al Precipitation Stage 1 uses an alkali to neutralize acid and precipitate the majority of ferric iron and aluminum in the autoclave discharge thickener overflow. If calcium carbonate (limestone or calcrete) is available, this is often the preferred alkali for this stage of precipitation. Alternatively slaked lime or calcium hydroxide may be used. The pH of this process is controlled to minimize any coprecipitation of nickel, cobalt, or copper (although the circuit is designed to allow recovery of these metals through the “releach” step using autoclave acid).
The form of iron precipitation can be as ferric hydroxide, goethite, or jarosite, depending on the conditions of precipitation. The precipitation is performed at pH 2.2–3.0, and preferably at 2.7. Sufficient time (1–8 h) and elevated temperature (natural temperature from the autoclave thickener overflow) are used to ensure effective neutralization.
The Fe/Al Precipitation Stage 1 slurry is thickened. The overflow goes to the copper removal tanks and the underflow is recycled to meet autoclave acid to ensure recovery of nickel, cobalt, and copper.
The Copper Removal Circuit shows one method to remove and recover copper in saleable form. Sodium hydrogen sulfide (NaSH) solution is dosed to precipitate copper after removal of dissolved oxygen through an optional nitrogen sparging process. The process is seeded with recycle of fine copper sulfide particles to the head of the copper removal circuit to ensure high copper precipitate purity and maximum particle size for thickening and filtration/washing. The chemistry of the process is shown below. The major reaction is to precipitate CuS. Minor reactions will coprecipitate nickel and cobalt as nickel and cobalt sulfide and reduce any residual ferric sulfate to ferrous sulfate.
The coprecipitation of nickel and cobalt is controlled using ORP measurement to dose NaSH solution. An ORP of about 150 mV versus Ag/AgCl electrode effectively removes copper to low-terminal values and minimizes nickel and cobalt precipitation. The use of seed recycling also allows for minimizing loss of nickel and cobalt with the copper sulfide. When seed is contacted with incoming solution, the copper in solution can first react with nickel and cobalt sulfides in the seed, thus minimizing the losses of these elements.
A seed recycle of 100–500% is recommended (based on solids recycled c/w solids precipitated).
The CuS in the copper removal thickener underflow may be filtered and washed to form a CuS saleable product.
Other technologies for copper removal may be considered based on the relative amount of copper present in solution. For example, copper solvent extraction and electrowinning may be used.
The copper removal thickener overflow solution is directed to Fe/Al Precipitation Stage 2. The Fe/Al Precipitation Stage 2 removes iron and aluminum to low residual levels in solution using oxidation for iron with aeration, oxygenation or use of other oxidants, and pH adjustment using limestone, calcrete, lime, or hydrated lime. Ferrous sulfate is oxidized and precipitated. Oxygen is shown in the reactions below. However, hydrogen peroxide or other oxidants can be used as well.
The conditions for this stage are natural temperature (45–75 °C) and pH 4.2–5 for 1–8 h.
The Fe/Al Precipitation Stage 2 slurry is directed to the neutralization stage 2 thickener. The thickener underflow solids are recirculated to ensure that the autoclave acid redissolves the coprecipitated nickel, cobalt or copper. The thickener overflow is directed to MHP Precipitation Stage 1.
In the MHP Precipitation Stage 1, freshly prepared MgO slurry is added to the solution to form nickel and cobalt hydroxides.
Any remaining iron, aluminum or copper in solution will precipitate into the mixed hydroxide precipitate.
The conditions for MHP Precipitation Stage 1 are pH 7.8–8.5, natural temperature (40–70 °C), and 1–4 h of contact time.
The MHP Precipitation Stage 1 slurry is thickened, and the underflow is filtered and washed. The wash solution is returned to the thickener from the filter.
The MHP Thickener Stage 1 thickener overflow is sent to MHP Stage 2, where lime is added to precipitate residual nickel and cobalt for recycle to a point that the autoclave acid can redissolve nickel and cobalt.
MHP Precipitation Stage 2 slurry is thickened. The underflow solids are returned to react with acid and ensure that no nickel and cobalt is lost. The solution, barren of any nickel and cobalt, is directed to an evaporation pond.
The evaporation pond is a critical part of the process, as magnesium sulfate solutions will evaporate and crystallize magnesium sulfate crystals.
The combined solids from the autoclave leach and the various precipitation steps are filtered and washed. The residue is directed as a slurry to a tailing facility (waste impoundment). It might also be possible to prepare a dry stackable tailing material from these filter cakes.
A portion of the autoclave discharge thickener is cooled through an evaporative cooling system (cooling tower) and then recycled to the autoclave as cooling solution.
2 Process Development Testing
The process development was conducted first at the bench scale and then via a continuous pilot plant program.
2.1 Bench-Scale Testing
The bench-scale testing was focused on pressure oxidation. Reground concentrate was analyzed (Table 2) and used in a series of confirmatory Pressure Oxidation (POX) tests conducted using 2 L Parr titanium autoclaves. Three tests used material from the HIGmill® while the fourth and final small POX tests used material from the IsaMill™ grind. The concentrate was reground to 80% finer than 9.0 μm (P80). The ground concentrate was pulped in lixiviant (a synthetic nickel sulfate solution based on a provided recipe, aside from POX3) to 8–10% solids and sealed in the autoclave. Following pressure testing and heat up of the vessel to 150 °C, oxygen overpressure was applied, and an off-gas vent line was partially opened to allow for flow of gas in and out of the vessel to prevent oxygen starvation. After holding at temperature and pressure for the required time, the vessel was cooled down rapidly using a cold water cooling coil followed by pulp filtration. All tests were conducted at 150 °C with 100–110 psi oxygen overpressure applied.
The results are summarized in Table 3. The overall extraction was excellent: as high as 98% for Ni/Co and about 80% for Cu. A reaction time of 0.5 h was sufficient in the batch testing. The final solution was rich in Ni and had a modest amount of H2SO4. The copper, iron, and terminal acid levels were relatively steady across the series.
A further series of ten bulk 20 L autoclave tests were performed to generate sufficient solution to prepare a sample of MHP for evaluation. The nickel extraction exceeded 99%, cobalt extraction exceeded 97%, and the copper extraction reached almost 80%. The combined solution from the ten tests (accumulation of the excess solution from each test) analyzed 67.8 g/L Ni, 1.68 g/L Co, 4.39 g/L Cu, 43.9 g/L Fe, 1.82 g/L Al. This solution was treated step by step in batch mode to validate each flowsheet step (Fig. 1). A sample of MHP precipitate was formed by addition of 25% MgO slurry at 75 °C for 1 h at 100% dosage relative to the Ni + Co content in solution. The MHP contained 47.6% Ni, 1.34% Co, 0.094% Zn, 1.21% Mg, 0.04% Al, <0.01% Mn, and 0.0098% Cl. The precipitate is pictured in Fig. 2.

MHP precipitate formed during batch testing
2.2 Pilot Plant Testing
Following completion of the bench-scale testing, a pilot plant test was conducted to demonstrate the overall process flowsheet, produce MHP product for potential future customer evaluation, and to obtain engineering data for completion of a feasibility study.
The heart of the pilot plant program was use of a 30 L, four compartment autoclave fed at a rate of about 3.5 kg/h of West Musgrave nickel concentrate. A total of 470 kg of concentrate was processed. The block flow diagram for the pilot plant is shown in Fig. 3. The concentrate head assay was similar to that used in the bench program. The mineralogy report on the concentrate indicated the major phases were pentlandite, chalcopyrite, pyrrhotite, and pyrite (Table 4).

Block flow diagram for the pilot plant program
Some batch testing was performed on the new concentrate to confirm nickel extraction above 98%. A sample of D-748 ligninsulfonate was obtained from Borregard for the testing. A final dose of 10 kg/t of ligninsulfonate was used in batch testing with 1.7 g/L Cl.
The pilot plant operation was successfully completed. The following sections describe key results in each part of the flowsheet.
Autoclave Operation
The autoclave was fed a 60% solids slurry of West Musgrave concentrate with 10 kg/t ligninsulfonate addition (Borregard D-748). The autoclave temperature was controlled to 153 °C with an operating pressure of 1630 kPag and an oxygen overpressure of 1120 kPag. The cooling solution was overflow from the autoclave leach discharge thickener added at a rate of 12.6 g/g concentrate. Chloride was added to the cooling solution to a target of 2 g/L Cl. The slurry feed was via high-pressure progressive cavity pumping while cooling waters were injected via high-pressure piston discharge pulps. The autoclave discharge was controlled by a Caldera letdown valve and flashed to a letdown tank. The flash steam was condensed, and the liquid added to the autoclave discharge solution. The autoclave slurry was accumulated in 1-h batches and then forwarded to the autoclave discharge thickener.
Typical results during a stable period of operation yielded extraction of 98.1% Ni, 97% Co, and 85% Cu, with residue assaying 0.25% Ni, 0.011% Co, 0.23% Cu, 42.6% Fe, 22.9% S (tot), and 15.3% S (elem). Solution analysis showed 31 g/L Ni, 3.41 g/L Cu, 0.94 g/L Co, and 20.2 g/L H2SO4.
Autoclave Discharge Residue Processing
The autoclave discharge slurry was directed to a thickener. The Secondary Hydroxide Precipitate (SHP) solids recycle was added to the autoclave slurry before thickening. The acid in the discharge redissolved the nickel and cobalt hydroxide present in the SHP solids to ensure a high overall recovery. The original design was for the Autoclave Discharge underflow (AD U/F) slurry to be combined with the Primary Neutralization (PN) thickener UF slurry and washed in a CCD circuit. However, the CCD thickeners did not perform to expectations, so filtration and washing were applied to the mixed slurries to produce a final process residue.
A typical solid assay of the combined filter cake solid (autoclave residue and PN solids) analyzed 0.164% Ni, 0.185% Cu, 0.007% Co, 36.8% Fe, 5.4% Ca, 23.3% S (tot), and 13.2% S (elem). The addition of gypsum present in the PN solids increased the calcium content of the combined solid and diluted some of the other element analyses. There was no evidence of excess precipitation of pay metals in the final combined solids, supporting a high overall extraction value for Ni, Co, and Cu.
Primary Neutralization
The Primary Neutralization process combined the autoclave discharge thickener overflow with Secondary Neutralization U/F slurry, followed by a series of tanks with addition of lime slurry or limestone slurry to neutralize the remaining free acid and precipitate ferric oxyhydroxide and gypsum. There were some challenges in pH measurement and control in this section of the plant. However, during a period of stable operation with lime slurry addition, a precipitate was formed with 0.1% Ni, 0.005% Co, 0.04% Cu, 14.6% Fe, and 17.1% Ca at pH 2.5–3.0. During the same period, the PN thickener O/F solution (advancing to copper removal) analyzed 32.3 g/L Ni, 0.92 g/L Co, 1.3 g/L Fe, and 0.9 g/L Al. The remaining iron in solution was predominantly ferrous iron. There was no evidence of coprecipitation losses of pay metals in this part of the circuit.
Copper Removal
The Copper Removal (CR) process received the PN O/F solution into a primary deaeration tank sparged with nitrogen to remove excess dissolved oxygen. This tank overflowed into a series of stirred tanks with NaSH solution addition into the first tank to precipitate the copper as CuS. The final tank discharge was thickened with some seed recycle back to the head of the circuit. The seed recycle system was operated at low rate during the pilot plant because of difficulties in pumping small amounts of the CR thickener U/F slurry reliably due to the small scale of the circuit. The ORP target was about 150 mV versus the Ag/AgCl reference electrode and pH was typically 1.5–2.
During a typical period of stable operation, the CuS solids analyzed 57% Cu, 3.23% Ni, 0.23% Co, 0.006% Zn, and 0.063% Fe. The corresponding solution analysis showed a residual level of 0.02 g/L Cu, confirming almost complete copper recovery. The Ni content of the solids was somewhat elevated, but it is expected with tighter control of NaSH addition and greater seed recycle, the Ni content of the solids will be lower on further scaleup. It is projected that with steady operational performance, the copper grade of the CuS precipitate will reach at least 60% Cu content.
Secondary Neutralization
The Secondary Neutralization circuit consisted of four tanks in series with addition of lime slurry for neutralization and oxygen to oxidize iron for precipitation. The same problem of accurate pH measurement at temperature (combined with some gypsum scaling of the probes) created some unsteady conditions. If the pH was too low, the copper, aluminum, and iron content of the final solution were higher than desired. Typical levels of residual metals in solution were up to 35 g/L Ni, 0.88 g/L Co, along with as low as 0.01 g/L Cu, 0.01 g/L Fe, 0.01 g/L Al, and 0.044 g/L Zn. The extent of removal of the latter group of elements (Cu, Fe, Al, Zn) determines the quality of the MHP produced.
Mixed Hydroxide Precipitation
The mixed hydroxide precipitation circuit comprised four tanks in series with MgO slurry addition in the first tank. The MgO slurry was freshly prepared every 15 min from powdered MgO. The pH of the solution in the MgO precipitation was targeted at about 8.2 at temperature (about 60 °C). pH measurement was also a challenge in this circuit with frequent overshooting of the pH target. The extent of removal of Ni was higher than desired in most cases. Our target was ~95% Ni precipitation, with the balance to be recovered and recycled in the Secondary Hydroxide Precipitation process. However, the extent of precipitation varied up to over 99% in the MHP process. The MHP product obtained during a typical period was analyzed as 44.1% Ni, 0.75% Co, 2.47% Mg, 0.035% Al, 0.044% Fe, 0.139% Cu, and 0.04% Zn. The MHP contained typically 2–3.5% S as sulfate due to formation of some basic nickel and cobalt sulfate precipitation. The MHP product was filtered, washed, and stored for future customer evaluation. It is projected that the Ni and Co grade of the MHP product will reach 48% and 1.2% respectively during plant operation.
Secondary Hydroxide Precipitation
Secondary hydroxide precipitation was performed as a scavenger step to ensure maximum retention of nickel and cobalt in the recovery circuit and, with recycle, maximum deportment to the saleable MHP product. SHP was performed with four tanks in series and pH controlled to about 8.8–9.2 at temperature (about 55 °C). The pH control was critical again and the pilot plant was generally run under conditions of excess lime addition to maximize Ni/Co precipitation.
A typical final SHP thickener overflow solution analysis showed <0.005 g/L Ni, <0.01 g/L Co, <0.005 g/L Cu, <0.002 g/L Zn, 10.5 g/L Mg, and 0.54 g/L Ca. The SHP thickener U/F solids analyzed 1.47% Ni, 7.64% Mg, 0.13% Co, 0.024% Al, 7.4% Mg, and 20.4% Ca. The solids represented a gypsum precipitation with significant Mg(OH)2 coprecipitation. These solids were recycled to be mixed with the autoclave discharge slurry before thickening in order to maximize the reextraction of Ni, Co, and Cu.
Other Studies
A full suite of other pilot plant testing was conducted including (1) rheology, thickening, and filtration studies on all slurries, (2) corrosion coupon testing in the autoclave, and (3) complete inspection of all equipment at the end of the pilot plant run to identify scaling issues. This information has been collated for the next stage of engineering. The magnesium sulfate containing final solution after SHP is directed to an evaporation pond at West Musgrave as part of the process design. A study of evaporation rates (and forms of crystallization) was carried out to determine evaporation pond areas for design.
3 Conclusions
The development of a process to make MHP precipitate containing nickel and cobalt hydroxides from the West Musgrave nickel concentrate has been successfully completed. The concentrate is pressure leached at about 150 °C with oxygen in an acid, metal salt solution in the presence of a surfactant (ligninsulfonate), and low concentrations of chloride to extract about 98% of the Ni, 96% of the Co, and 84% of the Cu from the concentrate. The resulting leach solutions are purified to remove an iron precipitate and a copper sulfide product and finally a high-grade MHP precipitate for further refining to produce battery metal salts for lithium ion battery manufacture. A total of 470 kg of West Musgrave concentrate was processed continuously to demonstrate the process.
References
International Energy Agency (2022) The role of critical minerals in clean energy transitions: world energy outlook special report. Revised version. URL: https://www.iea.org/reports/the-role-of-critical-minerals-in-clean-energy-transitions. Accessed on March 13, 2023
Weidenbach M, Gerber S (2023) Evolution of the West Musgrave flowsheet to maximise value. Paper to be presented at the 26th World Mining Congress, Brisbane, Australia, June 2023
Acknowledgments
The authors would like to thank OZ Minerals for permission to publish this work and to acknowledge SGS Canada for the initial bench-scale testing, Hazen Research (USA) for the pilot plant testing, Metso-Outotec for filtration and thickening testing, and Nagrom (Australia) for evaporation testing.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Dreisinger, D., Baxter, K., Weidenbach, M., Sully, J. (2023). Pressure Oxidation of Nickel Concentrates to Prepare Mixed Hydroxide Precipitate: An Alternate Battery Supply Chain Feed Source. In: Proceedings of the 62nd Conference of Metallurgists, COM 2023. COM 2023. Springer, Cham. https://doi.org/10.1007/978-3-031-38141-6_5
Download citation
DOI: https://doi.org/10.1007/978-3-031-38141-6_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38140-9
Online ISBN: 978-3-031-38141-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)