
Abstract
This study aims to develop a scale-free classification-based defect diagnosis model for the pick-and-place (P&P) machine in Surface Mount Technology (SMT) assembly line. SMT is a manufacturing process used to assemble Printed Circuit Boards (PCBs). The P&P process is the primary procedure that follows the application of solder paste or adhesive to the board. Generally, the industry uses an automatic optical inspection (AOI) machine to detect assembly defects just after the P&P process. However, inspection data from the AOI machine can only identify assembly defects; it cannot reveal the underlying causes of assembly failure. By conducting experiments with initial machine defects, it is possible to identify patterns associated with various root causes. Using the AOI and machine performance data, it is possible to trace the root causes of assembly defects using various machine learning methods. As the number of components used in the SMT assembly line increases, processing design of experiments (DOE), collecting sufficient data, and developing a defect diagnosis model for each type of component becomes time-consuming. The proposed model is trained on a single component type and then applied to other component types. Using the proposed model, when a new component is applied, the identification accuracies are more than 75.00% for most of the root causes without conducting DOE. It can significantly reduce the time required to process experiments, collect data, and adjust models for new types of components.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
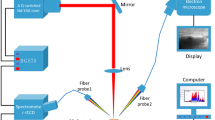
Electronic products become lighter, thinner, and more compact with technology development. It leads to a decrease in the size of PCBs. That leads to a size decrease of components that are mounted on the boards [1]. As the use of smaller surface mount devices (SMDs) increases, the electronic assembly tends to be more stable and precise. Surface mount technology (SMT) has been widely adopted to meet current requirements [2]. SMT is an industrial technology to place the SMDs on the Printed Circuit Board (PCB) after the deposition of solder paste [3]. The SMT production line contains three main processes: solder paste printing (SPP), pick-and-place (P&P), and reflow soldering [4]. To ensure the assembly quality, inspection machines are introduced to the production to ensure the assembly qualities. The solder paste inspection (SPI) machine is equipped after the SPP process, and it can inspect the status of solder paste printing, including the offsets and the volume. After the P&P process, a pre-automatic optical inspection (AOI) machine is used to inspect the component placement quality. It provides information on component dimension, placement offset, and some other defects that may appear during the P&P process. When the PCBs are fully mounted after the reflow solder process, the post-AOI machine is applied to check the final status of the PCBs assembly. Figure 1 shows the SMT assembly line with inspection machines.

Illustration of adding inspection machines to the SMT assembly line
The P&P process is the core and the critical step of the entire SMT line. Real-line production feedback shows that the tape-and-reel feeder and nozzle are two cores of the P&P process [5]. The tape-and-reel feeder holds the component. The size of the pocket holding components can affect the nozzle pick-up position. Because of the inadequate size of the pocket, components cannot be held at the center. That leads to the nozzle cannot pick up the component at the center and causes component misalignment after the P&P process. Also, the nozzle can affect the placement quality as it is the first and the last thing that the components contact during the whole P&P process. During the whole transport process, nozzle size, nozzle contamination, or other nozzle-related issues may cause the nozzle to lack vacuum power as the nozzles use vacuum power to hold and transport the components. The lack of vacuum power may lead to component misalignment and even component absence.
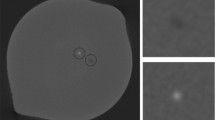
This paper focuses on the nozzle size problem, nozzle contamination problem, and pick-up position problem. Examples of unsuitable pick-up positions and contaminated nozzle are shown in Fig. 2. After understanding the relationship between the component placement quality, such as placement offset, and related machine errors, a multi-output classification-based defect diagnosis (MCDD) model (see Fig. 3) can be applied to trace back the root causes of the assembly defects detected by the pre-AOI machine [5]. The MCDD model is an integration of the classification sub-networks for different types of the P&P machine errors. As each sub-network works parallelly, compared with the traditional classification methods, such as Support Vector Machine (SVM), Random Forest (RF), and Decision Tree (DT), the MCDD model is easier to adjust when new machine errors are studied and added to the model. However, it is time-consuming to design the machine errors experiments in real-line production and collect the defect data for different components.
This paper proposed a scale-free MCDD model. After training the model with one component, it is possible to apply the trained model to the other components while saving time in conducting experiments and data collecting. The proposed model shows the potential value in model transfer applying in real-world manufacturing process and the abilities of applying theory into production practice. It shows the idea of the combination of theory and real need of the industry for the further study related to manufacturing process improvement.

Vision examples of machine errors. (a) Unsuitable nozzle pick-up position. (b) Contaminated nozzle

The structure of the MCDD model
The rest of this paper is structured as follows: related work and literature review are shown in Sect. 2; the scale-free MCDD model classification results are illustrated in Sect. 3; and finally, conclusions and future work are summarized in Sect. 4.
2 Literature Review
In recent years, Industry 4.0 has been the most trending topic in both industrial and academic fields [6]. It focuses on developing a production system to increase productivity and production efficiency. Amount all the concepts in Industry 4.0, Smart Manufacturing is the core element and works as the pillar of the internal manufacturing process [7].
With the help of the technologies developed in Industry 4.0, such as machine-to-machine (M2M) communication and Industry Internet of Things (IIoT), the function of Smart Manufacturing has been enhanced [8]. The advanced improvements in Smart Manufacturing result in a possible development in predictive maintenance in the SMT assembly line.
Predictive maintenance is the maintenance mode that monitors specific equipment measurements, such as the quality of the product. Maintenance performs when the system detects the degradation of the operation to eliminate or control the stressor before any deterioration happens [9]. This kind of maintenance can eliminate unneeded maintenance. Moreover, as it performs before the failure occurs, it can help to sustain or extend the equipment’s lifetime. But on the other hand, this kind of maintenance may require trained staff, which will also increase the investment in staff training.
Served as the core and the most critical step in the entire SMT production line, the P&P machine is expected to be stable and with high accuracy. However, because of the nature of the machine, machine maintenance problems, machine calibration problems, or human error can lead to a machine error, which may affect the final component placement quality and lead to an assembly defect. According to [10], the assembly defects and their possible root causes are summarized in Fig. 4.

Fishbone chart of assembly defects root causes summary
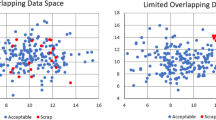
Benefited from the development of Smart Manufacturing, it is possible to apply advanced technologies to diagnosis machine errors based on the data collected from the production line in the pick-and-place process. Many machine learning methods, such as Support Vector Machine (SVM) [11], Decision Tree (DT) [12], and Random Forest (RF) [13], have been applied in fault detection and fault diagnosis. In [14], an MCDD model is developed to trace back the root causes of the assembly defect. The trained model using one component can be applied to the other components with limited training data for new components by using transfer learning. However, the processing time of the transferred MCDD model is extended. This paper proposes a scale-free MCDD model for defect diagnosis to reduce the time spent in modeling training.
3 Methodology and Results
Several experiments are designed to simulate 1) incorrect nozzle size situation, 2) contaminated nozzle situation, and 3) unsuitable nozzle pick-up position situation. The experiments are processed in the laboratory. The laboratory has an entire state-of-the-art SMT assembly line. It contains an MPM Momentum printer, a Koh Young Aspire3 SPI machine, a Universal Instruments Fuzion P&P machine, a Koh Young Zenith pre-AOI machine, a Heller convection reflow oven, and a Koh Young Zenith post-AOI machine. Experiments were conducted following the procedure in [14].
By comparing the placement quality under different machine errors situations, all the machine errors considered in the study affect the component length, width, and angle offset [10, 14]. It is difficult to summarize a general rule to trace back the root causes of the defects detected by the pre-AOI machine. Hence, a scale-free MCDD model is developed based on the integrated MCDD model proposed in [14] to diagnose the defects reported by the pre-AOI machine.
3.1 Scale-Free MCDD Model
The root cause of a defect detected by the pre-AOI machine may be a single machine error or a combination of multiple machine errors. When a new machine error is considered in a traditional machine learning classification method, such as SVM, DT, or RF, the number of new labels required for the model is \(2^{n}\), where \(n\) is the number of existing machine errors considered in the model. The MCDD model allows for the independent operation of artificial neural networks (ANN) designed to address specific machine errors. The model’s parallel structure prevents the number of labels from growing exponentially when new machine errors are considered. Figure 5 illustrates the operation of the scale-free MCDD model structure when a new machine error is introduced.

Working principle of the scale-free MCDD model structure when a new machine error is added.
The whole scale-free MCDD model integrates branches of different machine errors. When the processed data is sent to the model, each branch works separately, and the model’s outcome is the probability of varying machine errors. Based on the model’s outcome, operators in real-line production can have priority to adjust the machine.
3.2 Data Pre-processing
Features that are considered as inputs for the model are 1) the mean and standard deviation of \(X\) and \(Y\) corrections. \(X\) and \(Y\) corrections represent the machine adjustment values in X- and Y-directions, 2) the mean and standard deviation of degree correction. Degree correction represents the machine adjustment value in component placement rotation. 3) Drop Rate represents the percentage of failure pick-up for a batch of data, 4) the mean and standard deviation of length, width, and degree offsets. 5) Coplanarity. It shows the number of coplanarity defects reported in a batch of data, 6) Upside-down counts of the upside-down defect reported in a batch of data, and 7) Missing represents the component missing defect reported in a batch of data. Use \(X_{i}\) to represent the original value of the inputs, \(X_{i}^{SF}\) to represent the value of inputs after the scale-free process, \(L\) to represent the length of the component, and \(W\) to represent the width of the component, the input data scale-free processing can be represented using Eq. 1.
After the scale-free process, not all the features considered as the model’s inputs have similar performance. An example of the features comparison is shown in Fig. 6. Figure 6 shows the example of a comparison of scale-free length, width, and angle offset standard deviations for different types of components under contaminated nozzle situations. According to the t-test and F-test results, comparisons among different components have a p-value close to 0. All three components have different performances in the standard deviation of length, width, and angle offsets. To achieve a higher generalization ability, the model should only contain similar features among different features. After comparing different features, only the features with similar performance after scale-free processing are considered the model’s inputs.

An example of the features comparison. (a) Scale-free length offset std. comparison. (b) Scale-free width offset std. comparison. (c) Scale-free angle offset std. comparison
3.3 Model Output Analysis
After the scale-free process, selected features are sent to the model. The model is first trained with a particular type of component. The trained model is then applied to the other two types of components. Use \(N_{1}\) to represent the data that have been classified correctly and \(N_{0}\) to represent the data that cannot be identified, accuracy for different branch can be calculated using Eq. 2. The results of the scale-free MCDD model applied to different types of components are shown in Table 1.
In Table 1, component types in the “Training” columns indicated the components used to train the model. Components in the “Testing” columns represent the components used for testing the model.
According to the results, for the pick-up position branch, the classification accuracies are more than 75.00% for different models. Compared with the pick-up position branch and contamination branch, the nozzle size branch does not perform well, with accuracy no more than 60.00%. The possible reason for the low accuracy is that the nozzle tips’ sizes are different. Different sizes of the nozzle tips can lead to a different distribution of the vacuum power, which significantly affects component placement quality. For the contamination branch, when applying the model trained by C0603M to C0402M, the model can achieve an accuracy of 76.69%. When using the model trained by C0402M to C0603M, the classification accuracy is 90.28%. However, when applying the model trained by C1005M (the largest component used in the experiment) to C0603M and C0402M, the classification accuracies are less than 55.00%. Low classification accuracies appear when applying the models trained by C0603M or C0402M to C1005M. When considering C1005M in the contamination branch, the reasons for the low accuracy are still unclear, and further study is needed.
4 Conclusion and Future Work
In the real-line production, only experienced experts can immediately identify machine errors based on assembly inspection results in real-time production, which could lead to a serious bias in maintenance quality depending on the expertise level. This paper proposed a scale-free MCDD model for developing a general defect diagnosis model that can provide a structured way for identifying machine issues using pre-AOI inspection data while avoiding expertise related bias. Furthermore, knowledge of the relationship between defects detected by the pre-AOI machine and P&P machine errors can aid in the transition from traditional preventive maintenance to reactive and predictive maintenance, resulting in increased production efficiency.
The proposed scale-free MCDD model can be applied to a similar component of a different size when the model is trained by one type of component. The findings show that without using DOE, the identification accuracy for most root causes is greater than 75.00% when a new component is used. The successful application of the model indicates the model with good generalization ability. When applying the model to real-line production, it can significantly increase production efficiency without DOE for new components.
However, according to the results, the nozzle size branch in the scale-free MCDD needs to be improved. According to [5], features related to the nozzle tips should be considered in the model development.
References
Chen, C.Y., Zhang, C.W., Chiu, C.C., Li, H.F.: Tiny passive chip 008004 and 5μm HD SMT process development (IMPACT 2018). In: 2018 13th International Microsystems, Packaging, Assembly and Circuits Technology Conference (IMPACT), pp. 305–308. IEEE (2018)
Gao, H., Jin, W., Yang, X., Kaynak, O.: A line-based-clustering approach for ball grid array component inspection in surface-mount technology. IEEE Trans. Ind. Electron. 64(4), 3030–3038 (2017)
Prasad, R.: Surface Mount Technology: Principles and Practice. Springer Science and Business Media (2013)
Cao, S., Parviziomran, I., Yang, H., Park, S., Won, D.: Prediction of component shifts in pick and place process of surface mount technology using support vector regression. Procedia Manuf. 39, 210–217 (2019)
Silva, L., Meireles, J., Pinhão, M., Gonçalves, A.M., Malheiro, M.T.: Pick-up and placement improvement: an industrial case study. In: Machado, J., Soares, F., Trojanowska, J., Ottaviano, E. (eds.) icieng 2021. LNME, pp. 285–301. Springer, Cham (2022). https://doi.org/10.1007/978-3-030-79165-0_28
Chiarello, F., Trivelli, L., Bonaccorsi, A., Fantoni, G.: Extracting and mapping industry 4.0 technologies using wikipedia. Comput. Ind. 100, 244–257 (2018)
Ahuett-Garza, H., Kurfess, T.: A brief discussion on the trends of habilitating technologies for Industry 4.0 and Smart manufacturing. Manuf. Lett. 15, 60–63 (2018)
Frank, A.G., Dalenogare, L.S., Ayala, N.F.: Industry 4.0 technologies: implementation patterns in manufacturing companies. Int. J. Prod. Econ 210, 15–26 (2019)
Sullivan, G.P., Pugh, R., Melendez, A.P.: Operations and maintenance best practices—a guide to achieving operational efficiency. Pacific Northwest National Lab., Richland, PNNL-13890 (2002)
Cen, Y., He, J., Won, D.: Defect patterns study of pick-and-place machine using automated optical inspection data. Soldering Surf. Mt. Technol. vol. ahead-of-print, no. ahead-of-print (2021)
Muralidharan, V., Sugumaran, V., Indira, V.: Fault diagnosis of monoblock centrifugal pump using SVM. Eng. Sci. Technol. Int. J. 17(3), 152–157 (2014)
Brijain, M., Patel, R., Kushik, M., Rana, K.: A survey on decision tree algorithm for classification (2014)
Tang, L., Cai, F., Ouyang, Y.: Applying a nonparametric random forest algorithm to assess the credit risk of the energy industry in China. Technol. Forecast. Soc. Chang. 144, 563–572 (2019)
Cen, Y., He, J., Won, D.: An integrated multi-output classification based defect diagnosis model for pick and place machines [unpublished manuscript]
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Cen, Y., He, J., Zhang, Z., Won, D. (2023). A Scale-Free Classification Model for Defect Diagnosis in the Pick and Place Machine. In: Kim, KY., Monplaisir, L., Rickli, J. (eds) Flexible Automation and Intelligent Manufacturing: The Human-Data-Technology Nexus. FAIM 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-17629-6_9
Download citation
DOI: https://doi.org/10.1007/978-3-031-17629-6_9
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-17628-9
Online ISBN: 978-3-031-17629-6
eBook Packages: EngineeringEngineering (R0)