
Abstract
In recent years, alkali activated concrete technology has gained growing attention due to its potential advantages compared to Portland cement (PC) based concrete, in terms of environmental and economical contribution. Ground granulated blast furnace slag (GGBFS), which is used as a common precursor to produce alkali activated materials (AAMs) is becoming less available compared to the past due to its high consumption. Therefore, the use of alternative precursors such as copper slag (CS) to produce AAMs can be considered as a potential solution. In the present study, the effect of the SiO2/Na2O ratio on the fresh and mechanical properties of slag based alkali activated mortar mixtures incorporating of 50% CS as partial replacement of GGBFS has been studied. A total of three AAM mortar mixtures were produced using three different SiO2/Na2O ratios of 1.0, 1.3 and 1.6, respectively. The flow spread and fresh density of the AAM mixtures were comparable to that of PC based reference mixtures. The flow spread behaviour of the AAMs mixtures was improved slightly (14%) by increasing the molar ratio up to 1.3. Compressive and flexural tensile strength values of within the range 81–86 MPa and 7.8–8.5 MPa, respectively are obtained after 28 days. The strength properties of the mixtures increased and then decreased by increasing the SiO2/Na2O ratio from 1.0 to 1.3 and 1.3 to 1.6, respectively. For the studied binary mixtures and ranges of SiO2/Na2O ratios, the SiO2/Na2O ratio of 1.3 can be considered as an optimum value in terms of strengths properties.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Alkali Activated Mortar
- Ground Granulated Blast Furnace Slag
- Copper Slag
- SiO2/Na2O Ratio
- Flow Spread
- Strength Development
1 Introduction
The growth of industrial activities has led to a large production of waste materials or by-products which have negative impacts on the environment. Many of these by-products are of mineral nature and can be potentially resourced and treated into secondary raw material for the manufacturing of construction materials. During the past decades, producing more sustainable construction materials by using these waste materials or by-products has gained interest [1], especially for concrete construction which is considered one of the main causes of air pollution, responsible for 5–7% of global CO2 emissions due to the use of Portland cement (PC) [2]. Alkali activated materials (AAMs) that are known as Portland clinker- free cement systems can be considered as a potential path to reduce the CO2 emissions caused by Portland clinker production, as a result of using mineral by-products as an alternative binder [3,4,5]. The binder in alkali activated systems is formed by activating an aluminosilicate source such as ground granulated blast furnace slag (GGBFS), fly ash, metakaolin and copper slag (CS) with an alkali activated solution [6,7,8,9,10]. For the past decades, GGBFS and fly ash have been considered the most commonly used precursors for producing AAMs [11, 12]. With respect to the high demand for GGBFS and Fly ash in recent years as solid precursors and supplementary Cementitious materials (SCMs) in alkali activated and PC based materials, respectively, looking for other sources of slags seems to be an urgent action due to less availability of GGBSF and fly ash in the future. The global production of CS known as a metallurgical by-product of copper manufacturing has been reported to be about 46.2 million tons in 2018 [11], making it a potential source alternative to GGBFS. Though, CS has been used as SCM in a wide range of applications in recent years [9, 13], there is limited use of it in alkali activated technology. The use of sodium silicate for the activation of CS has been reported to be more effective in terms of strength development compared to sodium hydroxide [11]. Curing AAMs produced with CS as a solid precursor at higher temperatures is also noted to improve the reaction rate of the mixtures [9, 14]. Considering the limited use of CS in alkali activated technology, the current study aims to investigate the potential use of processed and milled CS obtained from local copper production in Belgium as a solid precursor in binary blend alkali activated slag mixtures. The focus was further given to the influence of the SiO2/Na2O ratio. In the present study, the influence of three different SiO2/Na2O ratios (1.0, 1.3 and 1.6) on the fresh (mini-slump and fresh density) and mechanical (compressive and flexural tensile strengths) properties of binary blend AAMs are reported.
2 Materials and Methods
2.1 GGBFS, CS and PC Characterisation
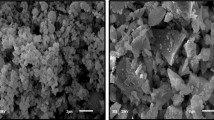
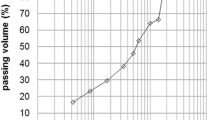
The GGBFS and CS powders used to produce the AAMs are type eco2cem (Ecocem) and Koranel 419 (Aurubis), respectively. CEM I-52.5 N (Holcim) has been used for producing the PC based reference mixture. The chemical composition of solid precursors and PC determined by X-ray fluorescence (XRF) are summarized in Table 1. The CS composition is characterised by low CaO content and high Fe2O3 content compared to GGBFS. The particle size distribution (determined by laser diffraction method) and physical properties (density and median fineness particles d50) of the solid precursors and PC are shown in Fig. 1 and Table 2, respectively. The particle size distribution of the PC and GGBFS are very similar. The CS consists of a slightly broader range of particle sizes compared to GGBFS and PC.

Particle size distribution of the solid precursors and Portland cement.
2.2 Activator Solution
Sodium hydroxide pellets (Sigma–Aldrich, purity ≥ 98%) and sodium silicate supplied at 45 wt. % concentration and a molar ratio SiO2/Na2O (Ms) of 2.0 (type CRYSTAL 0112, PQ corporation), were used for activating the solid precursors. The modulus (Ms) of the sodium silicate was adjusted by adding a certain amount of sodium hydroxide to reach a modified sodium silicate solution with a molar ratio of 1.0, 1.3 and 1.6.
2.3 Specimen Preparation
To produce the AAMs, firstly, the solid precursors (GGBFS and CS) and standard CEN sand (Normesand, Germany) were dry mixed for 60 s in a Hobart mixer (2 l) to homogenise. Then the activator solution made of sodium hydroxide, sodium silicate and water prepared 24 h prior mixing, was added and mixed for 60 s at low speed (140 rpm), then for 90 s at high speed (285 rpm) with the solid precursors and sand to achieve a homogeneous mixture. The binder content of the AAMs mixtures is defined as the sum of the solid precursors and dry parts of the activator solution in this study. The water/binder (w/b) and Na2O/binder (Na2O/b) ratios of the mixtures was kept constant at 0.34 and 4.5% by mass of binder, respectively. A total of three AAMs with three different molar ratios (1, 1.3 and 1.6) were produced. A PC based reference mixture was produced along with the AAMs mixtures for comparison reasons. Similar procedure of preparation was followed to make the PC mixtures. The mix proportions are shown in Table 3. Note that the mix proportions of the mortar mixture were determined using the absolute volume method, in which the differences in the density of the concrete components are taken into account (Table 4).
2.4 Testing Program
Fresh Properties.
The fresh properties of the mixtures in terms of mini-slump (flow spread) and fresh density were determined as follows. The flow speared of the fresh mixtures was determined by the mini slump test in accordance with EN 1015–3 [15], about five minutes (t = 0) after mixing. To this end, a truncated cone with a height of 60 mm and an internal diameter of 100 mm at the bottom and 70 mm at the top was used. The flow spread value was taken as the mean of the flow spread diameter measured in two perpendicular directions. The fresh density of the fresh mixtures just after mixing were also determined in accordance with EN 1015–6 [16].
Mechanical Properties.
The mechanical properties of the mortar mixtures were determined in terms compressive and flexural tensile strengths on the specimens with dimensions 40 mm × 40 mm × 160 mm, according to EN 1015–11 [17], at 1, 7, and 28 days. Specimens were kept sealed in a curing chamber (20 ± 1 ℃; RH = 95%) until the day of testing. The compressive and flexural tensile strengths for each curing age are reported as the mean value of six (compressive) and three (flexural tensile) measurements performed on the mortar specimens.
3 Results and Discussion
3.1 Fresh Properties
The fresh properties of the AAMs and PC based reference mixtures in terms of flow spread and fresh density is given in Table 3. The flow spread of the AAMs increased about 14% by increasing the molar ratio from 1.0 to 1.3, while increasing it to 1.6 did not significantly influence the flow spread values. This observation is in line with the results reported in the literature [18,19,20], that increasing the molar ratio caused a delay in the structural formation of the fresh AAMs mixtures at early age, leading to better workability properties. The AAMs mixtures (except for AAM-1.0) showed similar flow spread values compared to that of PC based reference mixture, indicating that comparable flow speared values to PC mixture can be obtained using the AAMs mixtures developed in this study. The fresh density of the AAMs remained fairly constant in the range of 2260 to 2300 kg/m3, regardless of the used molar ratio, which may basically attributed to the same mixture compositions of the AAMs mixtures (Table 3). The AAMs showed higher fresh density compared to the PC based reference mixture (about 2100 kg/m3), which can be potentially associated to the higher density of the GGBFS and CS particles (Table 2), compared to particles of PC.
3.2 Mechanical Properties
The mechanical properties of the AAMs and PC based reference mixtures in terms of compressive and flexural tensile strengths after 1, 7 and 28 days are presented in Fig. 2. The AAMs mixtures displayed a 1 day compressive strength of more than 7.5 MPa, and a 28 days strength between 81–86 MPa, respectively, highlighting that high strength properties can be obtained using the alkali activated systems considered in this study. The AAMs mixtures with molar ratios of 1.0, 1.3 and 1.6 shows a lower 1 day compressive strength of about 71%, 50% and 41% compared to the reference PC based mixture, however, as the curing age continues the strength development of the AAMs takes place with a higher rate, resulting in a higher strength values of the mixtures compared to the PC mixture at later ages. The 28 days compressive strength of the AAMs mixtures improved about 35%, 39% and 32% using the molar ratios of 1.0, 1.3 and 1.6, respectively, compared to PC reference mixture. Similar trends can be seen in the flexural tensile strength property of the mixtures. The AAMs mixtures shows an lower and higher flexural tensile strength (average) of about 60% and 11% after 1 and 28 days, respectively compared to the PC reference mixture.
Similar to previous studies [21,22,23], the strength results (Fig. 2) show that the mechanical properties of the AAMs is to some extend depending on the chosen molar ratio of the alkali activator solution. The strength properties of the AAMs mixtures increased as the molar ratio increases from 1.0 to 1.3, however, it begins to drop down as the molar ratio exceeded 1.3, highlighting that the molar ratio of 1.3 can be considered as an optimum for the AAMs mixtures in this study. Similar trends have been observed in other types of AAMs, which the strength properties of AAMs first increased an then decreased by increasing the molar ratio [21,22,23]. To understand the occurrence of this observation the following reasonings can be considered. Firstly, increasing the molar ratio of the activator solution results in a denser microstructure of the hardened binder due to the formation of more reaction products with Si-O-Si bonds, resulting in higher reaction degree and consequently higher strength properties of the hardened structure [23]. On the other hand, increasing the molar ratio beyond an optimum value may avoid further dissolution of the reaction products potentially due to the formation of Si layer on the precursor particles surface [23, 24]. Note that the optimum value in terms of molar ratio is not the same for different types of AAMs [23], therefore, the reported optimum value of 1.3 is only valid for the AAMs mixtures developed in this study. The compressive strength of the AAMs mixtures reduced about 17.0% and 5.0% after 1 and 28 days by increasing the molar ratio from 1.3 to 1.6. This equals to 8.5% and 8.0% in terms of flexural tensile strength. Finally, it can be concluded that using 50% CS, regardless of the chosen molar ratio still gives high strength properties.

Mechanical properties of the mortar mixtures: (a) compressive strength and (b) flexural tensile strength (the error bars are based on six compressive strength and three flexural tensile strength measurements performed on the mortar specimens, respectively)
4 Conclusions
In the present study, the influence of three different SiO2/Na2O ratios on the fresh and mechanical properties of a binary blend alkali activated of CS and GGBFS has been investigated and the following conclusions can be reported:
-
1.
The AAMs mixtures displayed almost similar fresh properties to that of PC based refence mixture in terms of flow spread and fresh density. Increasing the molar ratio up to 1.3 improved the flow spread value about 14%, while its influence for higher molar ratios (1.6) was negligible. The fresh density of all the AAMs mixtures remained almost constant and slightly higher than that of PC based reference mixture.
-
2.
The AAMs mixtures with molar ratios of 1.0, 1.3 and 1.6 displayed a higher 28 days compressive strength of 35%, 39% and 32% compared to PC based reference mixture, respectively. This improvement is about 12%, 15% and 6%, in terms of flexural tensile strength, respectively.
-
3.
Increasing the molar ratio up to 1.3 positively influenced the strength properties of the AAMs mixtures, while exceeding the 1.3 value negatively affected the strength properties of the AAMs mixtures. It can be concluded that the molar ratio of 1.3 is an optimum value in terms of strength properties for the AAMs mixtures developed in this study.
References
Provis, J.L.: Alkali-activated materials. Cem. Concr. Res. 114, 40–48 (2018)
Benhelal, E., Zahedi, G., Shamsaei, E., Bahadori, A.: Global strategies and potentials to curb CO2 emissions in cement industry. J. Clean. Prod. 51, 142–161 (2013)
Dai, X., Aydin, S., Yardimci, M.Y., Lesage, K., de Schutter, G.: Influence of water to binder ratio on the rheology and structural build-up of alkali-activated slag/fly ash mixtures. Constr. Build. Mater. 264, 120253 (2020)
Sun, J., Zhang, Z., Zhuang, S., He, W.: Hydration properties and microstructure characteristics of alkali–activated steel slag. Constr. Build. Mater. 241, 118141 (2020)
Song, W., et al.: Efficient use of steel slag in alkali-activated fly ash-steel slag-ground granulated blast furnace slag ternary blends. Constr. Build. Mater. 259, 119814 (2020)
Sun, Y., Ghorbani, S., Dai, X., Ye, G., de Schutter, G.: Evaluation of rheology and strength development of alkali-activated slag with different silicates sources. Cem. Concr. Compos. 128, 104415 (2022)
Sun, Y., Liu, Z., Ghorbani, S., Ye, G., de Schutter, G.: Fresh and hardened properties of alkali-activated slag concrete: The effect of fly ash as a supplementary precursor. J. Clean. Prod. 370, 133362 (2022)
Hajimohammadi, A., van Deventer, J.S.: Solid reactant-based geopolymers from rice hull ash and sodium aluminate. Waste Biomass Valorization 8(6), 2131–2140 (2017)
Singh, J., Singh, S.P.: Development of Alkali-activated cementitious material using copper slag. Constr. Build. Mater. 211, 73–79 (2019)
Bernal, S.A., De Gutiérrez, R.M., Provis, J.L.: Engineering and durability properties of concretes based on alkali-activated granulated blast furnace slag/metakaolin blends. Constr. Build. Mater. 33, 99–108 (2012)
Yan, Z., Sun, Z., Yang, J., Yang, H., Ji, Y., Hu, K.: Mechanical performance and reaction mechanism of copper slag activated with sodium silicate or sodium hydroxide. Constr. Build. Mater. 266, 120900 (2021)
Pacheco-Torgal, F., Castro-Gomes, J., Jalali, S.: Alkali-activated binders: a review. Part 1: Historical background, terminology, reaction mechanisms and hydration products. Constr. Build. Mater. 22(7), 1305–1314 (2008)
Murari, K., Siddique, R., Jain, K.K.: Use of waste copper slag, a sustainable material. J. Mater. Cycles Waste Manage. 17(1), 13–26 (2014). https://doi.org/10.1007/s10163-014-0254-x
Ahmari, S., Parameswaran, K., Zhang, L.: Alkali activation of copper mine tailings and low-calcium flash-furnace copper smelter slag. J. Mater. Civ. Eng. 27(6), 04014193 (2015)
EN 1015–3: Methods of test for mortar for masonry - Part 3: Determination of consistence of fresh mortar (by flow table), European Committee for Standardization (1999)
EN 1015–6: Methods of test for mortar for masonry - Part 6: Determination of bulk density of fresh mortar, European Committee for Standardization (1998)
EN 1015–11: Methods of test for mortar for masonry - Part 11: Determination of flexural and compressive strength of hardened mortar (1999)
Lu, C., Zhang, Z., Shi, C., Li, N., Jiao, D., Yuan, Q.: Rheology of alkali-activated materials: a review. Cem. Concr. Compos. 121, 104061 (2021)
Dai, X., Aydin, S., Yardimci, M.Y., Qiang, R., Lesage, K., De Schutter, G.: Rheology, early-age hydration and microstructure of alkali-activated GGBFS-Fly ash-limestone mixtures. Cement Concr. Compos. 124, 104244 (2021)
Li, N., Shi, C., Wang, Q., Zhang, Z., Ou, Z.: Composition design and performance of alkali-activated cements. Mater. Struct. 50(3), 1–11 (2017). https://doi.org/10.1617/s11527-017-1048-0
Zhang, P., Kang, L., Zheng, Y., Zhang, T., Zhang, B.: Influence of SiO2/Na2O molar ratio on mechanical properties and durability of metakaolin-fly ash blend alkali-activated sustainable mortar incorporating manufactured sand. J. Market. Res. 18, 3553–3563 (2022)
Cho, Y.K., Yoo, S.W., Jung, S.H., Lee, K.M., Kwon, S.-J.: Effect of Na2O content, SiO2/Na2O molar ratio, and curing conditions on the compressive strength of FA-based geopolymer. Constr. Build. Mater. 145, 253–260 (2017)
Sun, B., Ye, G., de Schutter, G.: A review: Reaction mechanism and strength of slag and fly ash-based alkali-activated materials. Constr. Build. Mater. 326, 126843 (2022)
Ouyang, X., Ma, Y., Liu, Z., Liang, J., Ye, G.: Effect of the sodium silicate modulus and slag content on fresh and hardened properties of alkali-activated fly ash/slag. Minerals 10(1), 15 (2019)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Ghorbani, S., Petters, K., Matthys, S. (2023). Effect of SiO2/Na2O Ratio on the Fresh and Mechanical Properties of Binary Blend Alkali Activated Mortar Incorporating Copper and Blast Furnace Slags. In: Jędrzejewska, A., Kanavaris, F., Azenha, M., Benboudjema, F., Schlicke, D. (eds) International RILEM Conference on Synergising Expertise towards Sustainability and Robustness of Cement-based Materials and Concrete Structures. SynerCrete 2023. RILEM Bookseries, vol 44. Springer, Cham. https://doi.org/10.1007/978-3-031-33187-9_41
Download citation
DOI: https://doi.org/10.1007/978-3-031-33187-9_41
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-33186-2
Online ISBN: 978-3-031-33187-9
eBook Packages: EngineeringEngineering (R0)