
Abstract
Nowadays, the safety and the economic perspective are given special attention in the production of welded structures made of high-strength steels (HSSs). One of the problems in welding of HSSs is the cold crack sensitivity, which is closely related to the residual welding stresses. These can be controlled by the use of preheating, the correct choice of welding sequence and the post-weld heat treatment (PWHT). Another problem in welding of HSSs is providing adequate toughness and hardness in the heat-affected zone. These can be controlled by heat input, more specifically by limiting the heat input. For these steels, the risk of reduced toughness from a manufacturing point of view is higher than the risk of cold cracking.
Classical techniques of fracture toughness evaluation, such as determination of the plain-strain fracture toughness or the critical value of the crack-tip opening displacement, are complex methods. The necessity of fracture mechanical test is inevitable, applying notched and precracked specimens. The determination of the absorbed specific fracture energy (Wc) and/or the notch opening displacement (NOD) is basically simpler. Notched cylindrical tensile specimens can be applied, characterised by different notch radii.
S960QL high strength steel and its welded joints without preheating and with 150 °C preheating temperature were examined; NOD and Wc values were determined and compared. Conclusions belong to the effect of the preheating and the sensitivity of the HSS, as well as the reliability of the applied material characteristics were drawn.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The most commonly used structural material for the construction of different engineering structures is steel, especially structural or low alloyed steel. The most widely used manufacturing technology is welding, especially arc welding. In our days, steel manufacturers develop continuously modern versions of high strength steels, both base materials and filler metals for welding. The yield strength values of these modern steels and filler metals are higher than 1000 MPa. Furthermore, high strength steel lightweight structures with low-cost weldments can be applied in many practical cases (e.g. fixed and mobile cranes, hydropower plants, offshore structures, trucks, earthmoving and timber (handling) machines), because of an extensive reduction in weight [1, 2].
The welded joints are sensitive parts of the engineering structures because the welded regions are in complex microstructural states and stress conditions. The yield strength to tensile strength ratio (Y/T) of the base materials and the weld metals are significantly higher than the modern high strength steels and the conventional mild steels. Therefore, both structural designers and welding technologists should attend to toughness and crack sensitivity of welded joints [2, 3].
During the welding process, the joining parts are affected by heat and force, causing inhomogeneous microstructure and mechanical properties in the different parts of the welded joints, as well as stress concentrator points can be formed. Both the inhomogeneity parts and the weld imperfections in the welded joints play an important role in case of different loading conditions. High cycle fatigue (HCF) and fatigue crack growth (FCG) phenomena are very common problems in the welded structures [2, 4,5,6,7], together with cold cracking sensitivity, and especially in high strength steels.
Classical methods of fracture toughness evaluation, such as determination of the plain-strain fracture toughness (KIc), or the critical value of the crack(-tip) opening displacement (C(T)OD) are complex methods, both for base materials and welded joints [8, 9]. The necessity of fracture mechanical test is essential, applying notched and precracked specimens [10]. The determination of the absorbed specific fracture energy (ASPEF), today Wc, and/or the notch opening displacement (NOD) is basically simpler; notched cylindrical tensile specimens should be applied, characterised by different notch radii.
The aims of this article are to introduce shortly the notch opening displacement and the absorbed specific fracture energy quantities, and one of their application possibilities at welding of high strength steel and its welded joints.
2 Theoretical Backgrounds and Previous Applications
2.1 Specific Fracture Energy (ASPEF)
It can be assumed that the ASPEF is the work of all external forces in an infinitesimal element in the crack point which is necessary for the propagation of crack. Thus the total energy (Wc) is equal to the sum of energy of elastic deformation (We), energy of plastic deformation (Wp), and energy of formation of a new fracture surface, in other words for crack propagation (Ws). The energy of elastic deformation (We) will be released after the rupture; furthermore, the surface energy (Ws) is negligible compared to the energy of plastic deformation (Wp). If referring the energy of plastic deformation to the absorbing volume (V), then getting a physically correct value, and Wc is equal to Wp. The Wc defined in the previously described way can be determined by applying tensile tests [11,12,13]. Figure 1 shows a cylindrical tensile specimen under plastic deformation [14].

Characteristics of the tensile specimen under plastic deformation [14]
The Wc value can be calculated using Eq. (1).
Several remarkable and interesting applications of Wc (ASPEF) can be found in the literature. Plastic strain and fracture were studied by testing the change in energy referred to as unit volume on unalloyed steel [15]; fracture toughness data measured on brittle materials (PMMA, glass, alumina and graphite) were re-analysed using ASPEF [16]. The relation between low cycle fatigue (LCF) data and ASPEF was studied on different materials, at different temperatures and after different in-service times [17, 18]. The embrittlement tendencies and the effect of neutron irradiation on low and medium strength steels and their weldments were investigated [19, 20]; furthermore, fatigue fracture of band-saw blades was studied by applying Wc values [21].
2.2 Notch Opening Displacement (NOD)
Figure 2 [14] shows a stress concentration place, in other words a notch, which can be considered a crack if the notch radius is sufficiently small.

Stress concentration placed with its plastic zone and fictive tensile specimen [14]
Applying tensile stress, a plastic zone will be formed in the root of the notch, in which considerable energy can be absorbed. The length of the fictive tensile specimen (L) is equal to the width of the plastic zone, and this length depends on the material characteristics and the sharpness of the notch. In the case of having a crack, the length value will be minimum, furthermore, the absorbed energy will be minimum, too. Regarding to the strain, the elongation (ΔL) depends on the material characteristics and the length (L), accordingly if we have a crack, the elongation will be minimum. This minimum value should be equal to the COD value. Both minimum values can be determined by indirect methods [22, 23].
Different applications of NOD can be found in the literature, too. Determination of fracture toughness values on three different types of low-carbon structural steel were compared using conventional (JIc) and non-conventional (NOD) methods [24]. NOD values of high, medium and low Cr-steels (nominal Cr content 12%, 9% and 2%, respectively) and their welded joints were tested and analysed at high temperature (500 °C) [25]. The measured NOD values and their main statistical characteristics (average, standard deviation (abbreviated as STD), and standard deviation coefficient (abbreviated as STD Coefficient)) were calculated and are summarised in Table 1 [25].
The standard deviation coefficient values cover wide range, excessively large values (0.380 and 0.272) can be found among the samples, too.
3 Investigations and Their Results
3.1 Preparation and Basic Investigations of Welded Joints
S960QL type, quenched and tempered high strength steel (produced by Thyssen Stahl AG and designated as XABO 960) was applied for the experiments. The chemical composition and the mechanical properties of the 15 mm thick base material plate are summarised in Table 2 and Table 3, respectively. Table 3 contains the yield strength (ReH), the tensile strength (Rm) and the fracture elongation (A) values.
The dimensions of the welded workpieces were 600 mm x 125 mm, the welding position was flat position (PA). V joint shape was applied, with 60° opening angle, 2 mm gap between the two plates (root opening), and 1 mm root face. The welding equipment was a MIG/MAG power source; 1.2 mm diameter solid wires in Union X96 (Böhler) types, and 18% CO2 + 82% Ar gas mixture (M21) were applied.
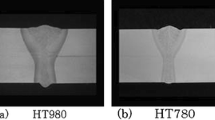
Two welded joints were prepared, the first one without preheating, and the second one with preheating. Based on the chemical composition of the base material, the type of butt welded joint, and the applied welding process, the calculated preheating temperature [26, 27] was Tpre = 106 °C. Accordingly to the recommendation of the base material manufacturer (Thyssen Stahl AG), a higher preheating temperature was selected, which was Tpre = 150 °C. During the preparation of the welded joint without preheating, the interpass temperature was less than Tip = 50 °C. The welding technological parameters can be found in Table 4, separately for the root and the filler layers. The table introduces the welding current (I), the welding voltage (U), the wire-feed speed (vwire), the welding speed (vw) values, as well as the heat input (Q) calculated with arc efficiency (η = 0.85). Figure 3 shows the macrostructure of the welded joints.

The macrostructure of the welded joints: without preheating (left side) and with preheating (right side)
3.2 Basic Investigation of Welded Joints
Welding procedure tests, non-destructive and mechanical investigations were accomplished on both welded joints; the detailed results (individual, average and range values) are summarised in Table 5.
Comparing the values of the welded joints without preheating and with preheating, as well as the comparable values of the base material and the welded joints, it can be drawn that there are no significant differences between the results.
3.3 Notch Opening Displacement and Specific Fracture Energy Investigations
Specimen Characteristics.
Cylindrical notched specimens with different notch radii (R) Were prepared to perform tensile tests. The different notch radii represent different stress concentration factors (Kt). Figure 4 shows the characteristics of the un-notched and the notched specimens, where the diameter of the tested length of the un-notched specimens and the minimum diameter of the notched specimens at the notches were the same (d0). The larger diameter of the notched specimens (D0) was the same, too.

Shape and geometry of the un-notched and the notched specimens
The stress concentration factor (Kt) values were specified using a web calculator [28] developed based on formulas for stress and strain [29] and were controlled based on the well-known classical handbook [30]. The data belonging to the un-notched and differently notched specimens are summarised in Table 6.
Notch Opening Displacement (NOD) Investigations.
Specimens cut from the base material and welded joints without preheating and with preheating (150 °C) were investigated. The notch locations of the specimens cut from welded joints were different, namely located in the weld metal (WM), in the heat-affected zone (HAZ), or in the boundary of the joint parts. These different positions allowed a statistical evaluation of the properties of the welded joints.
To determine the notch opening displacement (NOD) values of the specimens, the contour lines of all different notch radii were projected before the tensile tests. After the tests, in other words, after the rupture, the two broken parts of all specimens were fitted carefully and the changed contour lines were projected again. Using the differences between the two contour lines, the NOD values were determined [19, 24, 25]. Table 7 summarises the results, the determined (also known as measured and calculated) NOD values.
Based on the shortly summarised theoretical background (see Subsect. 2.2), there is a connection between the notch opening displacement (NOD) and the notch radius (R) values; and the value of the function at R = 0 (at crack) is equal to the crack opening displacement (COD), as follows:
Figure 5 shows the measured values and the regression lines using the Least Squares Fitting (LSF) method, taking into account that all measured data can be found in Table 7.
Because the measured notch opening displacement (NOD) values belong to different notch radii (R) in the three main groups (base material and two welded joints), and there are different numbers of specimens at a notch radii, mathematical-statistical values of the samples (NOD values at notch radius) were calculated. Using the average NOD values, NOD – R functions were imaged.

The NOD – R functions taking into account all measured data
The calculated statistical values are summarised in Table 8, and the NOD – R functions taking into account the average values of the measured data can be seen in Fig. 6.

The NOD – R functions taking into account the average values of the measured data
Table 9 summarises the calculated slope (k), COD (NODR=0) and correlation coefficient values of the approximated straight lines of the three material groups, belonging to both all data and average values.
Correlation coefficient values demonstrate clearly that using the average values, the results are more reliable than using all data. It is remarkable that the NODR=0 = COD values of the base material and the welded joint without preheating were essentially the same, however the values belong to the welded joint with preheating were significantly lower.
Absorbed Specific Fracture Energy (Wc) investigations.
The absorbed specific fracture energy values (Wc) were calculated based on the data of the load – extension diagrams and the geometrical features of the specimens. Tensile strength (Rm) and fracture strength (R’u) values were calculated using the appropriate loads (Fm and Fu, respectively) and specimen diameters (d0 and du, respectively), and the following equation was applied:
Table 10 summarises the results, and the determined Wc values, furthermore, the calculated statistical parameters can be found in Table 11.
For analogous reasons to those described under the NOD investigations, both all Wc data and average Wc data were illustrated in Fig. 7 and Fig. 8, respectively.

The Wc – Kt functions taking into account all measured data

The Wc – Kt functions taking into account the average values of the measured data
4 Summary and Conclusions
Based on the executed investigations and the calculated results, the following findings and conclusions can be drawn.
The applied gas metal arc welding process and technological parameters are suitable for the production of welded joints of the investigated high strength steel with eligible quality.
Based on the executed welding procedure tests and their results, the applied preheating temperature has no significant effect on the main characteristics (imperfections and mechanical properties) of the welded joint.
Applying the notch opening displacement (NOD) and the absorbed specific fracture energy (Wc) values, both the base material and the welded joints without and with preheating can be characterised from another point of view (in our case, cold cracking sensitivity), too.
Because of different notch radii (R) were applied in the three main groups (base material and two welded joints), and a different number of specimens were investigated at a different notch radii, it was necessary analysing both all measured data and calculated average data. Both the notch opening displacement (NOD) and the absorbed specific fracture energy (Wc) samples consist of a relatively small number of data (in other words, specimens), in several cases have high standard deviation coefficients. (See 0.318 and 0.258 values in Table 8, and 0.2835, 0.2682 and 0.3577 values in Table 11. These higher standard deviation coefficient values are in harmony with relevant values can be found in the literature [25] (see Table 1)) During the further investigations, both the element number of samples (in other words, the number of the tested specimens) and the number of tested notch radii should be increased.
Based on notch opening displacement (NOD) and absorbed specific fracture energy (Wc) investigations, and based on both all data and average data, the applied preheating temperature has no significant effect on NOD and Wc values, in other approach on cold crack sensitivity of the welded joints. Only COD (NODR=0) value of the preheated welded joint is an exception, however that is a consequence of the applied notch radii. It should be noted that the investigated welded joints were prepared without constraints; the deformations of the welded plates were free during the welding process. In that case when the welded structure can be produced without constraints, further investigations should be accomplished to study the welding technology without preheating temperature. In that case, when the welded structure can be only produced with constraints, further investigations should be accomplished to study the determination of the efficient preheating temperature. These investigations can be built upon notch opening displacement (NOD) and absorbed specific fracture energy (Wc).
Finally, the effect of the preheating temperature should be investigated deeper, analysing the correlations between the mechanical and microstructural characteristics.
References
Ravi, S., Balasubramanian, V., Nemat Nasser, S.: Effect of mis-match ratio (MMR) on fatigue crack growth behaviour of HSLA steel welds. Eng. Fail. Anal. 11(3), 413–428 (2004)
Mobark, H.F.H.: Fatigue strength and fatigue crack propagation design curves for high strength steel structural elements. Faculty of Mechanical Engineering and Informatics, University of Miskolc, Ph.D. theses (2020)
Mobark, H.F.H., Lukács, J.: Mismatch effect influence on the high cycle fatigue resistance of S690QL type high strength steels. In: 2nd International Conference on Structural Integrity and Durability, Dubrovnik, Croatia (2018)
Schroepfer, D., Kannengiesser, T.: Stress build-up in HSLA steel welds due to material behavior. J. Mater. Process. Technol. 227, 49–58 (2016)
Gáspár, M.: Nemesített nagyszilárdságú szerkezeti acélok hegesztéstechnológiájának fizikai szimulációra alapozott fejlesztése. Faculty of Mechanical Engineering and Informatics, University of Miskolc, PhD Theses (2016)
Dobosy, Á.: Tervezési határgörbék nagyszilárdságú acélokból készült, ismétlődő igénybevételű szerkezeti elemekhez. Faculty of Mechanical Engineering and Informatics, University of Miskolc, Ph.D. theses (2017)
Sisodia, R.P.S.: High energy beam welding of advanced high strength steels. Faculty of Mechanical Engineering and Informatics, University of Miskolc, Ph.D. theses (2021)
ISO 12135: Metallic materials – Unified method of test for the determination of quasistatic fracture toughness (2016)
ISO 15653: Metallic materials – Method of test for the determination of quasistatic fracture toughness of welds (2018)
Koncsik, Zs.: Lifetime analyses of S960M steel grade applying fatigue and fracture mechanical approaches. In: Szita Tóthné, K., Jármai, K., Voith, K. (eds.) Solutions for Sustainable Development: Proceedings of the 1st International Conference on Engineering Solutions for Sustainable Development (ICESSD 2019), pp. 316–324. CRC Press (2019)
Gillemot, L.: Zur rechnerischen Ermittlung der Brucharbeit. Materialprüfung 3(9), 330–336 (1961)
Gillemot, L.: Eine neue method zur Bestimmung der Sprödbruchgefahr. Periodica Polytechnica Mech. Eng. 8(1), 1–14 (1964)
Gillemot, L.: Criterion of crack initiation and spreading. Eng. Fract. Mech. 8, 239–253 (1976)
Czoboly, E., Havas, I., Orbulov, I.: Törési vizsgálatok a BME Mechanikai Technológia Tanszéken. Anyagvizsgálók Lapja Válogatás 2012 – Jubileumi szám 43–45 (2012)
Kator, L., Gillemot, L.: Investigation of the plastic strain and fracture of metals by the method of the change of specific internal energy. Periodica Polytech. Mech. Eng. 15(3), 331–339 (1971)
Turner, C.E.: Fracture toughness and specific fracture energy: a re-analysis of results. Mater. Sci. Eng. 11(5), 275–282 (1973)
Gillemot, L.: Low-cycle fatigue by constant amplitude true mean stress. Periodica Polytech. Mech. Eng. 10(2), 77–94 (1966)
Czoboly, E., Havas, I., Ginsztler, J.: Relation between low cycle fatigue data and the absorbed specific energy. In: Faria, L. (ed.) Proceedings of ECF5, vol. I, pp. 481–491. EMAS, Warley (1984)
Gillemot, F.: Absorbed Specific Energy of Fracture, a Failure Criteria for Neutron Irradiated Materials. In: SMiRT 5, Structural Analysis of Steel Reactor Pressure Vessels, G3 - Fracture Mechanics: Elasto-Plastic. IASMiRT (1979)
Gillemot, F., Czoboly, E., Havas, I.: Fracture mechanics applications of absorbed specific fracture energy: notch and unnotched specimens. Theoret. Appl. Fract. Mech. 4(1), 39–45 (1985)
Dobránszky, J., Ginsztler, J., Lovas, J., Magasdi, A.: Szalagfűrészlapok fáradásos törései http://real.mtak.hu/5756/1/1155684.pdf. Accessed 04 Jan 2022
Gillemot, L., Czoboly, E.: Generalized theory of fracture. In: II. Conference on Brittle Fracture 11, 1–21 (1970)
Czoboly, E., Havas, I., Gillemot, F.: The absorbed specific energy till fracture as a measure of the toughness of metals. In: Sih, G.C., Czoboly, E., Gillemot, F. (eds.) Proceedings of International Symposium on Absorbed Specific Energy and/or Strain Energy Density Criterion, pp. 107–130. Sijthoff and Noordhoff International Publishers, Alphen aan den Rijn (1981)
Bogucki, R.: The Evaluation of Resistance to Cracking in Structural Steels with the Use of the ASPEF Method. Arch. Metall. Mater. 54(4), 1073–1082 (2009)
Elarbi, Y. M.: Weldability of high Cr and 1% tungsten alloyed creep resistant martensitic steel. Dissertation of Ph.D., Budapest University of Technology and Economics (2008)
Winkler, F.: Nagyszilárdságú finomszemcsés szerkezeti acélok hegesztése. Hegesztéstechnika 3(2), 17–31 (1992)
EN 1011–2: Welding. Recommendations for welding of metallic materials. Part 2: Arc welding of ferritic steels (2001)
https://amesweb.info/stress-concentration-factor-calculator/u-groove.aspx. Accessed 04 Jan 2022
Pilkey, W.D.: Formulas for Stress, Strain, and Structural Matrices, 2nd edn. John Wiley & Sons (2005)
Pikley, W.D.: Peterson's Stress Concentration Factors, 2nd edn. John Wiley & Sons (1997)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Sas, I., Lukács, J. (2023). Examination of Absorbed Specific Fracture Energy and Notch Opening Displacement on S960QL Steel and Its Welded Joints. In: Jármai, K., Cservenák, Á. (eds) Vehicle and Automotive Engineering 4. VAE 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-15211-5_84
Download citation
DOI: https://doi.org/10.1007/978-3-031-15211-5_84
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-15210-8
Online ISBN: 978-3-031-15211-5
eBook Packages: EngineeringEngineering (R0)