
Abstract
The availability of effective and eco-friendly powertrain systems for electrification of passenger and commercial traffic is a crucial requirement for achieving current climate targets. With increasingly limited energy resources, fuel cell technology is gaining interest as an alternative to conventional electrical drives. Especially for heavy-duty and long-distance vehicles, where the required payload and range would require enormously heavy batteries, fuel-cell-technology offers a promising solution. Critical components of such modern fuel cells are metallic bipolar plates (MBPP) manufactured by high-precision embossing of thin metallic foils. The critical point is that even slightest fluctuations within the manufacturing process can lead to forming defects and result in unacceptable springback of metallic bipolar plates. Combined with the dimensional accuracy required for MBPP, extensive quality assurance and thus relatively low cycle times are inevitable in today´s production of these components. In this context, this paper deals with an approach to actively control the manufacturing process of MBPP based on numerical data sets. For this purpose material characterization of 0.1 mm stainless-steel foil (1.4404) was performed, allowing for comprehensive modelling of the embossing process and the springback behavior. In order to maintain a robust forming process aimed at increasing productivity, a numerical analysis was then conducted under variation of different geometric parameters using AutoForm R10. It was found that variation of selected geometric parameters such as channel width, channel height, draft angle and tool radii can remarkably reduce thinning and springback in MBPP production in compliance with tight tolerance specifications. Furthermore, the investigations show that active control of the lubrication conditions offers an additional possibility for subtle adjustments of the dimensional accuracy of produced components.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Fuel cells enable an efficient conversion of hydrogen and oxygen into electrical energy and heat while water is released as a reaction product. Thus, fuel cells are gaining increasing interest as an alternative to conventional electric drives. A single fuel cell consists of two electrodes which are separated by an electrolyte – usually by a membrane [1]. These membrane electrode assemblies (MEA) are then combined with bipolar plates to build fuel cell stacks. Here, the bipolar plates (BPP) are responsible for the electrical contacting of the individual MEAs, the supply of the reaction gases and the discharge of the resulting water. The BPPs therefore have to meet high requirements in terms of gas impermeability, electrical conductivity as well as corrosion resistance. In turn, this results in particularly high requirements for the dimensional accuracy of BPPs [2].
Graphite-based non-metallic BPPs have provided the foundation of fuel cell research for a long time. However, their suitability for the automotive industry is limited due to the complex machining process, high component thicknesses and material brittleness [3]. Therefore, metallic BPPs have recently gained more and more attention, since they offer higher thermal and electrical conductivities, better gas tightness, and more efficient material utilization at lower thicknesses [2, 3]. In general, two halves of the metallic bipolar plate, so-called monopolar plates (MPP), are manufactured separately by means of hollow embossing and are subsequently welded together into one bipolar plate in a subsequent step.
However, the hollow embossing of high-precision MPP made of metallic foils having thicknesses of less than 0.1 mm is a highly sensitive process and causes a variety of challenges for the manufacturing process. Defects such as cracks, wrinkles or insufficient dimensional accuracy due to springback occur even with the slightest fluctuations of material and process parameters and make extensive quality assurance of every MPP necessary. To this day, this issue results in long production cycle times and high costs during the manufacturing process. In particular, the geometric features of the filigree channel structures of the flow field such as channel width, channel height are the most important influencing parameters in this context and are in discrepancy with high productivity from a production engineering point of view.
Recent publications already do address this issue, but limit their investigations to very simplified laboratory-scale geometries with a limited number of channels or sections within the flow field of a MPP [4,5,6,7,8]. However, investigations on such a small scale allow only limited conclusions to be drawn on the overall quality of the formed components. Influences due to effects of interaction of numerous channels in the flow field of the plate in combination with directional and angular changes, as well as the resulting springback and thinning behavior are not sufficiently addressed in this way.
The main objective of this study is to identify a reasonably realistic experimental geometry to investigate the influence of various geometric features on the manufacturability of an MPP. This approach is intended to address the discrepancy between design specifications and feasibility from a manufacturing perspective and allows to derive recommendations for future measures. In particular, geometric parameters such as channel width, channel height, draft angle and tool radii were varied within a limited range of realistic values. Also input from industry is considered, ensuring carried out investigations are as close as possible to actual applications.
The basis of these investigations is an adapted as well as foil-specific material characterization, allowing comprehensive investigations to be carried out in forming simulations with AutoForm R10. In addition to investigated geometric influences, the possibility of process control through change in lubrication conditions in between individual strokes is examined. Such control is of particular interest due to the limited possibilities to influence part quality in the actual process. Based on these investigations, it should be possible to establish a basis for the future design process of metallic MPP in the long term.
2 Overall System for Active Process Control and Quality Assurance—“AKS-Bipolar”
Common quality assurance criteria in MPP production include the quality of the component surface finish and component edges as well as the dimensional accuracy (e.g. shape and position tolerances) of produced components. In terms of dimensional accuracy, manufacturers must meet very narrow tolerance limits within the range of micrometers, due to the very low material thicknesses of MPP of 0.1 mm and below. To this date, however, the detection of very small dimensional deviations in relation to the component size has been a major challenge, which, combined with the very extensive and obligatory quality control of individual MPP, leads to relatively low production cycle times in embossing of MPP. However, long-term objective of economic large-scale production of MPP is to achieve cycle rates of down to 1 Hz, which is currently still not achievable. In this context, the DFG-project “AKS-Bipolar” (Active process control in the series production of high-precision embossed bipolar plates) deals with exploring suitable approaches to actively control the manufacturing process of metallic MPP based on numerical data sets. The investigations presented in this paper were carried out as part of this project, which will terminate in September 2024.
By combining a comprehensive simulation toolchain with an inline-capable, full-surface 3D measurement of each manufactured component, “AKS-Bipolar” will realize a complete system for active process control and quality assurance for the series production of metallic MPP. A schematic representation of the intended demonstrator system within the framework of this joint project is depicted in Fig. 1.
For quality assurance objectives, a digital holographic sensor system specially developed for larger measuring fields is integrated into the production line. This system records the geometry of the produced components three-dimensionally during the production cycle in real-time having an extreme high measurement accuracy of 1 µm in height [9, 10]. The derived quality parameters such as channel geometry and overall flatness (springback) of the metallic MPP enable complete quality assurance and documentation. Due to the availability of highly accurate 3D-data, the simulation results can be compared and further adjusted thus creating a realistic digital twin of the process.

Schematic representation of demonstrator of the DFG transfer project “AKS-Bipolar”
The simulation toolchain generates and optimizes the digital twin of the foil forming process by means of an artificial neural network, which is trained on the basis of extensive simulation data and 3D-measurements gained from the real manufacturing processes. In this way, recurring manufacturing issues and springback effects can be detected and suitable countermeasures such as the adjustment of the lubricant viscosity or press parameters can be specifically controlled. The investigations described below constitute the initial fundamentals for building the simulation toolchain of this system.
3 Material Characterization and Material Model
For the numerical investigations reported about in this contribution, stainless-steel foil (1.4404) with a thickness of 0.1 mm was used. To determine the material parameters required for the forming simulation uniaxial tensile tests according to DIN EN 6892 were first carried out using DIN 50125 Form H 20 × 80 specimens prepared in 0°, 45° and 90° rolling directions. The material properties obtained are listed in Table 1. In addition, bulge tests according to ISO 16808 were carried out allowing to gain data until a true strain value of 0.5 as shown in Fig. 2. For both tests, a strain measurement with GOM ARAMIS was carried out. Due to the high achievable value for true strain and expectedly low strains during the embossing of MPP no further extrapolation of the flow curve was needed. The flow curve thus was fitted directly with a polynomial approach to achieved experimental data.
In general, the value of the Young’s modulus decreases when plastic strain in the sheet metal material is increased [11, 12]. Considering this effect is particularly important for the prediction of springback effects by means of forming simulations. Therefore, additional cyclic loading-unloading tests were performed as shown in Fig. 3 in order to determine this strain dependent reduction of the Young’s Modulus for the steel foils considered. Here, the uniaxial tensile test specimens were loaded and unloaded at different strain levels, and the value of Young’s Modulus was evaluated for each strain level accordingly. Finally, the curve for the strain dependent Young’s modulus was obtained by fitting Eq. (1) to these values [12].

Flow curve of stainless-steel 1.4404 (0.1 mm) based on uniaxial tensile and bulge tests

(a) True stress diagram in cyclic loading-unloading test as a function of true strain, (b) strain dependent reduction of apparent Young’s modulus.
For determining the forming limit behavior of the considered steel foil, scaled Nakajima tests were carried out using a punch with a reduced diameter of 20 mm compared to the Norm ISO 12004. The downscaling of the punch and the specimen’s geometry were necessary to reduce the risk of wrinkling within the measuring area of the specimen. To reduce friction between punch and specimen, a layer of silicone with additional three layers of Teflon film and M-100 forming oil proved to be the most suitable solution. In this way, friction could be reduced tremendously, allowing for linear strain paths and thus reliable data for determining the Forming Limits Curve (FLC). For measurement of strains the optical measurement system ARAMIS was used. Corresponding specimens as well as acquired FLC are shown in Fig. 4.
The data sets obtained by such characterization tests were stored as a material model within AutoForm R10, whereby the strain rate-dependent Young’s modulus as described in Eq. (1) was fed into utilized user-defined hardening model [13]. In this way, springback behavior of the metallic foil could be considered. For modelling of the yield surface, the BBC 2005 yield surface model was used.

(a) Scaled Mini-Nakajima specimens, (b) Forming Limit Curve (FLC) of 1.4404 stainless-steel (0.1 mm)
4 Numerical Investigation on the Influence of Geometric Parameters on the Dimensional Accuracy of MPP
In the subsequent sections, a numerical investigation of the influences of geometric parameters on the dimensional accuracy (springback) and material thinning of the MPP will be carried out based on a close-to-reality, complex MPP part shape. Hereby, characteristic geometric channel sizes are varied within a given framework in order to investigate the influences on chosen result variables by means of correlation coefficients. In used experimental geometry shown in Fig. 5, essential characteristics of a MPP were considered. Thus, the MPP design comprises inlet and outlet channels for both the reaction gases and the coolant. These channels are located outside the flow field of the MPP and contain additional grooves for appropriate seals. The flow field of the MPP design consists of five parallel channels with a constant distance of 0.6 mm in between and several changes of flow field direction. These changes of the flow field direction represent particularly critical areas during the hollow embossing process of metallic MPP. The designed MPP geometry as well as the geometric parameters of the embossing punch varied during the numerical investigations are shown in Fig. 5.
For each geometry variation, the die surface was designed with an offset of 0.1 mm based on the shown punch geometry. Thus, the punch, the stainless-steel foil and the active tool surfaces are in contact in every point at full closure of the embossing tool.
As a result, the process considered can also be referred to as hollow embossing with counter-pressure.
Parameters shown in Fig. 5 were varied within a fully parametric CAD-model in a range close to actual industrial application. The upper punch radius ru and the lower punch radius rl were set dependent to each other with a difference of 0.1 mm. In this way, uniform curvature radii could be realized on the upper as well as the lower side of the MPP. Corresponding surface geometries were then extracted for forming simulation with AutoForm R10. The variation of geometric parameters is shown in Table 2.

Experimental geometry of a MPP and varied geometric parameters of the punch. Dimensions of shown metallic MPP are 100 mm × 100 mm
Using a full factorial design, a total of 72 surface pairs of punch and die were created. The aim of the numerical investigations was to identify influences of relevant geometric parameters on the overall quality of corresponding part. Based on these findings, a geometry for a metallic MPP can be defined which can be manufactured in a single-step hollow embossing process. For the evaluation of the overall part quality, maximum thinning and springback within the flow field of the MPP are of particular interest.
The forming simulations in AutoForm R10 were performed based on the material model described in Sect. 3. For friction modelling, the Coulomb friction model was used with a constant friction coefficient of µ = 0.1. Thick shell elements with eleven integration points over its thickness and an initial side length of 2.00 mm were used for meshing of the workpiece. Despite the relatively coarse initial mesh size of the metal foil, a very low threshold value for the contact penetration in combination with six refinement levels led to a fine meshing of the hollow embossed MPP during the simulation. A total number of approximately 1 million elements with a side length as low as 0.02 mm was used in the final simulation-step of each geometric parameter set. In this way, a sufficiently accurate representation of the channels within the flow field of the MPP was ensured by meeting convergence criteria in each simulation step.
Identified geometric parameter combination for the metallic MPP will then be used for further investigation of process control by modification of lubrication conditions between individual strokes. Thus, the possible control range due to change in the friction coefficient can be quantified.
5 Results and Discussion
5.1 Influence of Geometric Parameters of MPP on Its Overall Quality
For the evaluation of the simulation results with regard to the influence of the geometric parameters on the achievable part quality, particularly material thinning and springback behavior in the flow field area of the MPP were considered. Here, material thinning was evaluated based on the maximum thinning value, which usually occurred at sections containing a change in the direction of the flow field due to the interaction of many narrow radii. For the assessment of the springback behavior, the deviation between maximum and minimum displacement in Z-direction was used as an evaluation criterion. Deviation values at the outer edges of the MPP were not considered. Figure 6 shows simulation results for the parameter combination with the lowest value for thinning of 24% and a comparatively low dimensional deviation of 1.082 mm for springback. According to the FLC, no cracks occurred in this geometry variant, since the ratio between maximum computed major strain in an element and the corresponding acceptable major strain of the FLC is 0.62. In general, a failure can be expected at a ratio of maximum computed major strain to acceptable major strain of the FLC of approximately 1.0 or higher.

(a) Thinning and (b) springback in metallic MPP with h = 0.3 mm | w = 0.5 mm | α = 10° | r u= 0.2 mm
In addition, an analysis regarding the influences of the variation of individual geometric parameters on the quality of the MPP was carried out, using Pearson correlation coefficient. Respective correlation coefficients are shown in Table 3, where a value close to +1 or −1 indicates a strong correlation, whereas a value close to 0 indicates a low correlation and thus low dependence.
Significant correlations to the MPP´s quality was identified for the design parameters channel height h, channel width w and the upper punch radius ru. In particular, the channel height shows a strong positive correlation to the unavoidable thinning within the flow field as well as a negative correlation with the springback deviation. Thus, an increased thinning of the material as well as a reduced springback behavior can be expected when increasing channel height h in the given geometry. A decrease in springback can be observed when increasing channel width w, as well as a decrease in thinning when increasing upper punch radius ru. However, the Pearson correlation coefficient for the draft angle α is almost zero and indicates that there is no significant or explainable influence on the overall dimensional accuracy of the MPP.
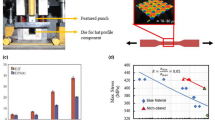
Based on these results, the most suitable geometry in this study was composed of the smallest channel height h, the largest possible upper punch radius ru as well as the largest channel width w within the given geometric parameter range. The influence of the individual geometric parameter combinations on thinning and springback are shown in Fig. 7.

Results for thinning and springback in case of different geometric sets of the MPP design
Figure 7 shows that thinning and springback behavior of the MPP geometry considered in this investigation is significantly depending on the geometric parameters set. Here, single-step hollow embossing without occurrence of cracks is only possible for a channel height of h = 0.3 mm or a channel height of h = 0.4 mm combined with a relatively large radius of ru = 0.2 mm. A channel height of h = 0.5 mm leads to cracks during the embossing process regardless of the parameter combination chosen. A comparison of achieved numerical results with actual measurements of MPP will be the subject of future investigations.
5.2 Process Control by Modification of Lubrication Conditions
Based on the identified geometry in Sect. 5.1 (see Fig. 6) an additional simulation with varying friction coefficient between µmin = 0.05 and µmax = 0.30 was conducted. In this way the approach for process control due to change in lubrication conditions, such as the adjustment of the lubricant viscosity can be investigated in more detail. Corresponding results of performed simulation are shown in Fig. 8.
Depending on the position within the investigated flow field, the control range achieved for thinning is between 0% and 10,6%, whereas the control range for springback is between 0.131 mm and 0.400 mm respectively. As control range the difference between smallest and largest possible value within one numerical element is understood. However, when considering the actual distribution of control range for thinning within the flow field, then it is evident that significant adjustment is only possible in very limited areas. Thus, thinning is mainly dependent on the geometric parameters set.

Control Range for (a) thinning and for (b) springback within the embossed MPP for friction coefficients between µmin = 0.05 and µmax = 0.30
Such a high control range suggest that controlling the quality of the embossed metallic MPP by changing friction conditions is generally possible. However, the actual implementation and adjustment of the friction conditions between individual press strokes will be subject to further investigations within the scope of the project AKS-Bipolar.
6 Conclusion
This paper presents an initial research report of the project “AKS-Bipolar”, which deals with exploring suitable approaches to actively control the manufacturing process of metallic MPP based on numerical data sets. By combining a comprehensive simulation toolchain with an inline-capable, full-surface 3D measurement of each manufactured component, “AKS-Bipolar” will realize a complete system for active process control and quality assurance for the series production of metallic MPP.
The investigations presented in this paper were carried out as part of this project and show how various geometric features influence the manufacturability of an experimental metallic MPP-geometry by means of single step embossing. For this purpose, process modelling and corresponding forming simulations were conducted with Auto-Form R10. Material data based on a foil-specific material characterization of a 0.1 mm thick 1.4404 stainless-steel foil were used as input for forming simulations, allowing comprehensive modelling of the embossing process. It was shown that an immense variation of the part quality, both in terms of thinning and springback is possible with slight changes to geometric parameters.
Additional simulations with variation of the friction coefficient enabled further adjustment of the overall part quality and showed that process control due to change in lubrication conditions as planned in project “AKS-Bipolar” is indeed possible to a certain extent. In this way, the results presented in this paper can serve as a basis for the future design of embossing processes of MPP as well as the design of a process control based on lubrication conditions.
Future research will focus on further improvement of the presented numerical model by adjustments based on acquired high-precision holographic 3D-measurement data. Thus, allowing an improvement of the design and embossing process of metallic MPP with regard to overall part quality and improving cycle times in mass production.
References
Kurzweil, P.: Brennstoffzellentechnik. Springer Vieweg, Wiesbaden (2012)
Porstmann, S., Wannemacher, T., Drossel, W.G.: A comprehensive comparison of state-of-the-art manufacturing methods for fuel cell bipolar plates including anticipated future industry trends. J. Manuf. Process. 60, 366–383 (2020)
Bauer, A.: Experimentelle und numerische Untersuchungen zur Analyse der umformtechnischen Herstellung metallischer Bipolarplatten. Technische Universität Chemnitz, Chemnitz (2020)
Alo, O. A., Otunniyi, I.O., Pienaar, Hc.Z.: Manufacturing methods for metallic bipolar plates for polymer electrolyte membrane fuel cell. Mater. Manuf. Processes 34(8), 927–955 (2019)
Bong, H.J., Lee, J., Kim, J.H., Barlat, F., Lee, M.G.: Two-stage forming approach for manufacturing ferritic stainless steel bipolar plates in PEM fuel cell: Experiments and numerical simulations. Int. J. Hydrogen Energy 42(10), 6965–6977 (2017)
Zhang, R., et. al.: Investigation and optimization of the ultra-thin metallic bipolar plate multi-stage forming for proton exchange membrane fuel cell. J. Power Sources 464, 229298 (2021)
Xu, Z., et. al.: Fabrication of micro channels for titanium PEMFC bipolar plates by multistage forming process. Int. J. Hydrogen Energy 46, 11092–11103 (2021)
Zhang, P., et. al.: Investigation of material failure in micro-stamping of metallic bipolar plates. J. Manuf. Process. 73, 54–66 (2022)
Fratz, M., Seyler, T., Bertz, A., Carl, D.: Digital holography in production: an overview. Light: Adv. Manuf. 2(3), 283–295 (2021)
Fratz, M., et al: Inline application of digital holography. Appl. Optics 58(34), 120–126 (2019)
Niechajowicz, A.: Apparent young modulus of sheet metal after plastic strain. Arch. Metall. Mater. 55, 409–420 (2010)
Yoshida, F., Uemori, T.: A model of large-strain cyclic plasticity and its application to springback simulation. Int. J. Mater. Sci. 45(10), 1687–1702 (2003)
Kubli, W., Krasovskyy, A., Sester, M.: Modeling of reverse loading effects including work hardening stagnatisson and early re-plastification. Int.J. Mater. Form. 1, 145–148 (2008)
Acknowledgement
This work was supported within the Fraunhofer and DFG transfer programme. The authors like to acknowledge the German Research Foundation (DFG-Project 460294948) for financial support.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Beck, M., Riedmüller, K.R., Liewald, M., Bertz, A., Aslan, M.J., Carl, D. (2023). Investigation on the Influence of Geometric Parameters on the Dimensional Accuracy of High-Precision Embossed Metallic Bipolar Plates. In: Liewald, M., Verl, A., Bauernhansl, T., Möhring, HC. (eds) Production at the Leading Edge of Technology. WGP 2022. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-18318-8_44
Download citation
DOI: https://doi.org/10.1007/978-3-031-18318-8_44
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-18317-1
Online ISBN: 978-3-031-18318-8
eBook Packages: EngineeringEngineering (R0)