
Abstract
The in situ production of concrete building components with Additive Manufacturing (AM) provides new possibilities in design and function. Current deployable solutions are often stationary gantry systems, which need to increase in size with the constructed object. This research aims to address this issue by using mobile robotic systems for in situ AM instead, which can manufacture structures that exceed their static work range. However, where stationary AM systems inherently exhibit a high level of accuracy, mobile AM systems must be context-aware through onboard sensing and therefore pose a significant research challenge in their deployment and operation. A case study is performed with a mobile AM system using a print-drive-print approach for the sequential fabrication of a 1:1 scale clay formwork of a bespoke, reinforced, and lightweight-concrete column, on which this paper presents first results. A two-tiered system is applied and validated, with initial global localization through 2D SLAM, and a second refinement relative to the work piece through a 2D scanner fitted at the end-effector.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Additive manufacturing
- Extrusion 3D printing
- Clay formwork
- Mobile robotics
- Architecture and digital fabrication
1 Introduction
This paper presents the initial findings of an experimental study designed to explore the capabilities of a mobile robot for extrusion 3D printing of a clay formwork for bespoke building components, by using a sequential print-drive-print approach. We present a newly developed collaborative mobile robot that serves as a research platform to study various architectural applications and bring AM to the construction site (Fig. 1). The accuracy and repeatability of a two-tier navigation and localization system is demonstrated and validated by the AM of a column formwork from multiple locations, where the mobile robot is navigated around a pre-fabricated reinforcement. The mobile robot prints and drives in an alternating fashion; After a segment is manufactured, the robot is navigated to a new location to manufacture the successive segment, the diagram of this alternating building sequence is shown in Fig. 2.
With this experiment, we aim to validate that the mobile robot can additively manufacture a component formwork with sufficient accuracy despite the production from several subsequent robot locations over numerous navigation- and localization maneuvers.

A 9-axis mobile construction platform equipped with a clay extrusion end-effector and two-tier localization system comprising A) a Laser Range Finder on the base for rough localization via 2D SLAM in global world frame, and B), a 2D Profile Laser Scanner on the end-effector for refined localization through recordings of the work piece.

Building sequence for the column formwork printing
2 State of the Art
The use of mobile systems for AM is currently being explored in several contexts, with various scales in application. This ranges from small robots that scale the structure under construction [1] to larger, mobile cranes [2]. Some concepts have highlighted the unbounded workspace of such systems through their mobility, where the feasibility of the system is reliant on sensing systems that can maintain a high level of accuracy [3, 4]. The potential of these systems is further explored for cooperative operation with the aim to increase the scale of printed objects, while increasing the effectiveness and reducing the construction time through parallelization.
The combination of AM techniques with other fabrication strategies allows for expanding its application space. For example, due to the form-freedom of concrete in its liquid form, a combination of additive manufacturing and casting is a viable solution to obtain novel geometries and add structural requirements. Where concrete extrusion and casting was explored in the creation of several artistic columns [5], combinations of different materials for casting and extrusion have shown promising results [6,7,8]. Main challenges of this include the stability of the structure during printing, which is amplified by the complexity of the shape, and the hydrostatic pressure applied to the structure by the casting material. The design of the material is therefore highly important, which has been highlighted in the various developments of set on demand concrete mixtures [9, 10].
3 Method
3.1 Design Principles and Mobile Manufacturing Process
A column is designed such that its formwork is manufactured of several discrete polygonal segments using clay extrusion with a mobile robotic system. After a set of segments is completed, initially six segments, then every 3 segments, a layer of lightweight concrete can be cast. The formwork geometry is constructed around a reinforcement cage, which illustrates the potential for construction of custom complex reinforced concrete building components using mobile AM methods, as depicted in Fig. 3.

AM sequence, displaying the initial printing poses 1–6, and the last poses, 30–32.
The column has a wide base, narrowing to a reduction of the cross section to 60% of its size at 1.5 m height, before flaring outward and reaching a total height of 2 m. Within this experiment, a single robotic system is used to construct the building component, while the segmented nature of the structure reinforces the concept to be expanded towards using multiple robots cooperatively constructing a single object in the future.
3.2 Casting Process
The clay mold is built both horizontally and vertically from several hexagonally shaped segments (see Sect. 3.1). When casting concrete into the 3D-printed mold of clay, it is crucial to limit the pressure applied on the fresh mold. Due to its low density, lightweight concrete is particularly suitable for this application. In this experiment, the column is cast in sections upwards as the formwork is printed, to reduce the hydrostatic pressure on the formwork and fixate the geometry, while it would benefit the interlayer bond to cast concrete into the formwork at once. Contradicting requirements exist on the material regarding form-filling, compaction, hydrostatic pressure, and load-bearing behavior during casting. For a fluid material, little compaction energy is required while good form filling behavior is achieved. However, a high hydrostatic pressure acts on the mold as the material cannot bear its own weight, which could lead to the collapse of the mold. In contrast, stiff materials have a limited form filling capacity, but can support large casting heights. The setting time determined with VICAT starts at approx. 4 h and ends at 5 h, with the objective that the open time is longer than the time for printing the next set of segments, so that the formation of cold joints can be reduced. The structural build-up in the fresh concrete before setting fixates the formwork allowing fabrication of subsequent segments. Pre-investigations showed no collapse of the clay mold, but insufficient form filling and a slight deformation due to compaction energy applied. For the column, the mix design shown in Table 1 is applied. The thixotropy enhancing agent is used to enhance both, form filling and green strength at rest.
3.3 Navigation, Localization, and Positioning
The mobile robot is equipped with 2-tier localization system (see Fig. 4, left), its first tier being a 3D LiDAR, which allows for mapping of the environment and a rough estimation of the global robot pose in the world frame (with ±5 cm and ±3° estimated accuracy), in this case done by fusing the LiDAR in 2D with the wheel odometry. The base motion planning is based on a planar, wheeled omnidirectional model. The accuracy with which the base navigation system brings the robot to the desired position only needs to be sufficient for the robot to carry out the laser scan at approximately the right location for the refined localization, i.e., the second tier of the system. Refined robot localization is achieved by fitting two point clouds captured with a 2D laser scanner (Keyence LJ-V8200) mounted on the end-effector. Before changing location, the robot scans a segment of the work piece. After navigating to a new position, the robot scans the same segment, which is then aligned with the previous scan and thus used to estimate the robot’s new pose relative to the work object. This refined localization must be in the sub-centimeter range, to align the segments with extruded strands of approximately 7 mm in width.

Diagrams depicting the two-tier mobile AM localization system (left), and a visualization of the robot’s mapping and navigation environment.
4 Case Study and Initial Results
First experiments were conducted to validate the functionality of the approach for component-based localization. For this purpose, a column section was printed and measured with the presented robot. The end effector scanner was moved in a zigzag pattern over the printed component. Afterwards, the movement of the robot was simulated by moving the printed component. After scanning the same path again, the ICP algorithm provides the position correction values shown in Table 2. For verification, the displacement was measured using a 3DoF Faro Laser Tracker Vantage and three targets. Since the external measurement, and the approach used via the ICP provide the same offset values, this method could further be used to localize the robot in the subsequent printing process of large-scale components from several robot locations and validated accordingly (Fig. 5).
For the initial position, the relative localization was executed by manual point-measuring and alignment with known points situated on the work object’s base, which additionally allowed to construct a transformation between the robot map and the architectural design environment. After initial manual alignment, the final layer of each segment was scanned for further automatic alignment using the profile laser as described above; this concept could be validated on 2 printed segments.

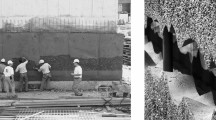
Clay extrusion of segment 1 (right) and 2 (left)
5 Conclusion and Further Research
The presented case study provides a novel method of constructing complex geometries using a mobile AM system, which are to be extended to the use of multiple robotic systems to provide scalability in terms of both size and efficiency. This can be explored for both cooperative as collaborative cases, either with the system performing the same process or providing extended capabilities with other materials or processes.
With regards to localization and a print-drive-print approach, further development into real-time data recognition will be conducted. Capturing 2D-profile scans with the attached scanner during the production process will not only provide as-built data of the printed component but will also enable reacting to material deformation through print path adjustment. In the future, this should also allow for printing-while-moving maneuvers, i.e., repositioning of the robot’s base during the printing process.
The effect of lightweight aggregates on the interaction between clay and concrete will be considered in more detail in subsequent studies to verify internal curing of the concrete through release of previously absorbed water by the lightweight aggregates. Additional investigations are planned on the interaction between clay and concrete with regards to the surface quality. This involves studies of the distribution of water across the cross-section of the casted concrete. Finally, further material development for mitigating hydrostatic pressure while maintaining good surface quality are targeted.
References
“Minibuilders.” http://robots.iaac.net/ Accessed 2 Aug 2017
Keating, S.J., Leland, J.C., Cai, L., Oxman, N.: Toward site-specific and self-sufficient robotic fabrication on architectural scales. Sci. Robot. 2(5), 15 (2017). https://doi.org/10.1126/scirobotics.aam8986
Sustarevas, J., Benjamin Tan, K.X., Gerber, D., Stuart-Smith, R., Pawar, V.M.: YouWasps: Towards Autonomous Multi-Robot Mobile Deposition for Construction. In: IEEE International Conference Intelligent Robots Systems, pp. 2320–2327 (2019) https://doi.org/10.1109/IROS40897.2019.8967766
Zhang, X., et al.: Large-scale 3D printing by a team of mobile robots. Autom. Constr. 95(August), 98–106 (2018). https://doi.org/10.1016/j.autcon.2018.08.004
Anton, A., et al.: Concrete choreography. Fabr. 2020, 286–293 (2020). https://doi.org/10.2307/J.CTV13XPSVW.41
Burger, J., et al.: Design and fabrication of a non-standard, structural concrete column using eggshell: ultra-thin, 3D printed formwork. In: Bos, F.P., Lucas, S.S., Wolfs, R.J.M., Salet, T.A.M. (eds.) DC 2020. RB, vol. 28, pp. 1104–1115. Springer, Cham (2020). https://doi.org/10.1007/978-3-030-49916-7_105
Wang, S., Conti, Z.X., Raspall, F.: Optimization of Clay Mould for Concrete Casting Using Design of Experiments (2019)
Bruce, M., Clune, G., Xie, R., Mozaffari, S., Adel, A.: Cocoon-3D Printed Clay Formwork for Concrete Casting (forthcoming) (2022)
Szabo, A., Reiter, L., Lloret-Fritschi, E., Gramazio, F., Kohler, M., Flatt, R.J.: Processing of set on demand solutions for digital fabrication in architecture. In: Mechtcherine, V., Khayat, K., Secrieru, E. (eds.) RheoCon/SCC -2019. RB, vol. 23, pp. 440–447. Springer, Cham (2020). https://doi.org/10.1007/978-3-030-22566-7_51
Lloret-Fritschi, E., et al. Challenges of real-scale production with smart dynamic casting. In: Challenges of Real-Scale Production with Smart Dynamic Casting, pp. 299–310 (2019)
Acknowledgments
This work has been executed within projects A03, B04, and B05 of the collaborative research center TRR277 – Additive Manufacturing in Construction (AMC) as funded by the German Research Foundation (DFG) - Project number 414265976 - TRR 277.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Dielemans, G. et al. (2022). Mobile Additive Manufacturing: A Case Study of Clay Formwork for Bespoke in Situ Concrete Construction. In: Buswell, R., Blanco, A., Cavalaro, S., Kinnell, P. (eds) Third RILEM International Conference on Concrete and Digital Fabrication. DC 2022. RILEM Bookseries, vol 37. Springer, Cham. https://doi.org/10.1007/978-3-031-06116-5_3
Download citation
DOI: https://doi.org/10.1007/978-3-031-06116-5_3
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-06115-8
Online ISBN: 978-3-031-06116-5
eBook Packages: EngineeringEngineering (R0)