
Abstract
Aiming at the problem of unstable workpiece machining accuracy caused by thermal deformation of spindle system in five-axis machining center, a compensation model based on the relationship between the temperature of spindle motor, the temperature of spindle front bearing and axial thermal elongation was established with IBAG-230 spindle as the research object. Firstly, using SEA instrument to measure the thermal elongation and thermal drift of the spindle in the X, Y and Z directions, as well as the temperature changes of the front and rear bearings of the spindle, the spindle motor and the environment; The main shaft front bearing, the main shaft motor and the axial thermal elongation of the main shaft are selected as the fitting objects, and the compensation model category is determined and modeled. Finally, the relevant parameters of the compensation model are input into the CNC system, and the validity of the fitting model is determined through experimental verification. The experimental results show that the maximum compensated error of the spindle system in the axial direction is 10 μm. The thermal deformation prediction and compensation model can significantly improve the influence of thermal deformation on workpiece surface accuracy.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Five axis machining center is regarded as the “industrial machine” in the high-end manufacturing field and is widely used in the production process of aviation, aerospace, military equipment, rail transit, automobile and other industries [1]. As the core function of CNC machine tool, spindle system has the characteristics of strong integration, large number of parts and complex working environment. The thermal error caused by the thermal deformation of the spindle system accounts for about 40%–70% of the total error of the machining center [2]. The thermal deformation of the spindle system will lead to unstable machining accuracy of the workpiece, which can not meet the actual production needs, and then affect the production efficiency of the machining center.
At present, experts and scholars at home and abroad have conducted long-term research on the testing technology of thermal deformation of spindle system. A common measurement method is to measure the axial thermal elongation and radial thermal drift of the main shaft by using the spindle error analyzer developed by Lion Instrument [3, 4]. The SEA instrument is connected with the DAQ through an eddy current sensor arranged in the axial direction of the standard ball and two pairs of orthogonal eddy current sensors arranged in the radial direction of the two standard balls, so as to realize the dynamic monitoring of the axial thermal elongation and radial thermal drift of the main shaft under the idling condition. Another measurement method is to use the spindle thermal elongation detection device fixed on the spindle sleeve, displacement sensor, adjusting mechanism, measuring disk and DAQ. This measurement device can realize the changes of spindle axial thermal elongation and radial thermal drift under idle and processing conditions [5]. The prediction and compensation technology for spindle thermal deformation mainly establishes the model between the temperature data and spindle thermal deformation data of spindle measuring points, and carries out linear interpolation, exponential interpolation, spline interpolation and other fitting methods for the relationship between them, so as to realize the dynamic adjustment of spindle thermal deformation.
This paper takes a D5B-300 five axis blade machining center loaded with IBAG-230 motorized spindle as the research object. As a key component of aeromotor, steam turbine and other equipment, blades have many types, complex processing technology and strict precision requirements [6]. Compared with other spindles, it has smaller dimensions and more compact layout, which can reduce the rotor inertia and ensure the processing requirements under high-speed operation. The basic parameters of the spindle are listed in Table 1, and the appearance of the machine tool is shown in Fig. 1.

The appearance of D5B-300 five axis blade machining center
Firstly, the axial thermal elongation and radial thermal drift of the spindle are measured, and the temperature changes of the front and rear bearings of the spindle, the motor rotor and the environment are measured. Through the selection and fitting of the collected data, the thermal deformation error fitting model of the spindle is obtained. Finally, the relevant parameters of the fitting model are input into the CNC system, and the validity of the fitting model is confirmed through experimental verification. Finally, the stability of the precision of the spindle machining workpiece is improved.
2 Measurement of Spindle Thermal Deformation
2.1 Forming Mechanism of Thermal Deformation
The thermal error of five axis machining center mainly comes from the thermal deformation of motorized spindle. In the process of long-term rotary motion of the spindle system, due to the different heating positions on the spindle system such as bearing, spindle and motor, the temperature rise and cooling speed at the corresponding positions are not completely consistent due to the influence of self factors such as material and speed and non self factors such as ambient temperature. The temperature data at different positions form a temperature field, resulting in the inconsistent speed of thermal expansion and contraction of the spindle system, resulting in thermal deformation [7].
The influence of the thermal error formed by the spindle system on machining is mainly reflected in the tool tip of the cutting tool. The position of the tool tip changes due to the thermal deformation of the spindle, thus affecting the machining accuracy [8, 9]. The formation mechanism of thermal deformation of main shaft can be shown in Fig. 2:

The formation mechanism of thermal deformation of main shaft
2.2 Measurement of Spindle Thermal Deformation
Aiming at the thermal deformation of the spindle of the machining center in the process of rotary motion, the thermal elongation of the spindle in the axial direction and the thermal drift in the radial direction are measured under idling condition by Lion Instrument. The installation position of Lion Instrument is shown in Fig. 3:

The installation position of lion instrument
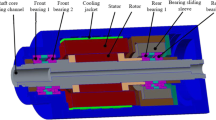
The instrument is connected with the DAQ through a sensor arranged in the axial direction of the standard ball (Z) and two pairs of sensors arranged in the radial direction of the two standard balls (X/X2/Y/Y2) in an orthogonal way to monitor the axial thermal elongation and radial thermal drift of the main shaft, so as to obtain the thermal deformation of the main shaft in the process of rotation. At the same time, the temperature sensor is used to measure the temperature of the front bearing (sensor 1), rear bearing (sensor 2), motor rotor (sensor 3) of the main shaft system and the temperature of the environment. The placement position of the temperature sensors are shown in Fig. 4:

Placement position of temperature sensor
The speed of the main shaft is set as the rated speed, i.e. 3000 r/min, and the measurement duration is set as 6 h. The result of spindle thermal deformation collected by lion instrument are shown in Fig. 5:

The result of spindle thermal deformation
It can be seen that after the spindle rotates for a long time at the rated speed, obvious thermal elongation occurs in the axial direction, and the maximum thermal elongation reaches 50.7 μm. In addition, the thermal drift of the spindle in the X direction is relatively stable, and the maximum thermal drift at X and X2 is 4.14 μm and 4.20 μm respectively; At the beginning 2 h of the measurement, the thermal drift of the main shaft in the Y direction is relatively stable, while a relatively obvious thermal drift occurs after 2 h. The maximum thermal drift at Y and Y2 is 15.4 μm and 15.7 μm respectively.
At the same time, the front bearing temperature and motor temperature of the spindle in the CNC system are recorded at an interval of 10 min. The results are shown in Table 2.
3 Establishment of Thermal Compensation Model
3.1 Fitting Model of Axial Thermal Elongation and Time
According to the data of spindle axial thermal elongation measured by thermal deformation experiment, the mapping relationship between spindle axial thermal elongation and time is established. Polynomial fitting and exponential fitting are used to construct the fitting model of the relationship between axial thermal elongation and time.
The highest degree of polynomial fitting is set as 8 power. The expression of the relationship between the axial thermal elongation of the main shaft and time based on polynomial fitting is shown in Eq. (1):
In Eq. (1), \(\Delta Z\) represents the axial thermal elongation change of the spindle, and the unit is μm; \(\Delta T\) refers to the experimental duration, and the unit is minute; \(p_1 - p_9\) represent the coefficients of time before different powers. The parameter values are shown in Table 3.
The fitting curve of the relationship between the axial thermal elongation of the main shaft and time based on polynomial fitting is shown in Fig. 6:

The result of polynomial fitting curve
The expression of axial thermal elongation of main shaft based on exponential fitting is shown in Eq. (2).
In Eq. (2), \(\Delta Z\) and \(\Delta T\) have the same meaning as Eq. (1), \(a - d\) represent the coefficients in Eq. (2). The parameter values of \(a - d\) are shown in Table 4.
The fitting curve of the relationship between the axial thermal elongation of the main shaft and time based on exponential fitting is shown in Fig. 7:

The result of exponential fitting curve
The fitting effect is evaluated by calculating the root mean square value of Eq. (1) and Eq. (2). The RMS value of the fitting model between spindle axial thermal elongation and time based on 8th degree polynomial fitting is 0.2940, while based on exponential fitting, the result is 1.214. It can be found that the curve of spindle axial thermal elongation with time based on polynomial fitting is stronger than that based on exponential fitting, but its prediction ability is weaker than that based on exponential fitting. Here, in order to better reflect the relationship between axial elongation and the temperature of front bearing and motor of spindle system, the fitting model of spindle axial thermal elongation with time based on polynomial fitting is adopted.
3.2 Fitting Model of Axial Thermal Elongation and Temperature
The relationship between the axial thermal elongation of the spindle system and the temperature of the front bearing of the spindle and the temperature of the spindle motor is further calculated by using the fitting toolbox in Matlab.
In the plane fitting mode, the relationship between axial thermal elongation, the temperature of the front bearing of the spindle and the temperature of the spindle motor can be expressed by Eq. (3):
Here \(\Delta Z\) represents the axial thermal elongation change of the spindle, and the unit is μm; \(\Delta T_x\) and \(\Delta T_y\) represent the spindle front bearing temperature and spindle motor temperature respectively; \(p_{00}\), \(p_{01}\) and \(p_{10}\) represent the coefficients. The parameter values of \(p_{00}\), \(p_{01}\) and \(p_{10}\) are shown in Table 5.
The results of RMS and SSE value of Eq. (3) are shown in Table 6.
It can be concluded that the RMS and SSE values of the fitting model with robustness are significantly smaller than those without robustness, and the fitting effect is better. Therefore, the fitting model with robustness is selected as the compensation model for thermal deformation.
The fitting model of spindle axial thermal deformation with front bearing temperature and motor temperature can be shown in Fig. 8:

The fitting result of axial thermal deformation, front bearing temperature and motor temperature (plane fitting mode)
4 Experimental Verification
4.1 Principle of Thermal Deformation Compensation
The origin offset compensation method is mainly used to compensate the thermal deformation of the spindle [10]. The origin offset compensation method uses the origin offset function in the SIEMENS 840D CNC system to give a reverse relative displacement in the axial and radial directions of the spindle of the machining center. The magnitude of this displacement depends on the compensation model between the thermal elongation of the spindle and the temperature of the front bearing and the motor. Through the temperature sensors arranged in the machining center, the front bearing temperature and motor temperature of the spindle are measured in real time, and the compensation amount of axial thermal deformation of the spindle in the model is calculated. Through the I/O interface, the compensation amount of spindle thermal deformation is input into the NC system of the machining center.

The process of origin offset compensation
The specific process of the origin offset compensation method can be shown in Fig. 9. The advantage of this method is that the thermal deformation fitting model with different strategies can realize real-time compensation for the thermal deformation of the spindle without affecting the processing operation of the existing CNC system.
4.2 Thermal Deformation Compensation Experiment
After the spindle thermal deformation compensation model is written into the CNC system, the thermal deformation compensation experiment is carried out to prove the thermal compensation effect, as shown in Fig. 10:

Thermal deformation compensation experiment
The experimental speed is set to 3000 r/min. At the beginning of the experiment, the workpiece is cut once along the Y-axis direction. The cutting amount in the X-axis direction is 5 mm and the cutting amount in the Z-axis direction is 1 mm. The cutting interval is set to 10 min, during which the rotary motion is maintained at a constant speed of 3000 r/min. The complete time for cutting blades usually does not exceed 1.5 h, so a total of 11 times of cutting are carried out, taking 101 min. The workpiece surface after cutting is shown in Fig. 11:

The surface of workpiece
It can be seen that there are obvious boundaries between some of different cutting processes. The difference between the thermal deformation of the spindle and the compensation of the spindle can be reflected in the Z-direction runout index of the workpiece surface. The surface axial runout of the workpiece after cutting can be measured with a dial indicator. Based on the first cutting at the beginning which was set as 0, the surface runout of the spindle in the axial direction after compensation is shown in Table 7:
Table 7 shows that the maximum axial thermal deformation of the main shaft in the thermal compensation verification test is 10 μm. This experiment proves the validity of the compensation model between the axial thermal deformation of spindle and the temperature of front bearing and motor.
5 Conclusion
The SEA instrument is used to measure the thermal deformation of the spindle system in three directions of X, Y and Z. By reading the front bearing temperature and motor temperature of the spindle in the CNC system, the thermal compensation model between the axial thermal elongation of the spindle system and the front bearing temperature and motor temperature of the spindle in the five axis machining center is established. The proposed compensation model is verified by thermal compensation experiments. The experiments show that the maximum axial thermal elongation of the spindle after thermal compensation is reduced to 10μm. The result of thermal compensation proves the effectiveness of the proposed fitting model.
References
Liu, Q.: Development history and future trends of numerical control machine tools. Chin. Mech. Eng. 32(7), 757–770 (2021)
Yao, Z., Qingdong, Y.: Research on thermal error modeling of NC machine tools based on GS-SVM. Mech. Eng. (11), 36–38+41 (2019)
Kang, T., Cao, H.: Dynamic prediction method for machine tool spindle rotational accuracy under cutting condition. J. Mech. Eng. 56(17), 240–248 (2020)
Feng, Z.: Study on Measuring Method of Dynamic Rotary Precision of Spindle Rotation under Load Condition. University of Electronic Science and Technology of China (2018)
Hui, Y., Xiuqing, T.: A High-Precision Electric Spindle Thermal Elongation Detection Device. Guangdong: CN207272870U (2018)
Wu, G.: Research on the machining quality evaluation method of blade based on data-driven. Manuf. Technol. Mach. Tool 12, 105–109 (2021)
Zhang, Y., Gou, W.: Thermal deformation test and error compensation for spindle system of vertical machining center. Mach. Tool Hydraulics 42(19), 67–72 (2014)
Yu, S.: Research on Thermal Error Modeling of Motorized Spindle Based on Thermal Deformation Mechanism and Data Driven. Wuhan University of Technology (2020)
Xu, W.: Research on thermal characteristic analysis and thermal error compensation method of high speed milling motorized spindle. Guangdong University of Technology (2016)
Li, Y., Dai, Y.: Research advances in thermal error compensation technology for motorized spindle. Aeronaut. Manuf. Technol. 65(11), 87–97+103 (2022)
Acknowledgement
This research is supported by Beijing Science and Technology Plan Project (Grant No. Z201100008320004).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Chen, B., Wang, H., Peng, W., Wang, Z. (2023). Prediction and Compensation Method of Spindle Thermal Deformation in Five Axis Machining Center. In: Zhang, H., Ji, Y., Liu, T., Sun, X., Ball, A.D. (eds) Proceedings of TEPEN 2022. TEPEN 2022. Mechanisms and Machine Science, vol 129. Springer, Cham. https://doi.org/10.1007/978-3-031-26193-0_41
Download citation
DOI: https://doi.org/10.1007/978-3-031-26193-0_41
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-26192-3
Online ISBN: 978-3-031-26193-0
eBook Packages: EngineeringEngineering (R0)