
Abstract
The relevance of monitoring elastic torques in mechatronic systems of the rolling mill stand is defined by high dynamic loads at the roll biting. This causes torsional oscillations of the torsion shafts (spindles) and, consequently, the fatigue failure of mechanical joints. This problem is particularly relevant for plate and wide-strip hot rolling mills, the stands of which are designed with individual roll drives. To limit mechanical overloads, first of all, the elastic torque should be continuously monitored. This has led to developing observers of elastic torques on spindles. The paper describes a digital observer developed for a plate rolling mill 5000. Unlike known analogs, it is simply configured and has no speed differentiation. The elastic torque calculation (recovery) is based on the processing of data arrays imported from the stand controller into the observer model implemented with the help of the Matlab-Simulink software. The authors provide an example for the emergency recovery of an elastic torque. The paper further explores the structure of a simplified diagnostic data collection system.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Rolling mill
- Mechatronic system
- Elastic torque
- Continuous monitoring
- Digital observer
- Structure
- Model
- Experiments
- Implementation
1 Introduction
An analysis of the rolling mill stand’s mechanical part failures shows that they are mostly caused by one-time or accumulated torque overload cycles. Rolling stands operate under recurrent shock loads caused by the roll bite of a workpiece. Therefore, the use of transient process parameters for diagnostic purposes is advisable. A workpiece shall be interpreted here as an intermediate product between the blank and the finished product.
The elastic torque in the drive line is highly informative. However, elastic torque direct measurement systems based on physical sensors are complex and have a low service life in the aggressive environment of a hot rolling mill. This is confirmed by the operating history of the elastic deformation measurement system, previously mounted on the mill 5000 [1]. Such short service life is caused by harsh operating conditions and scheduled spindle replacements complicating the reinstallation of instruments. The benefit of this system implementation is the ability to check the adequacy of the signals sent by the spindle elastic torque observer developed (the observer parameters are given below).
An alternative option to direct elastic torque measurement is recovering it with the observers that are, in fact, digital shadows of a physical system [2]. According to the definition provided in [3], “a state observer is a model connected in parallel to the controlled object, continuously receiving data on changes in the control action and the controlled parameter.” Of relevance is the development of observers for the parameters of two- and three-mass mechatronic systems facilitating the shaft torque and the gravitational mass speed recovery by the drive parameters. Papers [4,5,6] can be singled out in terms of the problem consideration.
2 Problem Statement
The study is exemplified by the horizontal stand drive of the mill 5000 (Fig. 1a). Slabs are rolled in a reverse mode with accelerations and decelerations in each pass.

Photo of a 5000 mill stand (a) and working line scheme for the rolling mill’s main drive with independent roll drives (b): 1 - roll stand; 2 - housing; 3 - working rolls; 4 - universal spindles; 5 - motors; 6 - spindle balance; 7 - countershaft.
The workpiece entry into the stand is accompanied by a shock load change. Figure 1b shows a simplified kinematic diagram of the stand. The torque is transmitted from the motors to the rolls by universal bar spindles. Dynamic loads at biting cause elastic deformations (twisting) of the spindle and damped oscillations. This predetermines the accumulation of fatigue loads and the destruction of mechanical parts. The resulting accidents elongate downtime and entail significant costs for equipment replacement and restoration.
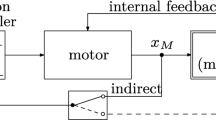
The kinematic diagram shows that the motor-roll system can be represented as a two-mass mechatronic one with an elastic coupling and a mechanical transmission gap (Fig. 2a). Figure 2b shows the block diagram (model) of the stand drive with a double-loop speed control system. Such a representation of the rolling stand’s main line is justified in [7]. The same paper considers a technique for experimentally defining the two-mass system parameters. The model parameters calculated according to this technique are given in Table 1 [8].

Kinematic diagram of a two-mass system (a) and model structure explaining the observer development (b).
The diagram legend: Tµ – uncompensated time constant; J1, J2 – the 1st and 2nd mass inertia torques; C12 – elastic coupling rigidity; β – natural damping (such as viscous friction) ratio; M1 – motor torque; M12 – spindle elastic torque; ω1, ω2 – motor and roll speeds (1st and 2nd mass, respectively).
The author’s publications [8,9,10] consider developing an elastic torque digital observer for a two-mass system. The observer of the rolling stand’s spindle elastic torque and roll speed has been considered. The results of its pilot testing on the mill 5000 are provided. Further, the authors present the results of studies conducted for the automated system, developed on the observer’s basis to control elastic torque. The system drawback is the elastic torque recovery by differentiating the signal of the difference between the measured motor speed and the calculated second mass speed of the two-mass system. As is known, differentiation reduces noise immunity and negatively affects the recovered signal reliability. The strive to eliminate this procedure and simplify the elastic torque recovery has led to the development of a simpler digital observer discussed below.
3 The Text Body
3.1 The Observer Structure
For the structure in Fig. 2b, the following differential equation system is true, justified in [8, 10]:
The development considers that the friction torque is insignificant, and module 7 can therefore be removed from the scheme. It is assumed that for this structure, the load is a “black box”. It affects the 1st mass model through the spindle elastic torque. The idea is that under these conditions, an elastic torque observer can be implemented as that of a single-mass system load. For this purpose, a scheme is proposed without calculating the speed derivatives (Fig. 3a). Figure 3b shows the observer structure, implemented in Matlab-Simulink. It is built according to the reduced differential equation system.
To calculate the load torque, a special speed mismatch compensation controller is used - module 4 (autotuning controller). It is a conventional PI controller with a quite a response to minimize calculation errors. The procedure for autotuning of controllers in the microcontroller is described in [11, 12]; the controller parameters are given in Table 2. It calculates the first mass load torque and strives to zero out the difference between the measured and calculated speeds.
In the model, the dynamic torque is calculated as a difference between the total motor torque by the stand controller and the load torque recovered by the observer. Then the dynamic torque is integrated with the (1/J1) ratio to calculate the 1st mass speed. Thus, in the observer structure, differentiation is replaced by integration, which improves the signal’s noise immunity. This is an advantage over known technical solutions. The second advantage is a simple configuration. Compared to the development in [8], the lack of the second mass speed signal recovery is a drawback. Such a signal may be required when developing a closed control system for elastic torque. However, this study does not pose such a problem; the speed signal can be extracted in further studies.

The observer scheme (a) and its implementation in Matlab-Simulink (b).
The observer has been configured, where the algorithm tried-and-true in Matlab-Simulink is imported into the industrial controller software. As a result, the observer is virtually commissioned. For the mill drives under study, this approach is acceptable. However, to generalize the results and recommendations for using the observer at other facilities, providing a technique for calculating the autotuning controller parameters is advisable. This may be the subject of a separate study.
3.2 Adequacy Check for Elastic Torque Calculation
When estimating the adequacy of the recovered values provided by the observer, an approach has been proposed, according to which the motor speed and torque signals are imported into the observer's model (Fig. 3b). They can be measured in advance and stored as arrays or fed online to the observer's inputs. Pre-recorded signals, imported into Matlab from the IBA PDA information system, are used below. Further, the authors propose a method consisting of the following actions:
-
Data stored as arrays are imported into Matlab, where they are fed to the discrete model input.
-
Processes are simulated, previously recorded on oscillograms.
-
The oscillograms are compared with the calculated dependencies by their superimposition or by comparing coordinates at characteristic points.
-
To assess reliability, statistical result processing techniques can be applied.
Figure 4 shows oscillograms of the drive sequential deceleration and acceleration. This mode is the most informative one in terms of estimating the observer’s adequacy since the object non-linear properties manifest themselves, determined by gaps in the spindle joints. In the deceleration and acceleration mode, the gap, respectively, opens and closes. Figure 4b shows similar oscillograms recorded when rolling a single billet. The motor torque Mmot (window 2) reaches the limit of 240% of the rated value immediately after biting.

Oscillograms recorded at sequential acceleration and deceleration of the drive (a) and in the single workpiece biting mode (b): nmot – the motor speed, % of the rated value; Mmot – the motor torque, Msp(meas) – the sensor-read spindle torque, Msp(rec) – torque from the observer; Msp(dyn) – dynamic torque from the observer.
In both figures, dependencies between the spindle torques Msp(meas) measured by the PDA system and Msp(rec) recovered by the observer completely coincide. Curve Msp(rec) of the observer-recovered torque is on the background of that of the torque Msp(meas) read by the physical measurement system, so it becomes invisible in black-and-white printing. This allows concluding that the signal is recovered with absolute accuracy, despite the impact of the non-linearity due to the gap.
The oscillograms provided allow asserting that, having a properly configured auto-tuning controller, the proposed principle of the measured signal processing facilitates obtaining the recovered signals that are approximated to the physical ones as much as possible. In this case, the object non-linear properties are automatically considered. A comparative analysis of processes using mathematical methods is not required since the transient curves coincide.
The conclusions drawn have been confirmed by the results of studying various stand drive modes. The dynamic torques arising in an emergency have been analyzed, including those accompanied by equipment failures. Note that the literature sources have no information on such studies. As an example, one emergency is analyzed below.
4 Experimental Studies
Dynamic loads at the roll failure have been studied. Figure 5 shows the PDA oscillograms. The speeds and torques of the rolls’ top (TMD) and bottom (BMD) main drives have been recorded. The metal was bitten at the time instant t1. The bottom roll broke at the time instant t2 with the entire load applied to the top spindle (window 2) since the broken one (window 3) was not loaded. Then the TMD speed damped oscillations occur (window 1) relative to the zero value.

Speeds and torques oscillograms at a roll breakage: window 1 – set and actual motor speeds, rpm; window 2 – TMD motor torque, kN·m; window 3 – BMD motor torque, kN·m; window 4 – rolling force, kN.
The BMD torque (window 3) decreases to zero, but the motor rotates for another three seconds (window 1) until an emergency shutdown by the operator. This situation is extremely dangerous since the spindle rotates, being fixed only on the motor side. The uncontrolled large mass rotation can be devastating.
To estimate the elastic torque, the signals recorded during the accident were exported from the PDA to Matlab and processed there using the software implementing the observer (Fig. 3b). Figure 6 shows the recovered speed and torque oscillograms. It is seen that the top spindle with an intact roll (window 2) experiences a sixfold overload relative to the rated value (MSUmax = 600%) at the motor workload MST = 240%, i.e., exceeds MST by 2.5 times. The bottom spindle elastic torque amplitude (window 2) exceeds the rated load and the workload 5-fold (MSLmax reaches ~ 500%) and 2-fold, respectively.
The key emergency prevention problems are the timely fixation of the accident onset and generating a signal for a quick drive shutdown. The operator should also be urgently informed of such situations, which will provide his/her timely response to the developing accident.

Speeds and torques oscillograms at a roll breakage, recovered using an observer: window 1 – actual TMD and BMD speeds, rpm; window 2 – motor and TMD spindle torques, %; window 3 - the same dependencies for BMD.
5 Discussion of the Results and Conclusions
The developed observer has been currently implemented in the pilot operation mode at mill 5000. A simple system for collecting and processing data (Fig. 7), implemented in the stand controller, has been proposed. It is an analog of the system for monitoring angular gaps in spindles, considered in [13]. Compared to contact measuring systems, the observer developed has the following advantages:
-
It is simple and highly reliable,
-
It is maintenance-free,
-
It has virtually no value since it is a piece of software.
Since the drive load (Fig. 2b) is represented as a black box, it can be used in both single-mass and two- and three-mass systems. The controller's virtual configuring principle does not change in these cases.
The received spindle elastic torque signals are not intended for use in drive control systems. Their main purpose is to provide elastic torque data in dynamic modes. The observer also allows monitoring of pre-accident situations to prevent accidents, and if occur, analyze their causes.
The spindle dynamic torque data should be stored in a special database while the amplitude values multifold exceeding the set limits should be displayed in a special window on the operator's screen. This allows for avoiding successive dynamic shocks causing fatigue failures. To use the observer opportunities in their entirety, it is advisable to develop and implement the following at the mill:
-
A spindle overload monitoring system ensuring recording and calculation of torque overloads exceeding the set limits.
-
A technique for calculating the spindle life based on the overload calculation results and their amplitude estimates.
-
Ways to limit dynamic loads.

The structure of the system for collecting the spindle torque data.
The solution to the listed problems will allow transforming the developed observer into the spindle technical condition online monitoring system. On its basis, a set of developments aimed at preventing accidents and mitigating their consequences will be implemented.
References
Radionov, A.A., Gasiyarov, V.R., Tverskoi, M.M., Khramshin, V.R., Loginov, B.M.: Implementation of telemetric on-line monitoring system of elastic torque of rolling mill line of shafting. In: 2nd International Ural Conference on Measurements (UralCon) , pp. 450–455. IEEE (2017). https://doi.org/10.1109/URALCON.2017.8120750
Radionov, A.A., Karandaev, A.S., Loginov, B.M., Gasiyarova, O.A.: Conceptual areas of creating digital twins of electrical engineering systems of rolling units. News High. Educ. Inst. Electromech. 1(64), 54–68 (2021). https://doi.org/10.17213/0136-3360-2021-1-54-68
Kalachev, Y.: State Observers in a Vector Electric Drive. EFO, Moscow (2015)
Szabat, K., Orlowska-Kowalska, T., Dybkowski, M.: Indirect adaptive control of induction motor drive system with an elastic coupling. IEEE Trans. Industr. Electron. 10(56), 4038–4042 (2009). https://doi.org/10.1109/TIE.2009.2022514
Szabat, K., Orlowska-Kowalska, T.: Control of the drive system with stiff and elastic couplings using adaptive neuro-fuzzy approach. IEEE Trans. Industr. Electron. 1(54), 228–240 (2007). https://doi.org/10.1109/TIE.2006.888787
Muszynski, R., Deskur, J.: Damping of torsional vibrations in high-dynamic industrial drives. IEEE Trans. Industr. Electron. 2(57), 544–552 (2010). https://doi.org/10.1109/TIE.2009.2036034
Karandaev, A.S., Radionov, A.A., Loginov, B.M., Gasiyarova, O.A., Gartlib, E.A., Khramshin, V.R.: Experimental definition of the rolling mill two-mass mechatronic system parameters. News High. Educ. Inst. Electromech. 3(64), 24–35 (2021). https://doi.org/10.17213/0136-3360-2021-3-24-35
Radionov, A.A., Karandaev, A.S., Gasiyarov, V.R., Loginov, B.M., Gartlib, E.A.: Development of an automatic elastic torque control system based on a two-mass electric drive coordinate observer. Machines 9, 305 (2021). https://doi.org/10.3390/machines9120305
Radionov, A.A., Gasiyarov, V.R., Gartlib, E.A., Loginov, B.M., Odintsov, K.E.: Controlling the rolling mill mechatronic system coordinates based on the elastic torque observer. Bull. SUSU. Energy Ser. 2(21), 115–129 (2021). https://doi.org/10.14529/power210212
Radionov, A.A., Gasiyarov, R.V., Loginov, B.M., Gartlib, E.A., Gasiyarova, O.A.: Developing an elastic torque digital observer for the rolling mill stand mechatronic system. Electr. Eng. Syst. Complex. 2(51), 19–29 (2021). https://doi.org/10.18503/2311-8318-2021-2(51)-19-29
Hang, C.C., Åström, K.J., Ho, W.K.: Refinements of the Ziegler-Nichols tuning formula. IEE Proc. D Control Theor. Appl. 138(2), 111 (1991). https://doi.org/10.1049/ip-d.1991.0015
Ziegler, J.G., Nichols, N.B.: Optimum settings for automatic controllers. Trans. ASME 65, 759–765 (1945)
Gasiyarova, O.A., Karandaev, A.S., Erdakov, I.N., Loginov, B.M., Khramshin, V.R.: Developing digital observer of angular gaps in rolling stand mechatronic system. Machines 10, 141 (2022). https://doi.org/10.3390/machines10020141
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Loginov, B.M., Khramshin, V.R., Gasiyarova, O.A., Semitko, A.Y., Gasiyarov, V.R. (2023). Digital Observer of Elastic Torque of Rolling Stand Two-Mass System. In: Radionov, A.A., Gasiyarov, V.R. (eds) Advances in Automation IV. RusAutoCon 2022. Lecture Notes in Electrical Engineering, vol 986. Springer, Cham. https://doi.org/10.1007/978-3-031-22311-2_24
Download citation
DOI: https://doi.org/10.1007/978-3-031-22311-2_24
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-22310-5
Online ISBN: 978-3-031-22311-2
eBook Packages: EngineeringEngineering (R0)