
Abstract
The medical field is one of the many areas which constantly benefits from the advantages of additive manufacturing (AM), due to the possibility of fabricating custom implants with complex shapes. The purpose of this paper was to investigate the effect of drag finishing on the surface roughness of mandibular reconstruction plate made from pure titanium (Ti) and fabricated by the selective laser melting (SLM) process. The surface roughness parameters considered were Ra, Rq, Rt, Rz, Sa, Sq, and Sp. The measurements were done on side surfaces and top ones. Using computed tomography (CT) scan, we also analysed the micro-porosity and the factors leading to differential porosity. In general, the Ra surface roughness suitable for maxillofacial implants is between 0.2 μm to 2 μm. The present work shows that the as-build part has the Ra roughness on the outer boundary around 9.1 μm (10.7 μm Sa) and 24.4 μm on the top surface (32.4 Sa). After we adopted the drag finishing parameters, we reduced the Ra surface roughness to 1.6 μm on the outer boundary (3.1 μm Sa) and 11.4 μm on the top surface (26.8 Sa). Due to printing conditions, the CT investigation indicates that the extremities of the reconstruction plate and the middle segment have different micro-porosity levels. This aspect can influence the mechanical properties and a physical test was required. To determine the mechanical resistance of the actual implant, we used the Inova testing system. Under continuous tensile load, the fracture appears nearby the screw hole at 402N and 3.3 mm displacement. The voids identified by CT have a limited influence on the fracture area. To limit the micro-voids volume and distribution, future studies are needed to analyse the impact of SLM technological conditions on micro-porosity.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Additive manufacturing (AM) has become a key method of fabricating complex parts in the aerospace, automotive and medical fields. Unlike the conventional methods, AM provides the flexibility to produce complex parts on a conceptual level without wasting material or having to use other machining processes [1]. One of the most used additive manufacturing processes is Selective Laser Melting (SLM) it offers a lot of opportunities, in the medical field for fabricating custom-made implants with high dimensional accuracy out of bio-compatible materials [2, 3, 5] which are meant to replace damaged or missing bones and they are key components to increasing the quality of life and reducing the physical and psychological damages [6]. One of the most common bio-compatible materials is pure titanium (Ti) or its alloys (Ti6Al4V, Ti6Al7Nb) Ti has a small rejection rate, high specific strength and an elastic modulus closer to the bone than Co-Cr and stainless steel, due to its good properties Ti is successfully used for reconstruction plates, dental implants and body prostheses [7].
Mandibular reconstruction plates are customized parts based on a patient-specific CT scan and they are used for reconstruction purposes of the damaged mandibles. One of the key aspects which defines an oral implant is the surface roughness since the surface morphology has a huge influence on the osseointegration process [8]. Studies show that if an oral implant has a moderately rough surface (Ra: 0.5–2.0 µm) the bone shows a stronger response because it assures a growth into the minor surface irregularities [4]. To ensure the proper surface morphology different processes are used such as acid etching however when using chemical roughening mechanisms those may alter the chemistry of the surface [8, 9]. Sandblasting with different particles such as alumina, is also a commonly used method, although it is a time-consuming process and it is hard to ensure uniformity [4].
Drag finishing is a commonly used method of mass finishing additively manufactured parts which, as the name suggests, drags the specimens through an abrasive media. The process has already shown promise when polishing additively manufactured jewellery because of its capability to finish up to 12 complex-shaped parts at once, however in this case hand polishing is still necessary [10] it can also finish with a high level of accuracy and in a short time range brass ring if the proper machine settings are used [11]. Furthermore, Yusuf Kaynak manages to decrease the surface roughness of 314 L stainless steel samples, which were additively manufactured, from 7 ± 1 µm to 3.3 μm after 2 h of drag finishing, and to 2.7 µm after 4 h of drag finishing [12].
In the presented paper the effects of the drag finishing process on the SLM manufactured reconstruction plate are investigated to determine whether the process is suitable for this application or not, additionally, the reconstruction plate is subjected to a tensile load to determine the mechanical resistance and the internal porosity is investigated using a computer tomography.
2 Materials and Methods
2.1 Selective Laser Melting
Selective Laser Melting is an additive manufacturing technology that uses fine metallic powders and with the help of a laser selectively melts layer by layer the material which fuses in a gas-protected atmosphere. Due to the proven bio-compatibility and low degree of rejection, the material chosen for the manufacturing of the reconstruction plate is pure titanium (99.5% Ti). The material is provided by Osaka Titanium Technologies (Japan) it has a melting point of 1670 ℃, and a density of 4.61 g/cm3 [4]. In the chemical composition of the material, there can be also found small traces of Fe, O, C, N and H (Table 1).
Using a three-dimensional reconstruction of the damaged area, which is acquired using a CT scan, the reconstruction plate is modelled and the process is executed using the ReaLizer SLM 250 (Fig. 1) (ReaLizer GmbH) equipment (from the Technical University of Cluj-Napoca) in a high-purity Argon atmosphere. The ReaLizer SLM 250 is designed for the printing of small to medium-sized parts (max build size: 250 × 250 × 300 mm, max build volume: 18.75 L) and is suitable for laboratory and industrial use. It is equipped with a touch-screen interface with various menu options, and the machine has been designed in a way which facilitates the manufacturing process, it also provides a cassette-type delivery system which improves the time needed for the material change [5]. To achieve a stable manufacturing process, the laser has been set to a power of 120 W, the scanning speed to 500 mm/s, and a layer thickness of 50 μm.

Realizer SLM250 selective laser melting machine
2.2 Drag Finishing
As a post-processing operation drag finishing is used which recently is getting recognition in different manufacturing areas as a mass finishing process, it can be used for rounding, deburring, smoothing, polishing and finishing. Each part has to be individually connected to a bracket using a personalized holder, which rotates and dips them into a container filled with stationary abrasive material (Fig. 2 b). The polishing procedure is executed on an Otec DF-3 (Fig. 2 a) (OTEC Präzisionsfinish GmbH) drag finishing machine from the West Bohemia University of Pilsen, which is medium-sized equipment with a working capacity of the drum of 80 L, it can immerse the parts in the tank with a maximum depth of 250 mm, it has three holders and each one has four positions meaning that twelve parts can be fixed at once.

(a) Otec DF-3 drag finishing machine (b) working principe of drag finishing [13]
In order not to contaminate the reconstruction plate’s surface, the abrasive media in which it is immersed is HSC1/300 dry granulate, it is a combination of walnut shells and silicon carbide [14]. The main parameters that are directly influencing the outcome of the process are the: rotating speed and the immersion depth. The final surface quality is achieved by polishing the reconstruction plate four times, each time increasing incrementally the rotating speed and/or the immersion depth.
2.3 Surface Roughness Analysis
Following the drag finishing process, using the Alicona IFM G4 (Alicona GmbH) microscope from the laboratories of the West Bohemia University two different surfaces have been analysed to determine the changes in surface roughness. The surfaces considered were the vertical wall (Fig. 3 a) and top side (Fig. 3 b) and the parameters which were considered in this surface measurement were Ra, Rq, Rt, Rz, Sa, Sq and Sp.

Analysed surfaces, (a) vertical wall, (b) top side
2.4 Computer Tomography Scan
Micro-porosity has a significant influence on the mechanical properties of any additive manufactured components, depending on the scanning strategies different porous structures can be observed throughout the volume of the parts, to analyse these structures a computer tomography scan is needed. Computer tomography is a common procedure in the medical industry used for diagnostics, but it has gained recognition in other industries as well as a fast and precise non-destructive product validation method. It works on the principle that the studied component is exposed to X-ray radiations from different angles to generate many 2D cross-sections which, using computational software, are generated into a 3D model [4]. Using the 3D model inspection of cavities and cracks, particle analysis, and quality control can be done in different industries, including additive manufacturing and injection moulding [15]. The CT scan of the reconstruction plate is conducted on the Zeiss Metrotom (Carl Zeiss AG) industrial scanner from the metrology department of the Technical University of Wien (Fig. 4).

Zeiss Metrotom CT scanner
The Metrotom is a lab-based CT system which is suitable for measuring complex plastic and metal parts in minutes it is suitable for medium sized-parts that have a maximum workpiece diameter up to 450 mm and a maximum workpiece height up to 650 mm and a maximum mass of 50 kg. The sample was scanned with the following parameters: voltage 150 kV, current amperage 170 μA, integration time 800 ms, voxel size 26.53 µm, focal spot size 26 μm, and the filter is made out of copper with a thickness of 0.25 mm. The duration of the scan is approximately 35 min and the results are analysed using the GOM inspect software.
2.5 Tensile Testing
For further investigations, following the computer tomography scan, a tensile test is conducted on the reconstruction plate. The machine measures directly the ultimate tensile strength, breaking strength, and maximum elongation of the specimen, from which furthermore the following properties can also be determined: Young’s modulus, Poisson’s ratio, and yield strength. The procedure is conducted on the Inova FU-O-250-1620-V1 (Inova GmbH) universal testing machine at the West Bohemia University (Fig. 5 a). The reconstruction plate is fixed into the machine at the extremities (Fig. 5 b).

(a) Inova testing system (b) fixation of the reconstruction plate
3 Results
The final surface quality is achieved by polishing the parts four times, each time increasing incrementally the rotating speed and/or the immersion depth (Table 2). Polishing starts with relatively low speeds and a small immersion depth, and after the first two attempts, there are little to no differences in the surface. As the immersion depth and the rotor speed is increasing the surface quality of the reconstruction plate is more and more satisfactory.

Surface measurement: (a) vertical wall before DF, (b) vertical wall after DF (c) top wall before DF, (d) top wall after DF
The surface roughness decreased significantly after the drag finishing process. The Ra value of the vertical surface decreased from 9.1244 μm to 1.6382 µm (Fig. 6 a, b) and the Ra values of the top surface decreased from 24.44 µm to 11.41 µm (Fig. 6 c, d). The parameters for determining the surface roughness are defined in the ISO-4287-2010 standard [16]. Figure 7 represents the 3D surface topography of the vertical surface before and after the finishing process (Fig. 7 a, b) and of the top surface before and after the finishing process (Fig. 7 c, d) The parameters for determining the surface topography are defined in the ISO 2518-2 standard [17]. The other values considered for both of the surfaces can be found in Fig. 8.

Surface topography before and after the finishing process of the vertical surface (a) (b) and of the top surface (c) (d)

Surface roughness values before and after drag-finishing
Figure 9 a) shows a 3D representation of a portion of the reconstruction plate where the internal structure is defined. The highest value for the diameter of the defect is 0.51 mm grouped at the smallest thickness of the reconstruction plate. The GOM Inspect software is also able to identify the location of the irregularities and their exact distance from the surface most of them are located at a distance of 0.8–1.4 mm from the surface which means that they are grouped approximately at a half distance between the two surfaces (Fig. 9 b).

CT scan representing the (a) diameter of defects (b) distances from the surface
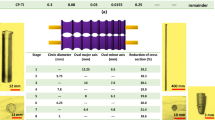
Since the testing has been made on the part itself and not on a sample which has a constant cross-section a load-displacement curve is graphed and not a stress-strain one. The load-displacement curve (Fig. 10 a) shows that the maximum load that was applied on the reconstruction plate before it broke was 402N and the highest displacement was 3.64 mm. The specimen breaks where the cross-sectional area is lowest (18.34 mm2) at the first hole intended for fixation with screws (Fig. 10 b).

(a) Load displacement curve (b) place of rupture
4 Conclusions
In conclusion, the paper presented above opens up the gate to new possibilities of post-processing additively manufactured parts accurately and in a short period of time. The data acquired from the Alicona G4 microscope shows that if the right parameters are used and the abrasive media is suitable for the processed part, drag finishing has more than satisfactory results on the SLM-manufactured implant made out of pure titanium. The surface topography indicates that most of the partially melted particles are gone after the drag finishing process resulting in a more adequate surface. Two separate surfaces are analysed, before and after the finishing process, and both are showing promising surface roughness changes, the vertical wall’s Ra surface roughness decreases from 9.12 to 1.64 μm and the top side’s Ra surface roughness value decreases from 24.44 to 11.42 μm. The results are achieved by polishing the reconstruction plate four times, each trial has a 90-min duration and in between two operations the rotational speed or the immersion depth is increased for better results.
Furthermore, a tensile test of the reconstruction plate is completed on an Inova FU-O-250-1620-V1 tensile test machine. The specimen is held in place by clamps at its edges, and it broke after a displacement of 3.64 mm and a force of 403N.
To prevent any failure of the reconstruction plate, a computer tomography scan is carried out to measure the internal porosity levels on a Zeiss Metrotom industrial scanner. The GOM Inspect software is used to investigate the internal porosity, and the results revealed an increase in porosity at one of the extremities where the reconstruction plate’s thickness is the thinnest. The porosity’s volume, diameter, and distance from each surface can all be determined and the dimensions range from 0.05 to 0.51 mm in diameter, 0.01 to 0.10 mm3 in volume, and the distance from the surface ranges from 0.02 to 1.40 mm.
References
Oyesola, M., Mpofu, K., Mathe, N., Fatoba, S., Hoosain, S., Daniyan, I.: Optimization of selective laser melting process parameters for surface quality performance of the fabricated Ti6Al4V. Int. J. Adv. Manuf. Technol. 114(5–6), 1585–1599 (2021). https://doi.org/10.1007/s00170-021-06953-3
Dan, L., Cristian, D., Teodora, M., Petru, B., Nicolae, B.: Customized implants with specific properties, made by selective laser melting. Rapid Prototyp. J. 21, 98–104 (2015). ISSN: 1355–2546
Cosma, C., Balc, N., Moldovan, M., Morovic, L., Gogola, P., Miron-Borzan, C.: Post-processing of customized implants made by laser beam melting from pure Titanium. J. Optoelectron. Adv. Mater. 19(11–12), 738–747 (2017)
Armenceaa, G., et al.: Technical queries of a 3D design custom-made implant made from titanium particles for maxillofacial bone reconstruction. Part. Sci. Technol. 38(1), 1–9 (2019)
Cosmin, C.S.: Manufacturing of implants by selective laser melting. Balneo Res. J. 3(3), 85–90 (2012)
Kahraman, Y.E., Madan, M., Sağbaş, B., Durakbasa, N.M.: Parametric design and modeling of 3D printed prosthetic finger. In: Durakbasa, N.M., Gençyılmaz, M.G. (eds.) ISPR 2020. LNME, pp. 80–90. Springer, Cham (2021). https://doi.org/10.1007/978-3-030-62784-3_7
Yap, C.Y., et al.: Review of selective laser melting: materials and applications. Appl. Phys. Rev. 2(4), 041101 (2015)
Wally, Z.J., Van Grunsven, W., Claeyssens, F., Goodall, R., Reilly, G.C.: Porous titanium for dental implant applications. Metals 5(4), 1902–1920 (2015)
Fletcher, D., Cooper, F.: The precious project: polishing and finishing of additive manufacturing (AM) jewelry. In: Thirty-Second Santa Fe Symposium, 20th–23rd May 2018, Albuquerque New Mexico (2018)
Barletta, M., Pietrobono, F., Rubino, G., Tagliaferria, V.: Drag finishing of sensitive workpieces with fluidized abrasives. J. Manuf. Process. 16, 494–502 (2014)
Yusuf, K., Ozhan, K.: The effect of post-processing operations on surface characteristics of 316L stainless steel produced by selective laser melting. Addit. Manuf. 26, 84–93 (2019)
Working principle of drag-finishing. https://doerfler-schmidt.de/en/massfinishing/dragfinishing/. Accessed 14 Mar 2022
Types of abrasive materials used for drag finishing. https://www.otec.de/en/products/media/wet-finishing/. Accessed 15 Mar 2022
Sokac, M., Katic, M., Santosi, Z., Vukelic, D., Budak, I., Durakbasa, N.M.: Investigation of influence by different segmentation parameters on surface accuracy in industrial x-ray computed tomography. In: Durakbasa, N.M., Gençyılmaz, M.G. (eds.) Digitizing Production Systems. LNME, pp. 202–209. Springer, Cham (2022). https://doi.org/10.1007/978-3-030-90421-0_17
IN EN ISO 4287:2010: Geometrical Product Specifications (GPS) - Surface Texture:ProfileMethod - Terms. Definitions and surface texture parameters (2010)
ISO 25178–1:2016: Geometrical product specifications (GPS) - Surface texture: Areal – Part1: Indication of surface texture (2016)
Albrektsson, T., Wennerberg, A.: Oral implant surfaces: part 1—review focusing on topographic and chemical properties of different surfaces and in vivo responses to them. Int. J. Prosthodont. 17, 536–543 (2004)
Acknowledgements
The project was made possible by a collaboration between the Technical University of Cluj-Napoca, TU Wien and the West Bohemia University of Pilsen facilitated by the CEEPUS program and the OeAD. This work was also supported by a grant from the Ministry of Research, Innovation and Digitalization CNCS-UEFISCDI, project number PN-III-P1-1.1-PD-2021-0326 within PNCDI III.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Tica, D. et al. (2023). Effects of Drag Finishing on a SLM-Manufactured Titanium Reconstruction Plate. In: Durakbasa, N.M., Gençyılmaz, M.G. (eds) Towards Industry 5.0. ISPR 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-24457-5_37
Download citation
DOI: https://doi.org/10.1007/978-3-031-24457-5_37
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-24456-8
Online ISBN: 978-3-031-24457-5
eBook Packages: EngineeringEngineering (R0)