
Abstract
Tube hydroforming (THF) is often used to manufacture complex parts from tubular blanks. Compared with welding and casting, it has more advantages such as less processing, lighter weight, improved mechanical properties. Many industrial sectors such as bicycles, automobiles, aeroplanes, oil and gas industries have parts made using this technology. In tube metal forming, the distribution of thickness and thinning rate influence the quality of the product, which determine by many input parameters such as process parameters, die cavity, tubular material, and shaping methods. However, the thinning phenomena in THF are much more severe than in other shaping processes because of the shaping characteristics. By finite element method (FEM), this paper focuses to resolve the relationship between the degree of thickness deformation and input process parameters, including internal fluid pressure, axial displacement, and coefficient of friction in this technology when T-shape fitting was hydroformed. The chosen product shape uses in many engineering applications. The study results are demonstrated in diagrams; they may be applied in the design of products, calculation, and control of input process parameters in industrial manufacturing.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
THF is used to shape parts from tube blanks for both integrated and simple branch shapes. Accordingly, the high-pressure liquid acts on the tube wall to create detailed shapes. Cited [1,2,3,4] outstanding advantages of THF include lightweight, uniform wall thickness, lower tool cost, enhanced strength and stiffness of the structure, decreased secondary operations, improved accuracy of dimension, fewer scrap rates.
The FEM has become a well-known property of tubular metal shaping technology. The goal of FEM is to replace expensive and complex experiments with fast, low-cost computer simulations [2, 5,6,7]. Analysis of simulation results will help to have a clearer view of the material flow, deformation mechanism, failure prediction of the part after forming [8].
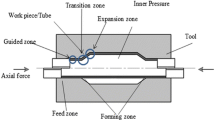
In THF, the product is strongly thinned at the expansion zone because it has a period of swelling under the action of a high-pressure liquid that forms and fills the concave corners of the mould (Fig. 1). Therefore, the thinning rates at the guiding zone, transition zone, and expansion zone on the product are different. About this thinning, there have been many researchers mentioned as in the references [9,10,11]. However, the material thickness distribution on hydraulic shaped tube products and the degree of thickness deformation has not explicitly been mentioned. Meanwhile, these are central problems that producers often face in developing thin-tube products.

Deformation zones in THF.
The study was carried out to establish the graphs of the degree of material thickness deformation distribution according to the input parameters, including internal fluid pressure, coefficient of friction and displacement velocity of the axial punch, when the tubular blank was hydroformed for a featured type of geometry, in particular T-shaped fitting shown in Fig. 1 by using numerical simulation. The geometric shape of the T-shaped component was chosen for the study as it is one of the most common features of the hydroformed tube product. This component is used at the beginning phases of parts, tools and process design. It is also interesting because it is perhaps the most specific part regarding the axial asymmetric extension that characterizes many of the most well-founded designed geometries.
2 Materials and Methods
Numerical simulations are performed using the same conditions set up in the experimental test for a T-shaped component with the mechanical properties of the material and parameters as shown in Table 1, Table 2 and Fig. 2. Figure 3 shows the modelling of a T-shaped component.

Tubular blank and T-shaped part parameters.
Simulation is performed with different boundary conditions, constraints and loads. They are calculated using theoretical equations to analyze the influence of process parameters such as hydraulic pressure, axial punching velocity and contact friction on the THF. An important parameter that determines product quality is liquid pressure. Internal fluid pressure to initiate yield strain (Pi)y and maximum internal fluid pressure during forming is determined to help the forming process achieve good results for THF of more complex parts, where axial feed is applied [13, 15]. Applied liquid pressure reaches the maximum at 100 atm as conducted in the experiments.

Geometry model used in numerical simulation.
The geometry of upper die, lower die, left punch, right punch, counterpunch, and tubular blank were modelled to be consistent with the experimental Model components include: upper die, lower die, tubular blank, counterpunch, left and right punch (Fig. 3). During the plastic deformation of metals, shear friction models are often used to describe friction between workpieces and tools [8]. The coefficient of friction in cold stamping is selected according to the entire film lubrication μ < 0.03 and the mixed layer lubrication 0.03 < μ < 0.1 [2, 8, 14]. The applied velocity boundary condition is safer than using the displacement boundary condition to prevent erroneous inertia stress from occurring in the simulation. As a general rule, which is borrowed from sheet metal forming simulation, the speeds of tool components such as axial punches should be kept below 10–15 mm/s to minimize stress deflection [15] (Fig. 4).

Five survey locations for degree of deformation of wall thickness of T-shaped component.
In manufacturing, the distribution of wall thickness and maximum thinness significantly affect the quality of the product during the THF process. To investigate the wall thickness distribution of components, a part of particular selected dimensions has an initial tubular blank thickness of t0 = 1.2 mm, required branch height of HB = 0.5D0 = 11.11 mm. The T-tube part has a symmetrical cross-section about the vertical axis, so the study determined the degree of thickness deformation at 5 positions numbered from 1 to 5, as shown in Fig. 3. Locations measured 1 and 2 respectively for the measuring points in the guiding and transition zones. In the expansion zone, there are three measured points, which are points 3, 4 and 5, corresponding to the measuring points in the branch wall area, the branch apex corner area and at the top of the branch. The degree of wall thickness deformation is determined by Eq. (1).
where ti – the thickness value at each measuring point on the T-shaped component (mm).
3 Results and Discussion
3.1 Effect of Internal Liquid Pressure

The degree of thickness deformation with different internal pressures.
Figure 5 shows the comparison of the degree of thickness deformation of the part at the height of the branch HB = 0.5D0 = 11.11 mm, with the simulation parameters including the tube with the initial length of 120 mm, the thickness of the initial tube t0 = 1.2 mm, Re = 7 mm, internal fluid pressure pi = constant, axial punch displacement velocity v = 1 mm/s, coefficient of friction μ = 0.05. The graph showed minimal wall thinness at the top branch; the maximum degree of thinning was between 10% and 15.83%. While it was maximum in the guiding zone, the maximum degree of thickness deformation was between 70% to 76.67%. And the transition zone, the maximum degree of thickness deformation was between 81.67% and 94.17%. In both hoop and longitudinal directions, the overall thickness variation from the FEA simulations showed that the trend of material flow into the die cavity was reasonable during the forming process. In the branch area, the degree of thinning occurred as expected, and in the temperate areas, so did the degree of thickening.
A combination of the internal fluid pressure factor ranges from 80 atm to 100 atm (Fig. 5) was selected for preparatory simulations to determine the pressure curve applied for all subsequently studied simulations. The combination of L0 = 120 mm, Re = 7 mm, Db = 0.5D0 and HB = 0.5D0 was chosen as representative of the whole combination. Figure 6 shows the pressure curve applied for all of the simulations.

Pressure curve applied in the simulations.
3.2 Effect of Friction
Simulations were conducted with different coefficient values of friction ranging from a minimum value of μ = 0.00 to a maximum value of μ = 0.08, and the effects on part thickness change were studied as shown in Fig. 7. The simulation results show that there was a significant effect of friction on the thickness variation of the part. It was observed that higher friction values increase the chances of wall material thinning at the branch top; the maximum degree of thinning was about 6.67%. And increase the chance of material thickening of the transition zone; the maximum degree of thickening was about 75.83%. A trade-off is therefore required to select the proper lubrication condition so that the final wall thickness can be roughly uniform throughout the highly stretched areas of the component.

The degree of thickness deformation with different friction coefficient.
3.3 Effect of Axial Punch Displacement Velocity
Different values of axial punch displacement velocity are simulated in the range from a minimum value of v = 1.1 mm/s to a maximum value of v = 2.0 mm/s. The effects on component thickness change were studied as shown in Fig. 8. The simulation results show that there was little effect of different axial punch displacement velocities on the 7thickness variation of the component. Higher values of different axial punch displacement velocities increase the chances of wall thickening at the branch top; the maximum degree of thickness deformation was about 4.17%. And transition zone, the maximum degree of thickening of which was about 81.67%. Although the axial punch displacement velocity has little effect, a trade-off is also required to select the appropriate velocity boundary conditions so that the final degree of wall thickening deformation can be nearly uniform across highly stretched regions of the component.

The degree of thickness deformation with different axial punch displacement velocity.
The response of interest, the thickness of the T-shaped component with the branch height HB = 0.5D0, was recorded from the simulation results the influence of the critical parameters during the THF simulation process. The thinning at the top of the branch is checked to ensure that the established branch was not in the practically accepted failure range; thinning rate of less than 25% is considered successful.
4 Conclusion
Research results by numerical simulation show that the distribution of wall material thickness is demonstrated to be nonuniform at the survey sites. The large thinned part wall area is at the tip of the branch, and the thickened area is located in the radius of the die (the transition area). Important parameters affecting the quality of the formed product were examined through the analysis of the distribution of wall thickness of the tube product after the THF. Specifically, the adjustment of process parameters is internal pressure, axial feed, lubrication, and counterforce is an important task to achieve the designed branch height without defects and proper material wall thickness distribution.
The research results can be effectively applied to the design of many different protrusion shapes, calculation and optimal analysis of input parameters in actual industrial production.
References
Pham, V.N.: Hydrostatic Forming Technology, 1st edn. Bach Khoa Publishing House (2007)
Koç, M.: Hydroforming for Advanced Manufacturing, 1st edn. Woodhead Publishing Limited (2008)
Singh, H.: Fundamentals of Hydroforming, 1st edn. The Society of Manufacturing Engineers (2003)
Bell, C., Corney, J., Zuelli, N., Savings, D.: A state of the art review of hydroforming technology: its applications, research areas, history, and future in manufacturing. Int. J. Mater. Form. 13(5), 789–828 (2020)
Valberg, H.S.: FEA of forging. In: Applied Metal Forming: Including FEM Analysis, pp. 285–319. Cambridge University Press, Cambridge (2010)
Abbassi, F., Ahmad, F., Gulzar, S., Belhadj, T., Karrech, A., Choi, H.S.: Design of T-shaped tube hydroforming using finite element and artificial neural network modeling. J. Mech. Sci. Technol. 34, 1129–1138 (2020). https://doi.org/10.1007/s12206-020-0214-4
Pandey, A.K., Walunj, B.S., Datea, P.P.: simulation based approach for light weighting of transmission components using tube hydroforming. Procedia Manuf. 15, 915–922 (2018). https://doi.org/10.1016/j.promfg.2018.07.405
Nielsen, C.V., Martins, P.A.F.: Metal Forming: Formability, Simulation, and Tool Design. Academic Press (2021). https://doi.org/10.1016/B978-0-323-85255-5.00010-8
Han, S., Woo, Y., Hwang, T., Oh, I., Moon, Y.H.: Tailor layered tube hydroforming for fabricating tubular parts with dissimilar thickness. Int. J. Mach. Tools Manuf. 138, 51–65 (2019). https://doi.org/10.1016/j.ijmachtools.2018.11.005
Reddy, P.V., Reddy, B.V., Ramulu, P.J.: An investigation on tube hydroforming process considering the effect of frictional coefficient and corner radius. Adv. Mater. Process. Technol. 6(1), 84–103 (2019). https://doi.org/10.1080/2374068X.2019.1707437
Chen, M., Xiao, X., Tong, J., Guo, H., Wen, J.: Optimization of loading path in hydroforming of parallel double branched tube through response surface methodology. Adv. Eng. Softw. 115, 429–438 (2018). https://doi.org/10.1016/j.advengsoft.2017.11.003
Gale, W.F., Totemeier, T. C.: Smithells Metals Reference Book, 8th edn. Butterworth-Heinemann (2004). Elsevier and The Materials Information Society
Bogoyavlensky, K.N., Vagin, V.A., Kobyshev, A.N., et al.: Hydro-plastic Processing of Metals. Mashinostroenie, Moscow; Teknika, Sophia, U.S.S.R (1988)
Schey, J.A.: Tribology in metalworking: friction, lubrication, and wear. J. Appl. Metalwork. 3, 173 (1984). https://doi.org/10.1007/BF02833697
Jirathearanat, S.: Advanced methods for finite element simulation for part and process design in tube hydroforming, Ph.D. Dissertation, Department of Mechanical Engineering, The Ohio State University (2004)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Quang, V.D., Van Duy, D., Trung, N.D., Van Nghe, P., Kien, L.T. (2022). Research into the Influences of Process Parameters on the Quality of the Product of Hydroformed T-Shape Tube. In: Long, B.T., Kim, H.S., Ishizaki, K., Toan, N.D., Parinov, I.A., Kim, YH. (eds) Proceedings of the International Conference on Advanced Mechanical Engineering, Automation, and Sustainable Development 2021 (AMAS2021). AMAS 2021. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-99666-6_22
Download citation
DOI: https://doi.org/10.1007/978-3-030-99666-6_22
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-99665-9
Online ISBN: 978-3-030-99666-6
eBook Packages: EngineeringEngineering (R0)