
Abstract
The production of wood-based composite panels is one of the developing industries with increasing production quantity. Nanomaterials are emerging as the foremost opportunity for that industry to move to the next level of development. By applying nanomaterials, the properties of nearly all composite panels can be significantly improved. The use of nanomaterials can also lead to the acquisition of specific properties in the materials. That is why there has been a significant amount of studies in recent decades on incorporating nanomaterials in the composition of wood-based composite panels. This work presented an overview, without claims for exhaustiveness, of studies related to improving waterproofness, electrical and magnetic resistance, thermal conductivity, antibacterial, antimould and other specific properties of wood-based composite panels by the use of nanomaterials. As the chapter explains, much work has been carried out so far. However, many areas still need to be elaborated on in future studies.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
- Antibacterial
- Anti-mould
- Electrical-constructiveness
- Heat-transfer coefficient
- Nanomaterials
- Waterproofness
- Wood-based composite panels
1 Introduction
In the contemporary dynamic world, the development of modern materials is fundamental to human society. Production of wood-based composite panels is one of the developing woodworking industries with a steady growth rate of production quantity (FAO Stat.), that is due to the diverse application of these materials in the industry and everyday life. In this type of material, trim and lower quality wood can be used as raw material. Therefore, these materials do not threaten the development of forests but, on the contrary, lead to the development of forest resources (Igaz et al. 2016).
Concerning the environmental friendliness of wood-based composite panels, significant progress has been made in recent years to reduce formaldehyde emissions and to utilize secondary, waste, bio-based products as binders for the boards (Valyova et al. 2017; Ružiak et al. 2017; Ghahri and Pizzi 2018; Ghahri et al. 2018; Pizzi 2019; Pizzi and Papadopulus 2020; Antov et al. 2021a, b). The next considerable impetus in the technology and development of wood-based panels is expected to incorporate nanomaterials and to introduce nanotechnology in wood-based panels production (Gao et al. 2015; Bayani et al. 2019; Lu et al. 2019; Esmailpour et al. 2020; Liu et al. 2020). In this way, wood-based composite panels will be able to meet the growing demands of consumers in terms of waterproofness, strength, thermal conductivity, electrical resistance, biostability of materials and so on (Taghiyari and Schmidt 2014; Zhang et al. 2020; Vahabi et al. 2022).
As mentioned in recent years, there has been an increased use of wood and natural fibres of plant origin to produce wood-based composite panels used both in-home and industry—automotive, housing, aircraft, etc., that is because wood and its primary component, namely celluloses, are reproducible materials in nature and the constant depletion of non-renewable organic raw materials such as oil, gas and others (Ninikas et al. 2021). A significant amount of research is related to polymer composites from different materials, synthetic polymers and those using different binders. Polymers can be made of wood, vegetable fibres, wood flour and sawdust. Wood-based composite panels are particularly interested as they can be with specific properties and various applications.
Nanoscience and nanotechnology provide unique opportunities to create revolutionary new combinations of materials based on wood and wood derivatives with specific properties (Taghiyari et al. 2015, 2017a, b; Papadopoulos and Taghiyari 2019; Shi and Avramidis 2021; Slabohm et al. 2022; Lubis et al. 2022). These new materials have significant advantages in quality and unique properties over the classic ones. (Taghiyari et al. 2013a, 2020b). According to the definition of EC, nanomaterials are natural, incidental or manufactured materials containing particles in an unbound state or as an aggregate or as an agglomerate and where, for 50% or more of the particles in the number size distribution, one or more external dimensions is in the size range 1/100 nm (European Commission – Environment n.d.). By derogation from the above, fullerenes, graphene flakes and single-wall carbon nanotubes with one or more external dimensions below 1 nm should be considered nanomaterials.
The in-depth study of the physiochemistry of the nanoscale state of ligand nanoparticles has led to increased stability of nanocomposites and control of reversible transitions in these systems. In this aspect, polymers, including natural ones, are essential for stabilizing the nanoscale state. However, the synthesis of nanocomposites is complex and multistage.
This chapter provides an overview, without claiming to be exhaustive, of the main directions and achievements in using nanomaterials for wood-based composite panels.
2 Improvement of the Properties of Wood-Based Composite Panels by Nanomaterials
Wood-based composite panels are usually described as a wide range of products that combine wood elements held together by a binder (Hosseinpourpia et al. 2019; Jasmani et al. 2020; Kristak et al. 2022). Among the advantages of wood-based composites are that they can be designed for specific qualities or performance requirements at different thicknesses, degrees and sizes. Wood composites are manufactured to take advantage of the natural strength characteristics of wood (and sometimes lead to more significant structural strength and stability than ordinary wood). On the other hand, wood composites also have disadvantages, requiring more primary energy for production than solid wood. Therefore, wood composites are not suitable for outdoor use as they can absorb water and are more susceptible to distortion caused by moisture than solid wood. The adhesives are used to release toxic formaldehyde into the final product. Nanotechnologies can be used to improve the quality of wood-based composites to meet the growing demand for existing products and new products to be used in new applications. The main disadvantages of wood are its sensitivity and biodegradability by microorganisms and dimensional instability when subjected to different moisture content. They are mainly due to the basic polymers of the cell wall and their great abundance of hydroxyl groups (OH) (Papadopoulos 2010). Wood is naturally hygroscopic, and the moisture absorption from wood is directly related to the exposed surface.
The addition of inorganic nanoparticles to wood composites has been reported to improve the antimicrobial properties of composites. Zinc oxide (ZnO) nanoparticles exhibit good antimicrobial activity. These nanoparticles were added to melamine-urea formaldehyde (MUF) resin before being used to produce particleboard (Reinprecht et al. 2018). The findings show an increase in the resistance of particleboards against the gram-positive bacterium Staphylococcus aureus, the gram-negative bacterium Escherichia coli, the moulds Aspergillus niger and Penicillium brevicompactum, as well as the fungus Coniophora puteana. Silver nanoparticles, well-known biocidal additives, also show similar antibacterial and antimould effects when applied to melamine-laminated wood particleboard surfaces (Nosal and Reinprecht 2019). The combination of nanoscale oxide and an alkane surfactant has also been confirmed to improve treated plywood samples’ water and termite resistance (Gao and Du 2015). The modified starch-based adhesive has been studied as another option to increase the rot resistance of particleboards.
Particleboards with modified PVA/palm oil starch added with nanosilicon oxide (SiO2) and boric acid are more resistant to rot than particleboard associated with their natural starch (Abd Norani et al. 2017). The addition of nano-SiO2 and boric acid as waterproof and antifungal agents, respectively, prevented the activity of the microorganism in the final wood-based composite panel. The production of wood-based composite panels can be improvised by developing methods to reduce the curing time of the resin during hot-pressing, which could speed up production or improve the overall quality of the board. The heat transfer that affects the pressing time of a wood-based composite panel varies depending on the thickness, hot-pressing temperature, closing speed and substrate moisture distribution. Adding ZnO nanoparticles increases the heat transfer in the centre of the particleboards during hot-pressing, leading to a higher degree of resin hardening and improving the physical and mechanical properties of the panels (Silva et al. 2019). High-conductivity nanoparticles such as multi-walled carbon nanotubes (CNTS) and alumina (Al2O3) have also been shown to improve the thermal and mechanical properties of medium-density fibreboards (Gupta et al. 2018). The study also reported that although activated carbon nanoparticles did not significantly affect the physical and mechanical properties of the panels, they had a faster effect on hardening urea-formaldehyde (UF) resin and reducing formaldehyde emissions compared to the other two nanofillers.
Mantanis and Papadopoulos have studied the potential for improving the thickness swelling of the wood-based panels by applying a new nanotechnology compound (Mantanis and Papadopoulos 2010b). The study shows that the application of SurfaPore™, an aqueous wood waterproof repellent agent, led to a significant improvement in the thickness swelling of the panels. That nanomaterial is a water-based formula designed to harness the power of nanotechnology to reduce the absorption of wood surfaces. The formula consists of three nanoparticles specially designed to penetrate the wood. The finest nanoparticles are designed to penetrate capillaries and bind to the hydroxyl groups of the cellulose. Larger nanoparticles penetrate to the appropriate depth and react with wood polymers. Finally, the formulation is completed with a nano-emulsion of wax, designed to provide surface protection. Three types of wood-based composite panels were used: particleboards, medium-density fibreboards (MDF) and oriented strand board (OSB). The density of the boards was 0.66, 0.70 and 0.63 gr/cm3 for particleboards, MDF and OSB, respectively, while the thickness was 18, 16 and 15 mm.
The study proves that applying nanotechnology has improved dimensional stability. Statistical analysis revealed that the improvement was significant at a probability level of 0.05 for all tested panels. However, the degree of thickness swelling reduction was not the same for the three panels tested. More significant improvement was observed for MDF (13.6%), lower for OSB (9.9%), and an intermediate value was found for particleboards (12.1%). The higher improvement observed in fibreboards can be explained because MDF is a harder and more homogeneous panel than particleboards and OSB. Therefore, small nanoparticles can penetrate the panel more efficiently, resulting in higher protection against moisture.
On the other hand, the higher pressure required to consolidate the OSB mat leads to an increased spring, partly explaining the lower improvement of thickness swelling observed in this study. Results clearly show that the extended period does not significantly affect dimensional stability. It was impossible to find comparable data in the literature on the use of such compounds to improve the dimensional stability of wood-based panels. From the data presented in this study, it can be concluded that nanotechnology compounds may be an option to reduce the thickness swelling of wood-based composite panels.
The metal-containing nanomaterials, particularly polymer nanocomposites, are currently of great interest due to their unique physical and chemical properties and application possibilities (Miyafuji and Saka 1997; Chen et al. 2009; Sun et al. 2010; Mantanis and Papadopoulos 2010a; Nenkova et al. 2011; Salari et al. 2013; Palanti et al. 2012; Petya et al. 2014; Wang et al. 2015; Wu et al. 2019; Papadopoulos et al. 2019).
Electrically conductive polymeric and fibre materials with microwave absorption properties can be precious for practical application (Nenkova et al. 2010, 2012; Garvanska et al. 2012). By adding mineral fillers, metals and fibres to polymers, composites with improved strength, heat resistance and other specific properties can be fabricated (Candan and Akbulut 2014; Chang et al. 2015; Chen et al. 2021). In recent years, significant progress has been made by creating nanocomposite materials with a highly developed inner surface compared to traditional composites and correspondingly improved performance with a low percentage of filler (Chen et al. 2021). A significant advantage of nanocomposite materials is that the technologies and techniques used to obtain them are not complicated and could be relatively cheap (Hu et al. 2013; Ismita and Lokesh 2017; Gul et al. 2021). Many studies are also conducted in hybrid organic/inorganic nanocomposites to produce materials with new properties other than the starting materials. Therefore, nanocomposites provide excellent opportunities for new applications of lightweight reinforcement components.
It should be noted that nanocomposites make it possible to fabricate products with superconducting properties (Dragnevska et al. 2011). Studies in this direction are promising and can lead to the development of new materials with unique properties. The conducted studies and their results showed the relevance, importance and need for in-depth research on creating a new type of metal-containing nanocomposite materials with high electrical conductivity for use in technology and household as products for electromagnetic wave protection.
The nanomaterials in wood-based composite panels could include metal-containing nanocomposites based on copper sulphide complexes, which are coordinatively related to the lignocellulose matrix of wood materials. On that base could be developed a modified with nanomaterials fibreboards with specific properties such as electrical conductivity, bactericidal, microbial, microbial–mechanical properties with high content of the wood component.
The theoretical basis for developing methods for the production of cuprous sulphide lignocellulosic nanocomposites is based on the fact that cuprous sulphide as an additive to polymers gives high electrical conductivity as an indirect indicator of relevant dielectric losses, leads to new materials with microwave absorption properties. A significant increase in the effect is achieved if the cupro-sulphide is in the nanostate and coordinated as a network in the polymer lignocellulose matrix. In this sense, the development of methods is based on chemical modification of different lignocellulosic materials with water solutions of the copper-containing compound and sulphur-containing reducer in appropriate quantities and ratios at specific process parameters like temperature and hot-pressing time. Under such conditions, an opportunity is created for a process of reduction of copper to cuprous and subsequent coordinative deposition in the lignocellulose matrix.
The research conducted by Dragnevska et al. with a three-component reduction system unequivocally shows that if wood fibres specific in composition and structure are used, cuprous sulphide-containing lignocelluloses with only a sulphur-containing reducer can be obtained, thus avoiding the use of an additional reducing agent (e.g. glyoxal) which it would be very profitable from an environmental point of view (Dragnevska et al. 2011). These data determine the direction of the following research related to developing and optimizing a method for modification with a two-component reduction system CuSO4-Na2S2O3.
The scheme of the oxidation-reduction process is:
The study showed that in the infrared spectra of modified wood flour and fibres, a peak was observed at ~400 cm−1, characteristic of the metal-oxygen bond (Fig. 1). This connection is probably due to the coordination of copper ions with oxygen atoms from the OH groups of the cellulose and the aromatic nucleus of the lignin macromolecule. Coordinate binding of vanillin via the oxygen methoxy atom and the deprotonated hydroxyl oxygen atom in the aromatic nuclei was observed that confirms the binding of copper ions to lignin (Fig. 2). Lignocellulosic materials may also exhibit physical adsorption to copper ions (Fig. 3).

Infrared spectra: (a) unmodified-1 and modified-wood flour with a three-component system in the amount of 40% of the flour; (b) unmodified-1 and modified-2 wood fibres with a two-component system in the amount of 30% straight fibres; (c) unmodified-1 and modified-2 with a two-component wood fibre system in the amount of 40% of the fibres (Dragnevska et al. 2011)

Copper sulphide cellulose nanocomposites (Dragnevska et al. 2011)

Copper sulphide lignin nanocomposites (Dragnevska et al. 2011)
To visualize the morphology and determine the size and shape of the obtained cuprous sulphide particles, some studies were carried out. It was found that the fibres were covered with clusters of the formed cuprosulphide nanoparticles. It has been observed that they are below 100 nm, and their shape varies from spherical to elliptical. The main conclusions of this study are that the treatment with a three-component reduction system CuSO4:Na2S2O3:(CHO)2 by intermittent method at standard pressure and temperature 90 °C is particularly promising for the modification of waste cellulose fibres and, to a lesser extent, for lignocellulosic material under the form of wood flour. The modification method with a two-component CuSO4 reduction system: Na2S2O3, is preferred for wood fibres. The optimal parameters of the modification process of wood fibres with a two-component system in saturated steam conditions are specified—40% of a two-component system compared to the wood material; modulus 1:6 and ratio of CuSO4:Na2S2O3 = 1:2.
The data from the IR spectra give grounds to claim the coordination of copper ions with oxygen atoms from the OH groups of cellulose and the aromatic nucleus of the lignin macromolecule. The modified fibrous materials obtained in this study can be used to make wood-polymer composites with specific properties for electromagnetic wave protection.
A study was also performed for the modification of the wood fibre material with the three-component reduction system under the following predetermined conditions: ratios of the components CuSO45H2O:Na2S2O35H2O:(CHO)2 = 1.6:1.4:1 in 40% of the lignocellulosic material in module 1:12, temperature 90 °C for 30 min. The modification of the wood fibre material with the two-component reduction system was initially performed in a saturated steam thermal chamber at 110 °C for 30 min at ratios of CuSO4 5H2O:Na2S2O3 5H2O = 1:1 and 1:2 components in 20% and 40% relative to the lignocellulosic material at a constant modulus M = 1:12. The obtained results are satisfactory in reducing the specific electrical resistance by about two orders of magnitude, but with a significant content of copper and sulphur in wastewater. Therefore, the modification process was further optimized at a lower modulus—M = 1:6, a ratio of CuSO4 5H2O:Na2S2O3 5H2O = 1:2 and variation of the content of the components, relative to the wood fibre material, in the range of 20% to 40%.
The results of the measurements have shown that (1) the sulphur content in the modified wood fibres is almost zero when using a three-component system, which speaks of a substantial reduction process. When using wood fibres characterized by a specific structure, cuprous sulphide-containing lignocelluloses can be obtained only with a sulphur-containing reducing agent, which would be economically and environmentally advantageous. With a low modulus of modification, the amount of wastewater is meagre without disturbing the ordinary course of the modification process. The data showed that the electrical resistance values decreased by approximately two orders of magnitude in the samples modified by 20%, 30% and 40%, which significantly improved the electrical conductivity of the treated wood. In 40% of the two-component system to the wood material, an optimal ratio between the modifying components (copper: sulphur) was achieved compared to the samples obtained at 20% and 30%.
It should be pointed out that with the application of nanomaterials in wood-based composite panels, the antibacterial and antimould properties of these materials can be significantly improved (Zhang et al. 2008; Lin et al. 2008; Mantanis et al. 2014; Taghiyari 2014; Okyay et al. 2015; Xie et al. 2018; Li et al. 2020). A study was also conducted to evaluate the antibacterial properties of Cu-modified fibreboard panels (Nenkova et al. 2011). Five types of wood-based composite panels with different Cu content were used for the analysis. It was found that the growth of Bacillus subtilis is slower; i.e., copper ions inhibit G + bacteria to a greater extent than Escherichia coli K12 (G-bacteria). The obtained results show that the modified cuprous sulphide fibreboards have a more substantial antibacterial effect against G + than G-bacteria due to the different structures of the bacterial cell wall.
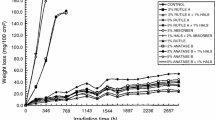
In a study by Lin et al., Ag/TiO2 nanocomposites of solid wood were fabricated by ultrasonic impregnation and vacuum impregnation methods (Fig. 4). The aim is to improve the antimould properties of the material (Lin et al. 2020).

Mould infection of (a) original wood, (b) wood sample impregnated with Ag/TiO2 nanoparticles via ultrasound (UW) and (c) wood sample impregnated with Ag/TiO2 nanoparticles via vacuum assistance (VW) (Lin et al. 2020)
The samples were characterized by field emission scanning electron microscopy (FESEM), energy dispersion spectroscopy (EDS), Fourier transforms infrared spectroscopy (FTIR), mercury penetration porosimetry (MIP) and water contact angles (WCAs). The antimould properties of Ag/TiO2 wood-based nanocomposites have been improved 14 times compared to those of the original wood. Nano-Ag/TiO2, which was impregnated in the trachea and attached to the cell walls, was able to form a two-stage coarse structure and reduce the number of hydroxyl functional groups on wooden surfaces (Fig. 5). The resulting decrease in wood‘s hydrophobic and equilibrium moisture content (EMC) destroys the moisture necessary for mould survival. Ag/TiO2 is deposited in the wood’s pores, reducing the number and volume of pores and blocking infection with mould. Thus, the antimould properties of the wood/AgO TiO2 nanocomposite were improved by cutting out the water source and blocking the mould infection pathway.

Nano-Ag/TiO2 prevented wood infection by mould (Lin et al. 2020)
In conclusion of that research, wood-based Ag/TiO2 nanocomposites with antimould functions have been successfully prepared by ultrasonic impregnation and vacuum impregnation. Nano-Ag/TiO2 can form a two-stage rough structure on wooden surfaces and introduce long-chain alkanes to make the wood hydrophobic, thus destroying the moist environment in the wood, which allows mould to survive. At the same time, as mentioned, Ag/TiO2 is deposited in the pores, reducing their number and total volume and blocking the path of infection with mould. That study revealed the antimould mechanism of Ag/TiO2 wood-based nanocomposites in terms of moisture content and infection pathway and potentially provided a viable path for wood-based nanocomposites with antimould properties (Fig. 6).

γ-(2,3-Epoxypropoxy) propytrimethoxysilane (KH560) bonding the wood surfaces (Lin et al. 2020)
Sepiolite can also be successfully used as a nanomaterial for improving the properties of wood-based composite panels (Olivato et al. 2017; Li et al. 2019). A study by Taghiyari et al. has improved the thermal conductivity of oriented strand lumber (OSL) using sepiolite (Taghiyari et al. 2020a) (Fig. 7). A problem with engineered wood products, such as OSL, is the material’s low thermal conductivity, which prevents the rapid transfer of heat to the core of the composite. The cited study aimed to investigate the effect of sepiolite on a nanoscale with an aspect ratio of 1:15, mixed with urea-formaldehyde resin (UF) and its impact on the thermal conductivity of the end panel (Fig. 8). Sepiolite was mixed with UF resin for 20 min before spraying on wooden strips in a rotating drum. Ten percent sepiolite was added to the resin. OSL panels with two resin contents, namely 8% and 10%, were produced. The temperature was measured in the central part of the mat at intervals of 5 s using a digital thermometer. The coefficient of thermal conductivity of OSL samples is calculated based on Fourier’s law of thermal conductivity.

Flow diagram of resin–sepiolite mixture preparation (Taghiyari et al. 2020a)

Regarding the fact that the improved thermal conductivity will eventually turn into more efficient resin polymerization, the hardness of the panel was measured at different depths of penetration of the Janka ball to determine how the improved conductivity affects the hardness of the produced composite panels. Measurement of the core temperature in OSL panels revealed that panels treated with sepiolite with 10% resin content had a higher core temperature than those containing 8% resin. In addition, the addition of sepiolite was found to increase the thermal conductivity of OSL panels made with 8% and 10% resin content by 36% and 40%, respectively. The study shows that the addition of sepiolite significantly increases the hardness values at all depths of penetration. The hardness increases with increasing sepiolite content. Given that the amount of sepiolite content is meagre and therefore cannot physically affect the increase in hardness, the significant increase in hardness values is due to the improved thermal conductivity of the panels and the subsequent, more complete curing of the resin.
Hardness values at five penetration depths were measured to verify the effect of improved thermal conductivity on at least one mechanical property.
Measurement of the core temperature in OSL revealed that panels treated with sepiolite with 10% resin content had a higher core temperature than those containing 8% resin. The results show a significant increase in the thermal conductivity of the panels treated with sepiolite. The increased thermal conductivity is converted into more effortless heat transfer to the core of the mats, which ultimately increases the hardness values. Given that the amount of sepiolite used in the panels is meagre and therefore cannot physically affect the increase in hardness, the significant increase in hardness is due to improved thermal conductivity and subsequent more complete curing of the resin. However, additional specific resin curing studies should be performed to clarify why the effect of sepiolite on hardness values is not comparable to other nanofillers. A significant positive direct relationship was found between accelerated heat transfer versus hardness values at higher penetration depths. As the results show that an adhesive content of 8% and 10% does not significantly affect the hardness of the control OSL panels (panels without sepiolite content), a lower adhesive content of 8% was recommended for the saving industry. Lowering the resin content will result in a more competitive price. However, a higher sepiolite content is recommended to achieve maximum hardness values in panels treated with sepiolite.
Nanocomposites can also be used to accelerate the hot-pressing process in the production of wood-based composite panels. For example, in a study by Taghiyari et al. 2013b, the effect of silver nanoparticles on the rate of heat transfer to the core of a medium-sized fibre substrate was investigated (Fig. 9). In this study, an aqueous suspension of a nanosilver 400 ppm was used at three levels of consumption of 100, 150 and 200 mL/kg based on dry fibres (Taghiyari et al. 2013b). The results were compared with control MDF panels. The size range of silver nanoparticles is 30–80 nm. The results show that nanoparticles‘uniform distribution throughout the MDF matrix contributes to faster heat transfer to the core. As for the loss of moisture content of the mat after the first 3–4 min of hot pressing, the core temperature decreased slightly in the control panels. However, the heat transfer property of silver nanoparticles contributed to maintaining the core temperature relatively constant.

SEM micrograph showing silver nanoparticles scattered all over the fibres (Taghiyari et al. 2013b)
The nanosilver suspension was applied at three levels of consumption of 100, 150 and 200 mL/kg based on the dry fibres. The results proved a significantly higher heat transfer rate to the substrate’s core in NS-treated panels. It has been found that some of the improved physical and mechanical properties in nanosilver-treated composite panels reported in previous studies are related to better resin polymerization in the central part of the composite panels due to the high thermal conductivity of metal nanoparticles. However, the high heat transfer rate is also due to the depolymerization of resin bonds in the surface layers of the panels. Therefore, it can be concluded that the addition of metal nanoparticles to increase the heat transfer rate to the core of composite mats does not necessarily improve all physical and mechanical properties; in addition, the optimal consumption of metal nanoparticles in wood-based panels depends on the temperature of hot pressing, the duration of hot pressing, the thermal conductivity of metal nanoparticles and the type and density of composite panels.
Nanomaterials can be used to improve the thermal conductivity of wood-based composite panels. A study by Taghiyari et al. (2014) found an effect of improving the thermal conductivity of nano-wollastonite (NW) on the properties of MDF (Fig. 10). In this study, nanowollastonite was applied at 2, 4, 6 and 8 g/kg, based on the dry weight of sawdust, and compared with control samples (Taghiyari et al. 2014). The size range of wollastonite was from 30 to 110 nm. The results show that NW significantly increases thermal conductivity. Increased thermal conductivity leads to better curing of the resin. Therefore, the mechanical properties have been improved considerably. In addition, the formation of bonds between wood fibres and wollastonite contributes to the strengthening of MDF. The NW content of 2 g/kg does not significantly improve the overall properties and therefore cannot be recommended to the industry. As the properties of NW-6 and NW-8 are very similar, an NW content of 6 g/kg can be recommended to the industry to improve the properties of MDF panels significantly.

SEM image showing nano-wollastonite (arrow) on wood fibre (Taghiyari et al. 2014)
Taghiyari et al. (2020b) studied the shear strength of three types of heat-treated solid wood (beech, poplar and fir) associated with NW-reinforced polyvinyl acetate (PVA) adhesive (Taghiyari et al. 2020b) (Fig. 11). The specimens were heat-treated at 165 °C and 185 °C and then bonded with PVA reinforced with 5% and 10% NW. The results show that the shear strength is significantly dependent on the density of the samples. Heat treatment substantially reduces the shear strength of the bonded specimens. That is due to several factors, such as a reduction in polar groups in the cell wall, increased cell wall hardness after heat treatment and decreased wettability of the treated wood. However, NW acts as a reinforcing agent or expander in the complex and ultimately improves the shear strength of the bond. In addition, functional density theory (DFT) has proven the formation of a bond between the calcium atoms in NW and the hydroxyl groups of cell wall polymers. The overall results show the potential of NW to improve the bond strength of heat-treated wood. Promising results were also reported for graphene to improve shear strength of PVA resin (Taghiyari et al. 2022).

Schematic representation of bond formation between calcium atoms of NW and oxygen atoms of cell wall cellulose chains (Taghiyari et al. 2020b)
Nano-wollastonite can be used to improve other properties of wood-based composite panels (Taghiyari et al. 2017b, 2021).
3 Conclusion
The presented studies in this chapter unequivocally outlined the significant advantages of nanotechnology and nanomaterials as a way for the present wood-based composite panel industry to step up to the next level of development. It has been found that metal and mineral nanomaterials can significantly improve the heat transfer coefficient of wood carpets during production and the wood panels themselves. That will accelerate production cycles, leading to reduced production costs and significant new applications for this type of materials. New methods have been developed to fabricate wood-based composite panels with nanomaterials, which have a specific role in electromagnetic and wave protection. The significant advantages of wood panels with nanomaterials in fabricated products with increased biostability and antibacterial protection were also outlined. Nanomaterials can also be successfully used to produce wood panels with increased waterproofness and dimensional stability. The presented studies have shown that the introduction of materials in the production of wood-based panels is inevitable and only a matter of time. Of course, for this to become a widespread production practice, the routine and rigidity of wood panel manufacturers must first be overcome.
References
Abd Norani K, Hashim R, Sulaiman O, Hiziroglu S, Ujang S, Noor W et al (2017) Biodegradation behaviour of particleboard bonded with modified PVOH/oil palm starch and nano silicon dioxide. Iran J Energy Environ 8(4):269–273
Antov P, Savov V, Krišták L, Réh R, Mantanis GI (2021a) Eco-friendly, high-density fiberboards bonded with urea-formaldehyde and ammonium lignosulfonate. Polymers 13(2):220
Antov P, Savov V, Trichkov N, Krišťák Ľ, Réh R, Papadopoulos AN, Taghiyari HR, Pizzi A, Kunecová D, Pachikova M (2021b) Properties of high-density fiberboard bonded with urea–formaldehyde resin and ammonium lignosulfonate as a bio-based additive. Polymers 13(16):2775
Bayani S, Taghiyari HR, Papadopoulos AN (2019) Physical and mechanical properties of thermally-modified beech wood impregnated with silver nano-suspension and their relationship with the crystallinity of cellulose. Polymers 11(10):1538
Candan Z, Akbulut T (2014) Nano-engineered plywood panels: performance properties. Compos Part B 64:155–161
Chang H, Tu K, Wang X, Liu J (2015) Fabrication of mechanically durable superhydrophobic wood surfaces using polydimethylsiloxane and silica nanoparticles. RSC Adv 5:30647–30653
Chen F, Yang X, Wu Q (2009) Antifungal capability of TiO2 coated film on moist wood. Build Environ 44(5):1088–1093
Chen C, Berglund L, Burgerd B, Hu L (2021) Wood nanomaterials and nanotechnologies. Adv Mater 33(28):2006207
Dragnevska M, Velev P, Nenkova S, Garvanska R (2011) Development of a continuous method for production of copper-sulphide wood-polymer plate nanocomposite materials. J Univ Chem Technol Metall 46(4):349–356
Esmailpour A, Taghiyari HR, Hosseinpourpia R, Adamopoulos S, Zereshki K (2020) Shear strength of heat-treated solid wood bonded with polyvinyl-acetate reinforced by nanowollastonite. Wood Res 65(2):183–194
European Commission – Environment. (n.d.). Available at: https://ec.europa.eu/environment/chemicals/nanotech/faq/definition_en.htm. Last accessed 16 Apr 2022
FAO Stat. Forestry Production and Trade, [online] Available at: https://www.fao.org/faostat/en/#data/FO. Accessed Mar 2022
Gao W, Du G (2015) Physico-mechanical properties of plywood bonded by nano cupric oxide (CuO) modified pf resins against subterranean termites. Maderas Cienc Tecnol 17(1):129–138
Gao L, Lu Y, Zhan X, Li J, Sun Q (2015) A robust, anti-acid, and high-temperature–humidity-resistant superhydrophobic surface of wood based on a modified TiO2 film by fluoroalkyl silane. Surf Coat Technol 262:33–39
Garvanska R, Velev P, Dragnevska M, Lekova Sv, Parvanov Sv (2012) Modified nanocomposite wood fibrous materials with electromagnetic wave protection. In: 14th international symposium Materials, Methods & Technologies (MMT), 11–15 June 2012, Sunny Beach, Bulgaria, Proceeding, pp 41–50
Ghahri S, Pizzi A (2018) Improving soy-based adhesives for wood particleboard by tannins addition. Wood Sci Technol 52:261–279
Ghahri S, Mohebby B, Pizzi A, Mirshokraie A, Mansouri HR (2018) Improving water resistance of soy-based adhesives by vegetable tannins. J Polym Environ 26:1881–1890
Gul W, Shah SRA, Khan A, Pruncu CI (2021) Characterization of zinc oxide-urea formaldehyde Nano resin and its impact on the physical performance of medium-density fiberboard. Polymers 13:371
Gupta A, Kumar A, Sharma KV, Gupta R (2018) Application of high conductive nanoparticles to enhance the thermal and mechanical properties of wood composite. Mater Today Proc 5(1):3143–3149. [120]
Hosseinpourpia R, Adamopoulos S, Mai C, Taghiyari HR (2019) Properties of medium-density fiberboards bonded with dextrin-based wood adhesives. Wood Res 64:185–194
Hu J, Shen Y, Pang S, Gao Y, Xiao G, Li S, Xu Y (2013) Application of hinokitiol potassium salt for wood preservative. J Environ Sci 25:32–35
Igaz R, Krišťák L, Ružiak I, Réh R, Danihelová Z (2016) Heat transfer during pressing of 3D molded veneer plywood composite material. Key Eng Mater 688:131–137
Ismita N, Lokesh C (2017) Effects of different nanoclay loadings on the physical and mechanical properties of Melia composite particle board. Bois Et For Des Trop 334:7–12
Jasmani L, Rusli R, Khadiran T, Jalil R, Adnan S (2020) Application of nanotechnology in wood-based products industry: a review. Nanoscale Res Lett 15:207
Kristak L, Antov P, Bekhta P, Lubis MAR, Iswanto AH, Reh R, Sedliacik J, Savov V, Taghiayri H, Papadopoulos AN, Pizzi A, Hejna A (2022) Recent progress in ultra-low formaldehyde emitting adhesive systems and formaldehyde scavengers in wood-based panels: a review. Wood Mater Sci Eng. https://doi.org/10.1080/17480272.2022.2056080
Li X, Gao Q, Xia C, Li J, Zhou X (2019) Urea formaldehyde resin resultant plywood with rapid formaldehyde release modified by tunnel-structured sepiolite. Polymers 11:1286
Li W, Chen M, Li Y, Sun J, Liu Y, Guo H (2020) Improving mildew resistance of soy meal by nano-Ag/TiO2, zinc pyrithione and 4-cumylphenol. Polymers 12:169
Lin L, Yang Y, Via BK, Liu Y, Guo H, Zhang F (2008) Modification and characterization of nano-Ag/TiO2 antimould agent for wood materials. Forest Prod J 68:70–77
Lin L, Cao G, Zhang J, Cui Q, Liu Y (2020) Enhanced anti-mold property and mechanism description of Ag/TiO2 wood-based nanocomposites formation by ultrasound – and vacuum-impregnation. Nano 10(4):682
Liu Yu, Zhu X, Yuan D, Wang W, Gao L (2020) Preparation and characterization of TiO2 based on wood templates. Sci Rep. [online]. Available at: https://www.nature.com/articles/s41598-020-69440-x. Last accessed 17 Apr 2022
Lu P, Yun H, Zhang W, Tu D, Hu C, Cherdchim B (2019) A facile method of superhydrophobic coating on rubberwood to improve its anti-mildew performance. Bioresources 14(3):7111–7121
Lubis MAR, Handika SO, Sari RK, Iswanto AH, Antov P, Kristak L, Seng-Hua L, Pizzi A (2022) Modification of ramie fiber via impregnation with low viscosity bio-polyurethane resins derived from lignin. Polymers 14(11):2165
Mantanis GI, Papadopoulos AN (2010a) The sorption of water vapour of wood treated with a nanotechnology compound. Wood Sci Technol 44:515–522
Mantanis GI, Papadopoulos AN (2010b) Reducing the thickness swelling of wood based panels by applying a nanotechnology compound. Eur J Wood Wood Prod, Springer, Verlag 68(2):237–239
Mantanis GI, Terzi E, Kartal SN, Papadopoulos AN (2014) Evaluation of mold, decay and termite resistance of pine wood treated with zinc and copper based nanocompounds. Int Biodeterior Biodegrad 90:140–144
Miyafuji H, Saka S (1997) Fire-resisting properties in several TiO2 wood-inorganic composites and their topochemistry. Wood Sci Technol 31:449–455
Nenkova S, Garvanska R, Velev P, Parvanov Sv, Dragnevska M, Kulevski M, Ilieva C, Behrendt G, Herzog M (2010) Method for production of electrically conductive wood-polymer composite materials for electromagnetic wave protection – Patent, reg. № 110663 / 26.05.2010
Nenkova S, Velev P, Dragnevska M, Nikolova D, Dimitrov K (2011) Lignocellulose nanocomposite containing copper sulfide. Bioresources 6(3):2356–2365
Nenkova S, Dragnevska M, Lekova Sv, Parvanov Sv, Radikolova T (2012) Nanocomposite wood fibrous materials for electromagnetic wave protection. In: 14th international symposium Materials, Methods & Technologies (MMT), Sunny Beach, Bulgaria, 11–15 June
Ninikas K, Mitani A, Koutsianitis D, Ntalos G, Taghiyari HR, Papadopoulos AN (2021) Thermal and mechanical properties of green insulation composites made from cannabis and bark residues. J Compos Sci 5:132
Nosal E, Reinprecht L (2019) Anti-bacterial and anti-mold efficiency of silver nanoparticles present in melamine-laminated particleboard surfaces. Bioresources 14(2):3914–3924
Okyay TO, Bala RK, Nguyen HN, Atalay R, Bayam Y, Rodrigues DF (2015) Antibacterial properties and mechanisms of toxicity of sonochemically grown ZnO nanorods. RSC Adv 5:2568–2575
Olivato JB, Marini J, Yamashita F (2017) Sepiolite as a promising nanoclay for nano-biocomposites based on starch and biodegradable polyester. Mater Sci Eng C 70:296–302
Palanti S, Feci E, Predieri G, Francesca V (2012) Copper complexes grafted to amino-functionalized silica gel as wood preservatives against fungal decay: mini-blocks and standard test. Bioresources 7:5611–5621
Papadopoulos AN (2010) Chemical modification of solid wood and wood raw materials for composites production with linear chain carboxylic acid anhydrides: a brief review. Bioresources 5(1):499–506
Papadopoulos AN, Taghiyari HR (2019) Innovative wood surface treatments based on nanotechnology. Coatings 9:866
Papadopoulos AN, Bikiaris DN, Mitropoulos AC, Kyzas GZ (2019) Nanomaterials and chemical modification technologies for enhanced wood properties: a review. Nano 9:607
Petya P, Antonio F, Margarida MF, Ernest M, Ilana P, Aharon G, Tzanko T (2014) Sonochemical coating of textiles with hybrid ZnO/chitosan antimicrobial nanoparticles. ACS Appl Mater Interfaces 6:1164–1172
Pizzi A (2019) Tannins: prospectives and actual industrial applications. Biomol Ther 2019(9):344
Pizzi A, Papadopulus A (2020) Wood composites and their polymer binders. Polymers 2020(12):1115
Reinprecht L, Iždinsky J, Vidholdova Z (2018) Biological resistance and application properties of particleboards containing nano-zinc oxide. Adv Mater Sci Eng 2018:1–9
Ružiak I, Igaz R, Krišťák L, Réh R, Mitterpach J, Očkajová A, Kučerka M (2017) Influence of urea-formaldehyde adhesive modification with beech bark on chosen properties of plywood. Bioresources 12(2):3250–3264
Salari A, Tabarsa T, Khazaeian A, Saraeian A (2013) Improving some of applied properties of oriented strand board (OSB) made from underutilized low quality Paulownia (Paulownia fortunei) wood employing nano-SiO2. Ind Crop Prod 42:1–9
Shi J, Avramidis S (2021) Nanopore-level wood-water interactions—a molecular simulation study. Forests 12(3):356
Silva LCL, Lima FO, Chahud E, Christoforo AL, Lahr FAR, Favarim HR et al (2019) Heat transfer and physical-mechanical properties analysis of particleboard produced with ZnO nanoparticles addition. Bioresources 14(4):9904–9915
Slabohm M, Mai C, Militz H (2022) Bonding acetylated veneer for engineered wood products—a review. Materials 10:3665
Sun Q, Yu H, Liu Y, Li J, Cui Y, Lu Y (2010) Prolonging the combustion duration of wood by TiO2 coating synthesized using cosolvent-controlled hydrothermal method. J Mater Sci 45:6661–6667
Taghiyari HR (2014) Nanotechnology in wood and wood-composite materials. J Nanomater Mol Nanotechnol 3(1): 1–2
Taghiyari HR, Schmidt O (2014) Nanotechnology in wood-based composite panels. Int J Bio-Inorg Hybr Nanomater 3(2):65–73
Taghiyari HR, Mobini K, Sarvari Samadi Y, Doosti Z, Karimi F, Asghari M, Jahangiri A, Nouri P (2013a) Effects of nano-wollastonite on thermal conductivity coefficient of medium-density fiberboard. J Mol Nanotechnol 2(1):1–5
Taghiyari HR, Moradiyan A, Farazi A (2013b) Effect of nanosilver on the rate of heat transfer to the core of the medium density fiberboard mat. Int J Bio-Inorg Hybrid Nanomater 2:303–308
Taghiyari HR, Ghorbanali M, Tahir PMD (2014) Effects of the improvement in thermal conductivity coefficient by nano-wollastonite on physical and mechanical properties in medium-density fiberboard (MDF). Bioresources 9:4138–4149
Taghiyari HR, Karimi A, Tahir PMD, Choo ACY (2015) Effects of nanotechnology on fluid flow. In: Hakeem KR, Jawaid M, Alothman OY (eds) Agricultural and wood-based composites materials. In: Agricultural biomass based potential materials. Springer, Cham. isbn:978-3-319-13846-6
Taghiyari HR, Norton J, Tajvidi M (2017a) Effects of nanomaterials on different properties of wood-composite materials. In: Bio-based wood adhesives: preparation, characterization, and testing. CRC Press/Taylor & Francis Group, Boca Raton, pp 310–339
Taghiyari HR, Hassani V, Maleki S, Eckelman CA (2017b) Effects of nano-wollastonite on screw withdrawal capacity of oriented strand lumber. J Nanomater Mol Nanotechnol 6:4
Taghiyari HR, Soltani A, Esmailpour A, Hassani V, Gholipour G, Papadopoulos AN (2020a) Improving thermal conductivity coefficient in Oriented Strand Lumber (OSL) using Sepiolite. Nano 10:599
Taghiyari HR, Esmailpour A, Adamopoulos S, Zereshki K, Hosseinpourpia R (2020b) Shear strength of heat-treated solid wood bonded with polyvinyl-acetate reinforced by nanowollastonite. Wood Res 65(2):183–194
Taghiyari HR, Militz H, Antov P, Papadopoulos AN (2021) Effects of wollastonite on fire properties of particleboard made from wood and chicken feather fibers. Coatings 11(5):518
Taghiyari HR, Majidi R, Mohseni Armaki SM, Haghighatparast M (2022) Graphene as reinforcing filler in polyvinyl acetate resin. Int J Adhes Adhes 113. https://doi.org/10.1016/j.ijadhadh.2021.103075
Vahabi H, Brosse N, Abd Latif NH, Fatriasari W, Solihat NN, Hashim R, Hussin MH, Laoutid F, Saeb MR (2022) Nanolignin in materials, science and technology – does flame retardancy matter? In: Biopolymeric nanomaterials. Elsevier, Amsterdam, pp 515–557
Valyova M, Ivanova Y, Koynov D (2017) Investigation of free formaldehyde quantity in production of plywood with modified urea-formaldehyde resin. Int J Wood Des Technol 6:72–76
Wang X, Yu R, Wang K, Yang G, Yu H (2015) Facile template-induced synthesis of Ag-modified TiO2 hollow octahedra with high photocatalytic activity. Chin J Catal 36:1211–2218
Wu Z, Huang D, Wei W, Wang W, Wang X, Wei Q, Niu M, Lin M, Rao J, Xie Y (2019) Mesoporous aluminosilicate improves mildew resistance of bamboo scrimber with CuBP anti-mildew agents. J Clean Prod 209:273–282
Xie G, Zhou Y, Cao Y, Li L (2018) Anti-mildew properties of copper cured heat-treated wood. Bioresources 13:5643–5655
Zhang X, Su H, Zhao Y, Tan T (2008) Antimicrobial activities of hydrophilic polyurethane/titanium dioxide complex film under visible light irradiation. J Photochem Photobiol A 199:123–129
Zhang X, Xiao F, Feng Q, Zheng J, Chen C, Chen H, Yang W (2020) Preparation of SiO2 nanoparticles with adjustable size for fabrication of SiO2/PMHS ORMOSIL superhydrophobic surface on cellulose-based substrates. Prog Org Coat 138:105384
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Savov, V. (2023). Nanomaterials to Improve Properties in Wood-Based Composite Panels. In: Taghiyari, H.R., Morrell, J.J., Husen, A. (eds) Emerging Nanomaterials. Springer, Cham. https://doi.org/10.1007/978-3-031-17378-3_5
Download citation
DOI: https://doi.org/10.1007/978-3-031-17378-3_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-17377-6
Online ISBN: 978-3-031-17378-3
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)