
Abstract
The technological cutting system is a multi-parameter open thermodynamic system. Under external influences, it is in a non-equilibrium state. To ensure a high quality of the machined surface of the part and a high tool cutting durability, it is necessary to find parameters that help maintain the system in an equilibrium state. The purpose of the research work is the system of parameters for selecting external influences on the technological cutting system state to ensure a stable state of dissipative structures in it. In the course of the study, simulation methods, a materials science approach to the tool analysis and machined materials, and methods for studying chip roots were used. The results of the study were new knowledge about the build-up formation nature, the influence of the dissipative structures state on the build-up formation type. Based on the study results, conclusions were drawn that the use of a coating tool is the simplest form of controlling the dissipative structures state from the mesomechanics standpoint; the lubricant-coolant usage significantly changes the tribological processes flow nature in the contact interaction area, and determines the dissipative structures state; the joint action of the coating on the cutting tool and the cutting fluid has a synergistic effect on the dissipative structures state, which makes it possible to most effectively control the cutting tool durability and the machined surface quality; a system of parameters has been proposed and their significance assessment in increasing the cutting tool life durability, in controlling the machined surface microhardness layers.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
It is well known that the technological cutting system “Machine - Fixture - Tool - Part” (hereinafter referred to as MFTP) is an open thermodynamic system in which any change in external influence unconditionally causes a change in the state of all elements of the system. This means that the MFTP system can strive to occupy two fundamentally different and energetically opposite states, such as order and chaos.
2 Methods
It is assumed in the paper that the main processes occur in the cutting area. The level and sequence of these processes is predetermined by the conditions of the contact-frictional interaction of the cutting tool surface layers, resulting chips, and those interaction products that form between them [1].
It is also accepted in the work that chip formation collectively reflects the technological cutting system state. The chip formation process constancy is essential evidence of the constancy of the processes in the primary and secondary deformation area and can be used to predict a tool performance and assess the reliability of the technological cutting system output parameters.
Work [1] of Kim V.A. and Yakubov Ch.F. forms, from the mesomechanics standpoint, modern ideas about dissipative structures, with the help of which, in non-equilibrium deformation systems and processes, the absorbed internal energy is transformed into heat sources and other dissipative flows, in which external influence is minimized. It uses the specific MFTP functioning mechanisms described in [2,3,4,5,6,7].
The study was carried out using simulation modeling as a research method in the Deform software environment. For the tasks solved in this article, the Deform environment was used with a number of restrictions, including an application of tool coatings. It was believed that the application of Ammonton-Coulomb and Siebel's laws is impossible. Therefore, to assess the tool material complex stress state, a different approach was applied as a development of the Deform software environment. Its essence is as follows. The uncertainty of the regularities of the processes on the tool contact surfaces is not known in advance, before the simulation start. It was believed that in any of the possible variants of the processes, this will affect the cutting force magnitude. The smaller it is, the more favorable these processes are, obviously, the longer the tool life can be expected from a tool with such a coating, which, as a result, provided a lower cutting force. And vice versa. Accordingly, as a concept of a coating simulation design, it is accepted that the magnitude of the cutting force is a criterion by which it is possible to design a coating for a specified tool operating conditions.
3 Discussion
The authors of this publication are methodologically based on these ideas, but, at the same time, they use their own approaches to solving the scientific problem. At the same time, the results obtained earlier by Bekker M.S., Kulikov M.Yu., Migranov M.Sh are considered.
The relevance of the research topic is due to the fact that the growing requirements for the mechanical blade processing productivity, for the cutting tool durability period and the quality of the machined surface of parts require the search for rational ways to meet these requirements. One of these ways is to provide cutting conditions under which dissipative structures are formed in the cutting area, which helps maintain the MFTP technological cutting system in an equilibrium state as an open thermodynamic system in which a change in the state of one of the links causes a corresponding change in other links. This is conventionally called the process of MFTP system self-organization.
This is most characteristic of processed materials, traditional in the aircraft industry. For example, for titanium aircraft alloys, the subsequent welding of aircraft parts due to the presence of oxide films on surfaces treated with cutting edge processing using lubricating and cooling fluids (LCF) leads to pore formation in the welds. The regulation requires the identification and elimination of pores. This is done by using an X-ray examination of all welds, opening (with rolling cutters or other tools) the sections of the seams on which pores are detected, re-welding the parts in the opened areas, repeated X-ray examination, polishing the seam welded sections, and so on until the pores are completely removed and the required surface quality (by roughness) is ensured. It is long and expensive. For processing stainless steels for aviation purposes, for example, steel grade 12X18H10T, oxide films on the treated surface are not needed, their presence is regulated. This steel has high corrosion resistance in a number of liquid media, is resistant to intergranular corrosion after welding heating, is relatively little brittle as a result of prolonged exposure to high temperatures, and can be used as a heat-resistant material at temperatures of ~600 ℃. It is highly plastic in cold conditions. Welded seams of structures operating in contact with aggressive liquids must, above all, be resistant to intergranular corrosion.
It must be remembered that when turning titanium alloys, LCFs with a high cooling effect are required. When milling, LCFs with high lubricating properties combined with a low cooling effect are needed.
The results are obtained using experimental studies and simulation. For simulation modeling, the DEFORM software environment was used. It has been established that it is sufficient to obtain output predictive results for the “temperature in the cutting area”, “stress in the tool material”, “stress in the descending chips”, “tool wear” parameters. They adequately characterize the complex stressed state of all the MFTP system structures. The transition from these parameters to the predictive design of the output parameters was carried out by measuring the cutting force during natural cutting.
The essence of the methodological approach is based on the simulation modeling use as a research method for multivariate design. The used software environment DEFORM is based on the finite element method. Simplifications and limitations are accepted for simulation. A flat orthogonal free cutting scheme is considered. It simulated the process of introducing a prismatic cutting wedge (of the tool) into the workpiece material. The cutting wedge was taken as a solid body, fully corresponding to the shape and geometry of a typical replaceable carbide insert. The following were accepted as limitations: tool material destruction is unacceptable due to the fragile mechanism; plastic deformation of the coating and tool substrate is unacceptable due to excessive temperatures in the cutting area. It has been established that for simulation it is sufficient to introduce the following input parameters and conditions: physical and mechanical characteristics of the material being processed and the cutting tool. It has been established that it is sufficient to use the following parameters as the output parameters of the forecast: “temperature in the cutting area”, “stress in the tool material”, “tool wear”. These characterize the workpiece material and the cutting tool complex stressed state. It has been established that the ratio of the considered parameters differs significantly for different tools, but the trend of their change is similar in all cases. The transition from these parameters to predictive design was carried out by measuring the cutting force during natural cutting.
The DEFORM environment has been improved based on the fact that it was considered impossible to use traditional models that describe the cutting process features. In particular, it is accepted that the application of the Ammonton-Coulomb and Siebel's laws is unacceptable due to the fact that the friction conditions on the contact surfaces are continuously changing. To assess the complex stressed state of the workpiece and tool materials, a different approach was used (as the development of the DEFORM software environment). Its essence is as follows. The uncertainty of the regularities of the processes on the tool contact surfaces is not known in advance (i.e., before the simulation starts). Therefore, it can be assumed that in any of the possible variants of the processes, this will affect the cutting force magnitude. The smaller it is, the more favorable these processes are, the longer tool life can be expected from a tool that provided a lower cutting force. And vice versa. Accordingly, as a simulation design concept, it is accepted that the cutting force magnitude is a criterion by which it is possible to design the process for the given tool operating conditions.
The values of the cutting force components were used to calculate the stresses in the chips and in the tool material according to Professor S.I. Petrushin's dependence [eight].
During the study, simulation modeling predicted the cutting force expected value. An experimental verification of this value was carried out, and the predicted value was confirmed. As an example, Fig. 1 shows the values of the cutting force components when turning steel grade 12Kh18N10T with a carbide tool grade VK8: cutting speed is 50 m/min, depth of cut is 1 mm, feed is 0.21 mm/rev of the workpiece.

Ranges of change in the values of the longitudinal Fx, radial Fy and vertical Fz cutting force components.
Measurement of the cutting force components was carried out on a special turning stand, Fig. 2.

Turning stand (a) for conducting research on cutting forces and an example of displaying the cutting force components on a monitor (b).
Knowledge of the actual and predicted values of the cutting forces components made it possible to proceed to the determination of stresses as follows. It was believed that it is possible to move from the cutting force to the stress values by the dependence [8] of the stresses in the tool material on the cutting force components. Under the equivalent stresses in the tool material, we understood the value:
where σz max – calculated maximum stresses on the cutting wedge front surface; σy max – calculated maximum stresses on the cutting wedge rear surface.
The relationship between the cutting force components Pz and Py with stresses is expressed by the dependence:
where Py – radial component of cutting force, Pz – main cutting force component, α – main rear angle, γ – front angle, r и Θ – polar coordinates in the main secant cutting plane.
This made it possible not only to determine the acting stresses, but also to construct stress fields in the chip, tool, and workpiece material.
In the case of a coated cutting tool, the stresses acting in the coating can be represented as the sum of stresses arising during machining, thermal stresses resulting from uneven temperature distribution, residual stresses and stresses resulting from tool base creep:
where σ1 – stresses arising during the cutting process, Pa; σtherm – thermal stresses, Pa; σres – residual stresses, Pa; σcr – creep stresses, Pa.
Each of the terms acts on the coating and the base independently of the others. The tool base and the coating layer equilibrium condition can be written as:
where N0 - normal force acting on the tool base; N1 - normal force acting on the coating;
Then the Eq. (4) can be written in terms of normal stresses in the form:
where h0 – tool base thickness; h1 – coating thickness, and h0 >> h1.
The simplest ways to achieve the goal of the study were considered to be the use of tool material coatings and LSF use. The conducted studies showed that the use of a coating (Ti+TiCN+(TiZrNb)N) on a VK8 grade carbide base reduced the maximum values of the cutting force components from 630 N to 400 N. This is a 1.6-fold decrease. Further studies have shown a corresponding increase in tool life and the machined surface quality (in terms of surface roughness and microhardness of the part surface layer).
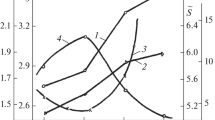
Surface roughness was used as a criterion for comparing the chip formation process stability. To measure the roughness, a portable roughness control device model TR200 with a stand model TA-620 was used. Six roughness parameters were studied: the generally accepted, but uninformative Ra and Rz, additional Rq, Rt, Rp, R3z, characterizing the treated surface microrelief special properties (according to the international standard ISO 4287). For the case of turning steel 12X18H10T (cutting speed was 50 m/min, feed was 0.21 mm/rev. of the workpiece, cutting depth was 1 mm, VK8 tool) this is shown in Table 1.
Six roughness parameters were studied: generally accepted Ra and Rz, additional Rq, Rt, Rp, R3z, characterizing the treated surface microrelief special properties.
From the table follows:
-
a)
in all cases, B1/B2 parameter is greater than one. This means that the roughness parameters are higher for unstable chip formation than for stable chip formation. Therefore, it is necessary to take measures to ensure stable chip formation;
-
b)
generally accepted Ra and Rz parameters are not the most indicative in assessing the surface quality by roughness. B1/B2 ratio has the maximum values for parameters Rp and R3z, which are respectively equal to 1.47 and 1.69. These parameters characterize the surface specularity level.
The second studied characteristic of the machined surface quality is the surface layer microhardness of the machined surface of the part. The revealed change in microhardness along the hardened layer depth does not contradict the prevailing ideas. The obtained character of the microhardness change is consistent with the diagrams of normal compressive stresses in the material of the part. The use of coatings reduces the cutting force, which, accordingly, reduces stresses in the material of the part and is expressed in a microhardness decrease in comparison with cutting with an uncoated tool. Among the considered coating options, the most rational coating is a nanostructured multilayer Ti+TiCN+(TiZrNb)N coating containing a 1–2 μm thick layer of titanium based on VK8, then containing a 2–3 μm thick layer of titanium carbonitride and at the top a 3 μm thick layer of a titanium nitride coating with zirconium and niobium. This confirmed the possibility of controlling microhardness through the use of different coatings. Among other things, this makes it possible to optimize the required microhardness by appropriate selection (modeling) of the coating design and composition, which provides the most rational coefficient of friction on the tool contact surfaces with chips and with products formed between them during the cutting process. These products can be of natural origin (growth) and dissipative-structural origin (presence of LCFs, LCF composition, etc.).
It follows from Table 1 that for all developed tools B1/B2 ratio is always greater than one and reaches a value of 1.69, i.e. the roughness parameters in this case decreased by 59%. These data confirm the dependence of roughness on the chip formation process stability, i.e. on the MFTP system ability to independently change its state to provide the most favorable conditions due to self-organization of dissipative structures of contact-friction interaction and the creep plane position stabilization.
The confirmation of self-organization of dissipative structures was made by identifying (with the assistance of Kim V.A.) areas with continuous and island outgrowths on the cutting tool front surface. Explanations and descriptions of these types of outgrowths are given in [4, 9,10,11,12]. An example of such outgrowths is shown in Fig. 3 for the case of using the R6M5 cutting tool, during the operation of which the outgrowths themselves and their type are most easily detected.
In Fig. 3 (a, b), obtained with an electron microscope, light areas are revealed due to their high electrostatic charge. These are the areas with stable adsorption films and an amorphous phase. They possess high dielectric properties. The dark areas are microaggregations of descending chips that are damped on the tool. Their texture and the orderliness of this structure are due to temperature-force and adhesion phenomena.
On the whole, the results obtained are similar to those given in [13,14,15,16,17,18,19,20], but they significantly develop them.

Outgrowths (a - island type; b - solid type) formed on the cutter front surface, made of high-speed steel grade R6M5, when turning steel 12X18H10T (photographs are taken from the work [1] of Kim V.A.).
4 Results
The authors of the article additionally investigated a number of parameters related to the control of dissipative structures through the use of coatings and LCFs. As a result, the following was established.
-
1.
The use of coating on the instrument is significantly (1.4 times) effective in the MFTP system stable state and little (1.2 times) effective in a chaotic state. Changing the MFTP system state from stable to chaotic has little effect for a coated instrument and is significantly different for a coated instrument. When working with a high-speed tool R6M5, the influence of LCF is most noticeable.
-
2.
The machined surface roughness is a sensitive parameter both for the case of applying the coating and for the case of using LCF. In the chaotic state of the MFTP system, the change in roughness is even more significant.
-
3.
The microhardness of the part treated surface clearly responds to the use of coatings and LCFs. In the chaotic state of the MFTP system, the change in microhardness is even more significant.
-
4.
The total count (number) of acoustic emission signals emitted by the cutting area is sensitive both to the use of a tool coating and to the LCF use. With a chaotic state of the technological cutting system, this manifests itself even more significantly.
-
5.
The developed integrated approach to managing the technological cutting system state has reasonably proved its viability when using the selected input and output MFTP system parameters by ensuring a stable state of dissipative systems on the example of applying a coating on a tool and using LCF.
5 Conclusions
The proposed approach and the results obtained showed the possibility of controlling the processes of self-organization of dissipative structures in the MFTP system in order to provide the required values of the cutting system output parameters. The simplest ways of such a provision are proposed: the use of coatings on tool materials and LCFs use.
The scientific novelty of the results presented in the article is as follows:
-
1.
Regularities of contact interaction were established with the simultaneous use of a coated tool and LCF, which consists in a special stress-strain state of the tool contact layers and the material being processed, and provides a significant reduction in their interaction during cutting.
-
2.
The conditions for the formation of secondary structures on the tool contact surfaces, which provide an increase in its durability, are revealed.
This stage of the work made it possible to identify the criteria that must be set as input in simulation modeling (design). The number of such parameters should be minimized. The number of exit criteria was also minimized. It was important to determine the expected tool life of the designed tool. It was identified with the conditional wear value of the designed tool for a given period of its operation. To understand the wear values obtained during the design, it was important to have as output criteria those that characterize the simulated cutting process. They adopted “temperature in the cutting area”, “stress in the tool material”, “tool material deformation”, “stress in the chip”, “chip deformation”, “deformation rate of the tool material and chips”.
In this work, we assumed that the friction models are unknown. Therefore, it is impossible to consider it possible to use certain models, including the Ammonton-Coulomb and Siebel's laws. Therefore, to assess the tool material complex stress state, a different approach was used (as the development of the DEFORM software environment). Its essence is as follows. The uncertainty of the patterns of the processes on the tool contact surfaces is unknown in advance (i.e., before simulation starts), then we have the right to assume that in any of the possible variants of the processes, this will affect the cutting force magnitude. The smaller it is, the more favorable these processes are, the longer tool life can be expected from a tool with such a coating that provided a lower cutting force. And vice versa. Accordingly, it is accepted that the cutting force magnitude is a criterion by which it is possible to simulate the necessary parameters for the given tool operating conditions.
The practical significance of the results obtained lies in the fact that the criteria for the cutting system output parameters have been developed to ensure the stabilization of the MFTP system state, recommendations have been developed to ensure the quality (roughness, microhardness) of the machined surface of the part, the role of tool coatings in ensuring the MFTP system self-organization has been demonstrated, and an increase in the durability period of metal-cutting tools has been ensured. This is achieved by ensuring the stabilization of the cutting process dissipative structures on the example of turning hard-to-cut materials and simple construction materials.
References
Kim, V.A., Yakubov, C.: Dissipative structure of contact-friction interaction during metal cutting. J. Bull. IrSTU 22(12), 35–45 (2018)
Vorontsov, A.L., Sultanzade, N.M., Albagachiev, A.: Development of a new theory of cutting. 1 Introduction. J. Bull. Mech. Eng. 1, 57–67 (2008)
Zakorotny, V.L., Fan, D.T., Bykador, V.S.: Self-organization and bifurcation of a dynamic metal cutting system. J. News Higher Educ. Inst. Appl. Nnonequilibrium Dyn. 22(3), 26–39 (2014)
Kim, V.A.: Self-organization in the processes of hardening, friction and wear of cutting tools. Dalnauka, Vladivostok, pp. 1–203 (2001)
Kim, V.A., Yakubov, F.Ya., Skhirtladze, A.G.: Mesomechanics of contact interaction processes during friction and metal cutting. LLC Thin science-intensive technologies, Stary Oskol, pp. 1–244 (2017)
Migranov, M., Shuster, L.: Features of thermodynamic processes on the contact surfaces of the cutting tool. J. Proc. Samara Center Russ. Acad. Sci. 13(4–3), 1126–1129 (2011)
Ivanova, V.S., Balankin, A.S., Yunin, I.Zh., Oxogoev, A.A.: Synergetics and fractals in materials science. Nauka, Moscow, pp. 1–383
Pertushin, S.I., Proskokov, A.V.: Chip formation with a developed plastic deformation area when cutting materials. J. Bull. Tomsk Polytech. Univ. 314(2), 57–62 (2009)
Kim VA, Otryaskina TA, Samar EV (2013) Deformation-structural analysis of the metal cutting process. J. Bull. UGATU 17(8(61)), 10–15
Kim, V.A., Mokritsky, B., Samar, E.V., Yakubov, C.: Management of tribotechnical processes of contact interaction. J. Metalloobrabotka 3(99), 2–9 (2017)
Kim, V.A., Samar, E.V., Yakubov, C.: Mathematical modeling of chip formation during turning of titanium alloy. J. Technol. Mech. Eng. 12, 42–48 (2017)
Kim, V.A., Mokritsky, B.Ya., Samar, E.V., Yakubov, Ch.F.: Adhesive processes of contact interaction when cutting materials. J. Sci. Not. Komsomolsk-on-Amur State Technical Univ. Sci. Nat. Technol. I-1(33), 66–75 (2018)
Kim, V.A., Yakubov, C., Shchelkunov, E.B., Samar, E.V.: Investigation of adhesive-active surface structures in high-speed steel R6M5. J. Fact. Lab. Diagn. Mat. 84(12), 40–44 (2018)
Kim, V.A., Yakubov, C., Samar, E.V., Belova, I.V.: Influence of STS on deformation processes of formation of surface structures during cutting. J. Metalworking 6(114), 3–10 (2019)
Kim, V.A., Shchelkunov, E.B., Samar, E.V., Yakubov, C.: Mathematical modeling of deformation-dynamic processes of metal cutting. J. Technologia mashinostroeniya 6, 50–57 (2019)
Mokritskiy, B., Sitamov, E.S.: Simulation modeling of the turning process. J. Bull. Mech. Eng. 2, 77–81 (2021). https://doi.org/10.36652/0042-4633-2021-2-77-81
Fox-Rabinovich, G.S., et al.: Charakteristic features of alloying HSS – based deformed compound powder materials with consideratioin for tool self – organization at cutting. J. Wear 206, 214 (1997)
Colding, B.: War characteristics of coated carbide. J Int. Cutt. Tool Bay Sandviken, Lecture 11980(5), 1 (1969)
Horlin, H.A.: TiC coated cemented carbides - their introduction and impact on metal cutting. J. Prod. Eng. 50(4,5), 153–159 (1971). https://doi.org/10.1049/tpe:19710023
Lin, Z., Wang, L., Zhan, J., Mao, H.K., Zhao, Y.: Nanocrustalline tungsten carbide: As incompressible as diamond. J. Appl. Phys. Lett. 95, 211906 (2009)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Mokriskij, B.Y., Morozova, A.V. (2023). Controlling the Parameters of the Cutting Technological System by the Dissipative Structures State. In: Radionov, A.A., Gasiyarov, V.R. (eds) Proceedings of the 8th International Conference on Industrial Engineering. ICIE 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-14125-6_91
Download citation
DOI: https://doi.org/10.1007/978-3-031-14125-6_91
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-14124-9
Online ISBN: 978-3-031-14125-6
eBook Packages: EngineeringEngineering (R0)