
Abstract.
This research focuses upon the influences on the dimensional accuracy and surface roughness of directed energy deposition (DED) processed AISI D2 tool steel through alteration of the layer thickness, while keeping the remaining system operating parameters at constant values. The DED process involved laser deposition of AISI D2 tool steel powder on an annealed AISI D2 substrate, in order to build multi-layered, rectangular samples. After deposition, the DED manufactured specimens were assessed without any further machining processes. The dimensional accuracy (i.e., actual height of the deposited specimen in comparison to the designed height) was evaluated using both a manual approach, using calipers, and a computational method, using confocal laser scanning microscopy (CLSM). It was observed that an increase in the layer thickness decreases the degree of overbuilding. Moreover, CLSM was used to examine the top and side surfaces roughness of the DED processed specimens. It was found that the use of lower layer thickness improves the top surface roughness. However, there was not a monotonic effect for layer thickness upon the side surface roughness of the DED processed samples.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords:
- Additive manufacturing (AM)
- Direct energy deposition (DED)
- Layer thickness
- Surface roughness
- Tool steel
1 Introduction
The popularity of laser-based directed energy deposition (DED) additive manufacturing is rapidly being increased, thanks to their capability of generating complex parts, which are hard to be accomplished using conventional manufacturing methods, as well as being occupied for repairing corroded or cracked surfaces, which increase the life-time high-value tools and dies [1].
Many researchers have exerted considerable efforts to characterize the influence of layer thickness upon the geometrical properties of DED processed structure. Mazumder et al. [2] found that the increase of layer thickness resulted in a rougher wall surface. In addition, Craig et al. [3] demonstrated that overbuilding of the proposed height was observed using a finer layer thickness, while using coarser layer thickness can lead to underbuilding.
2 Experimental
In this work, the laser DED technique was used to deposit AISI D2 tool steel powder onto a substrate of the same material. A detailed description for the experimental setup for the DED system, (i.e., process parameters and the dimensions of DED processed parts) is illustrated in Table 1. Three different layer thicknesses, with values of 0.125, 0.25, and 0.5 mm, were used for samples D1, D2, and D4, respectively, while the other process parameters were kept at constant values, as listed in Table 1.
The dimensional accuracy was evaluated using both a manual technique, using calipers, and a computational method, using confocal laser scanning microscopy (CLSM). CLSM was also used to examine the top and side surfaces roughness of the DED processed specimens.
3 Results
3.1 Dimensional Accuracy
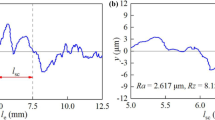
The relation between height error and layer thickness is presented in Fig. 1. It was found that the use of lower layer thicknesses led to higher height error. This arose because of the deposition of a higher number of layers when using lower thickness, which ultimately leads to a greater degree of overbuilding (the as-printed height is higher than the designed one).

Layer thickness effects upon measured height error.
3.2 Surface Roughness
As illustrated in Fig. 2, it was observed that the top surface roughness is significantly improved by decreasing the layer thickness. This could be attributed to the higher heat content at lower layer thickness, as a result of the deposition of a greater number of layers, and hence an increased number of heating cycles. This, in turn, leads to better solidification conditions which results in a reduced amount of partially adhered powder particles on the surface. However, in contrast, there was no significant trend for the impact of layer thickness upon the side surface roughness, with the minimum side surface roughness being obtained at layer thickness of 0.25 mm.

The influence of the layer thickness upon the measured top and side surface roughness.
4 Conclusions
The present work has focused upon the effects of layer thickness upon the deposition height error and surface roughness of the DED processed samples. The following conclusions were obtained:
-
In terms of dimensional accuracy, it was found that the lower the layer thickness, the higher the height error. This arises because of the higher amount of deposited powder at lower layer thickness, compared to thicker ones.
-
The use of lower layer thickness does slightly reduce the surface roughness.
References
Toyserkani E, Khajepour A, Corbin S. Laser cladding. 2nd ed. Florida: CRC Press; 2005.
Mazumder J, Schifferer A, Choi J. Direct materials deposition: designed macro and microstructure. Mat Res Innov. 1999;3:118–31.
Craig O, Bois-Brochu A, Plucknett K. Geometry and surface characteristics of H13 hot-work tool steel manufactured using laser-directed energy deposition. Int J Adv Manuf Technol. 2021;116:699–718. https://doi.org/10.1007/s00170-021-07322-w.
Acknowledgments
The authors would like to thank the technical assistance of Mr. Randy Cooke and Dr. Greg Sweet (Dalhousie University) with DED printing of the samples. This work was financially supported through the NSERC Strategic Project Network Grant Holistic Innovation in Additive Manufacturing (HI-AM) through [Grant No. NETGP 494158-16].
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Omar, S.M.T., Plucknett, K.P. (2023). Influence of Layer Thickness Upon the Dimensional Accuracy and Surface Roughness of AISI D2 Tool Steel Manufactured Using Directed Energy Deposition. In: Proceedings of the 61st Conference of Metallurgists, COM 2022. COM 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-17425-4_7
Download citation
DOI: https://doi.org/10.1007/978-3-031-17425-4_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-17424-7
Online ISBN: 978-3-031-17425-4
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)