
Abstract
Metal matrix composites (MMCs) have improved mechanical and thermal properties with applications in the automotive, aerospace, and tools industries among others. However, manufacturing MMCs is challenging and not cost-effective, resulting in limited utilization. Additive manufacturing techniques to form MMCs simplify the manufacturing process and therefore create opportunities for more widespread use of MMCs without compromising the optimum properties that can be reached. Among additive manufacturing techniques, binder jet additive manufacturing (BJAM) can further simplify the formation process of MMCs with tailorable mechanical and thermal properties mainly through reactive sintering and infiltration following the printing process. A concise review of MMCs and their fabrication techniques is presented, followed by presenting the current state of the utilization of BJAM in the fabrication of MMCs, and the opportunities and the challenges regarding the development of MMCs using BJAM.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
Introduction
Metal matrix composites (MMCs) consist of at least two constituents, a matrix made of metal or metal alloys and reinforcements [1]. Aluminum alloys, titanium alloys, magnesium alloys, copper, and intermetallic compounds are common materials for the metallic matrix [1]. The reinforcement component in MMCs can be different materials such as ceramics and polymers depending on the desired properties and specific applications. Metals and alloys can also be used as reinforcement in MMCs, for instance, tungsten-reinforced copper and copper niobium superconductors [1, 2]. Metal foam can also be considered MMCs, with their second phase being a gas [2]. The reinforcements can be in the form of particles, short fibers or whiskers, or continuous fibers [1, 3]. Implementing continuous fibers in MMCs is more expensive and results in anisotropic mechanical properties compared to discontinuous and particle reinforcement [1].
MMCs have a broad range of applications due to their high strength-to-weight ratio, enhanced mechanical properties such as high specific strength and high specific stiffness, and enhanced thermal properties compared to traditional metals [1,2,3,4,5,6,7]. MMCs have applications in cutting tools, high-temperature components, aerospace, and automotive [5,6,7]. However, the manufacturing challenges and costs limit the utilization of MMCs and especially the continuous fiber MMCs to applications where performance has much higher importance than cost [1].
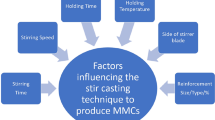
Different processing strategies are available for the fabrication of MMCs, with most of them involving liquid-state or solid-state processing [1, 7]. Some processes use deposition techniques or incorporate the reinforcement phase in situ [1]. Using liquid- and vapor-state processing techniques often results in inhomogeneous reinforcing phases, and therefore more focus has been on solid-state processing strategies [7]. Stir casting and powder metallurgy are two traditional manufacturing methods of MMCs [8,9,10]. Both techniques have their limitations and challenges, among which is the possibility of secondary phase reaction with melt in casting and the limitations of particle morphology and size in injection molding [11, 12]. In addition, machining and post-processing to reach the final desired part add to the cost of the production of MMCs [13].
Additive manufacturing (i.e., 3D printing) techniques, processes that can produce parts by joining materials layer by layer, as opposed to traditional subtractive methods, are gaining interest in the development of MMCs in recent decades. Using additive manufacturing techniques in the formation of MMCs provides the opportunity to produce complex, lightweight, and cost-effective structures [10, 13]. Among additive manufacturing techniques, binder jet additive manufacturing (BJAM) can further simplify the production process of MMCs while providing opportunities to tailor mechanical and physical properties further. There are limited reports on BJAM in the fabrication of MMCs, and more focus is needed to develop printing and post-processing procedures to fabricate MMCs with optimum desired properties for different applications. This short viewpoint paper highlights the studies focusing on the MMCs fabrication using BJAM. Further, the opportunities and challenges regarding the fabrication of MMCs using BJAM are presented.
BJAM of MMCs
BJAM Technique Overview
BJAM technique is among non-beam-based additive manufacturing techniques. This technique uses a liquid binder to selectively join material powders layer-by-layer until reaching the desired shape [13, 14]. The printed green parts then undergo post-processing procedures such as curing, sintering, and infiltration to reach desirable densities [13, 14]. Using BJAM, the rapid production of homogeneous complex shapes is more promising compared to other additive manufacturing techniques [14]. Various material powders can be utilized in such a printing technique. However, the printing and post-processing parameters and methods need to be developed and optimized to reach desired part performance [14].
MMCs Fabrication BJAM Techniques
BJAM has been successfully used to form MMCs of improved properties simplifying the manufacturing process and lowering the cost of manufacturing. Different techniques that can be used to form MMCs using BJAM are discussed in the subsequent sections. These techniques can be divided into two main types: (a) reactive sintering resulting in the formation of reinforcing phases [7, 15, 16], and (b) infiltration of metals with a lower melting point than the printed materials [17,18,19,20,21,22,23]. Nickel superalloy-, stainless steel-, titanium-, aluminum-, tungsten-, and tungsten carbide-based MMCs are fabricated using the BJAM processing technique [7, 15,16,17,18,19,20,21,22,23].
In Situ MMCs Formation Via Reactive Sintering
BJAM has been used for the in situ formation of MMCs in multiple studies [7, 15, 16]. In this method, the reaction of the binder with the printing powder during the sintering phase is utilized to form the reinforcing phases. In this technique, the MMC microstructure and the resulting properties can be tailored and controlled by the powder and binder composition, sintering environment, sintering temperature, and holding time [7, 15, 16].
In the study by Enrique et al. [7], spherical Inconel 625 powders with an average powder size of 24 µm were printed into rectangular shapes of 2.5 × 10 × 20 mm using BJAM. Carbon from the carbon-containing binder and Cr, Mo, and Nb in Inconel 625 form carbides during sintering at elevated temperature resulting in the in situ formation of MMCs with core–shell morphologies tuned by controlling the sintering atmosphere and the carbon content of the system. In another study by Enrique et al. [15], co-continuous ceramic-reinforced MMCs were introduced and studied. In co-continuous MMCs, the metal matrix and the reinforcing phase are interconnected throughout the composite [15, 24]. Considering the dependency of the ceramic-reinforced MMCs on the reinforcing phase morphology, volume fraction, and phase composition, there is a value in reaching a continuous reinforcing phase for improved properties. In this study, Inconel 625 Nickel superalloy powder with an average powder size of 24 µm was printed using BJAM, and reactive sintering post-processing resulted in the formation of a continuous carbide reinforcing phase. This reinforcing phase of Cr3C2 formed at the particle boundaries due to the reaction between the binder and the Cr element in Inconel 625, Fig. 1. The ceramic-reinforced MMCs of Inconel 625 showed improved wear resistance compared with the unreinforced printed Inconel 625 due to the continuous reinforcement phase morphology that prevents the reinforcement from being removed by plowing mechanism [15].

Copyright 2020, Elsevier
Electron backscatter diffraction of MMC cross-section. a Phase map, b Kernel average misorientation map, and c inverse pole figure map. The MMC was developed by BJAM of alloy 625 followed by reactive sintering as the post-processing step. The reinforcing phase of Cr3C2 formed at the particle boundaries due to the reaction between the binder and the Cr element in Inconel 625 is observable in the phase map. Source [15], with permission,
Another extended technique that has been utilized in the formation of MMCs via BJAM and sintering is incorporating the reinforcement while the metal matrix is being printed followed by post-processing procedures that can further improve the MMC properties.
In the study by Sheydaeian et al. [16], titanium matrix is printed using BJAM, and while printing, the titanium di-boride (TiB2) particles were extruded periodically within the matrix using a highly loaded resin, Fig. 2. The printing was then followed by a pressure-less, low-temperature sintering to densify and strengthen the green parts. As a result of the sintering and the chemical reaction between the ceramic and the metal matrix, titanium boride whicker growth was also observed. The titanium-titanium boride MMCs fabricated in this work possess mechanical properties making them a good candidate for biomedical and lightweight titanium composite structure applications [16].

Source [16], with permission, Copyright 2018, Elsevier
Titanium-titanium boride composite, one layer of the sample (left) and the printing procedure (right). The titanium metal matrix is printed using BJAM and the TiB2 particles are periodically added during the printing.
MMC Formation Via Hybrid BJAM and Infiltration
Infiltration as the post-processing step in BJAM can be used to form MMCs. In this technique, metal powders are used to print the metallic matrix, and then a lower melting metal is utilized to be infiltrated in the intentional or inevitable voids within the printed sample [17, 19, 20]. Similarly, other materials (e.g., ceramics) can be printed using BJAM and consequently the molten metal powders infiltrate the printed parts [18].
In the study by Ilogebe et al. [17], the base samples were printed via BJAM using Fe-based structural amorphous metal powders. The powders were developed using rapid solidification which resulted in irregular shape morphology and different sizes of the powder. The powders are sieved to remove the powders larger than 45 µm to prevent large pores in the samples. Bronze powders were infiltrated in the sample pores using liquid metal infiltration. The porous sites of the metal matrix were filled with the melted reinforcement material. However, micro-pores in the interior of the powder particles that were created during the powder atomization stage were not filled with the melted bronze powders. Microhardness analysis of the samples revealed that using this technique, MMCs were successfully fabricated as both of the materials retained their original properties (in this case, hardness) [17]. In another study, molten bronze infiltrated printed parts of stainless steel, forming MMCs that with 11 GPa microhardness and transverse rupture strength of 600 MPa, four times higher than that of the sintered parts [19].
In the work by Lipke et al. [20], porous parts were printed via BJAM using WC powders followed by partial sintering. Then the porous WC parts were infiltrated using molten Zr2Cu and as a result of infiltration, ZrC and W products also resulted through displacement reaction of Zr in the melt and WC. The process resulted in MMCs with desired shapes and part dimensions within 1%. In a series of studies, Cramer et al. [21,22,23] WC–Co MMCs via BJAM and infiltration post-processing. WC powders were printed into parts followed by infiltration using Co-WC (Fig. 3), which was able to be melted at lower temperature with the help of the eutectic point. The shapes and dimensions of the parts were as desired, and the properties of the parts were similar to WC–Co MMCs made using traditional methods.

Source [23], with permission, Copyright 2019, Elsevier
Processing sequence and the macro, optical, and scanning electron microscopy (SEM) images for the complex shape WC–Co MMC produced via BJAM and infiltration. a The printed green part of WC powders using BJAM with the corresponding SEM micrograph showing the layering of the print. b The complex-shaped parts of BJAM WC are shown after infiltration using Co-Dissolution and the distortion of the base is observable. c The parts cut from the base were further cut into smaller pieces for microscopy. The optical images (1–5) and the corresponding SEMs are shown at different part locations. The optical images of the cross-sections revealed the high density of the part and showed no cracking. Faceted and contiguous WC particles are shown in the SEM images.
Metal matrix syntactic foam (MMSF) manufactured by the BJAM process was studied by Myers et al. [18]. In this study, ceramic microballoons were used to print cylindrical and rectangular-shaped samples for compression and flexural testing, respectively. Following printing, curing, and sintering of the samples, they were submerged in the pure aluminum molten bath to form MMSF samples. The mechanical properties of MMSFs showed improvement compared to pure aluminum [18].
Further Consideration for MMC Fabrication Using BJAM
Two general processing methodologies (i.e., reactive sintering and infiltration) that have been used in the MMC fabrication using BJAM were discussed. Each of these methods has its own advantages and limitations depending on the materials that are going to be used and the desired performance and application of the part. The composition of the matrix and the reinforcement solubility in the molten matrix material are important considerations that can guide the choice of sintering or infiltration post-processing techniques to achieve the formation of desired MMCs [13].
Using infiltration, the infiltrate fills the voids of the printed powder and therefore results in lower stress concentrations at the necks of the particles in comparison to sintering [13]. Moreover, infiltration has an advantage over sintering when considering metal–metal composites due to the shrinkage that occurs during the sintering process. However, sintering post-processing limits runners and excess parts, resulting in a more simplified post-processing step than infiltration. In the case that the cermet is being printed and the metal matrix is being infiltrated, the possibility of dissolution of the reinforcement in the molten matrix material needs to be considered to prevent distortion and slump [13]. Segregation and undesired chemical reactions during infiltration are another consideration that needs to be taken into account when fabricating MMCs using BJAM. For instance, during infiltration in Iron Bronze MMC, parts of the α-Fe matrix dissolve in the molten bronze and precipitate at another location [19]. The re-precipitated α-Fe was cleaved and brittle, and therefore the infiltration procedure needs to be further optimized to prevent these precipitations.
Future endeavors are needed to overcome the challenges in using BJAM techniques as a method to develop MMCs. Also, the techniques can be further advanced to move toward the cost-effective production of MMCs with desired properties. Suggestions to overcome the challenges and the future routes for the BJAM of MMCs are summarized in the following [13, 25,26,27,28,29].
Additive manufacturing can facilitate the fabrication of complex shapes, and therefore topology optimization and design for additive manufacturing of MMCs need to be considered. Also, the printing parameters and the post-processing techniques and procedures need to be optimized for specific MMC materials and applications. The processing parameters, microstructure, and properties’ relationship need to be comprehensively understood for the 3D printing of MMCs.
Post-processing through sintering or infiltration is essential for densifying the green parts printed using BJAM. These post-processing steps have been utilized to develop MMCs. However, modifications to the printers/printing procedure can be considered to simplify the post-processing steps. Also, the possibility of printing different materials at the same print using a BJAM can further facilitate the production of multi-materials and MMCs.
Conclusions
MMCs with improved mechanical properties than traditional metal alloys are of interest in many applications in the automotive, aerospace, and cutting tools industries. However, manufacturing MMCs has been challenging and, as a result, not cost-effective compared to traditional alloys. Additive manufacturing and 3D printing techniques have simplified the MMC fabrication and without compromising the desired properties. Therefore, utilizing these techniques results in more widespread utilization of MMCs in different industries with less limitation.
MMC fabrication using the BJAM technique was discussed. Reactive sintering and infiltration are two general types of processing techniques to achieve MMCs. Fabrication of tailorable MMCs with desired properties is shown to be possible using these manufacturing techniques further simplifying the solid-state (solid/liquid state in case of infiltration) fabrication of MMCs. Utilizing additive manufacturing, e.g., BJAM, makes the widespread utilization of MMCs possible.
References
Chawla KK (2012) Composite materials: science and engineering, 3rd edn. https://doi.org/10.1007/978-0-387-74365-3
Evans A, San Marchi C, Mortensen A (2003) Metal matrix composites in industry. https://doi.org/10.1007/978-1-4615-0405-4
Clyne TW, Withers PJ (1993) An introduction to metal matrix composites. Cambridge University Press, Cambridge. https://doi.org/10.1017/cbo9780511623080
Chawla KK, Chawla N (2014) Metal matrix composites: automotive applications. Encycl Automot Eng. https://doi.org/10.1002/9781118354179.auto279
Rawal S (2001) Metal-matrix composites for space applications. JOM 53:14–17. https://doi.org/10.1007/s11837-001-0139-z
Russell AM, Lee KL (2005) Structure-property relations in nonferrous metals. https://doi.org/10.1002/0471708542
Enrique PD, Mahmoodkhani Y, Marzbanrad E, Toyserkani E, Zhou NY (2018) In situ formation of metal matrix composites using binder jet additive manufacturing (3D printing). Mater Lett 232:179–182. https://doi.org/10.1016/j.matlet.2018.08.117
Thomas AT, Parameshwaran R, Muthukrishnan A, Kumaran MA (2014) Development of feeding & stirring mechanisms for stir casting of aluminium matrix composites. Proc Mater Sci 5:1182–1191. https://doi.org/10.1016/j.mspro.2014.07.415
Ye H, Liu XY, Hong H (2008) Fabrication of metal matrix composites by metal injection molding—a review. J Mater Process Technol 200:12–24. https://doi.org/10.1016/j.jmatprotec.2007.10.066
Behera MP, Dougherty T, Singamneni S (2019) Conventional and additive manufacturing with metal matrix composites: a perspective. Proc Manuf 30:59–166. https://doi.org/10.1016/j.promfg.2019.02.023
Hashim J, Looney L, Hashmi MSJ (1999) Metal matrix composites: production by the stir casting method. J Mater Process Technol 92–93:1–7. https://doi.org/10.1016/S0924-0136(99)00118-1
Gofrey TMT, Goodwin PS, Ward-Close CM (2000) Titanium particulate metal matrix composites–reinforcement, production methods, and mechanical properties. Adv Eng Mater 2:85–91. https://doi.org/10.1002/(sici)1527-2648(200003)2:3%3c85::aid-adem85%3e3.0.co;2-u
Mostafaei A, Heidarzadeh A, Brabazon D (2021) Production of metal matrix composites via additive manufacturing, encycl. Mater Compos 2:605–614. https://doi.org/10.1016/B978-0-12-803581-8.11884-3
Mostafaei A, Elliott AM, Barnes JE, Li F, Tan W, Cramer CL, Nandwana P, Chmielus M (2021) Binder jet 3D printing—Process parameters, materials, properties, modeling, and challenges. Prog Mater Sci 119:100707. https://doi.org/10.1016/j.pmatsci.2020.100707.
Enrique PD, Marzbanrad E, Mahmoodkhani Y, Keshavarzkermani A, Al Momani H, Toyserkani E, Zhou NY (2020) Design of binder jet additive manufactured co-continuous ceramic-reinforced metal matrix composites. J Mater Sci Technol 49:81–90. https://doi.org/10.1016/j.jmst.2020.01.053
Sheydaeian E, Toyserkani E (2018) A new approach for fabrication of titanium-titanium boride periodic composite via additive manufacturing and pressure-less sintering. Compos. Part B Eng 138:140–148. https://doi.org/10.1016/j.compositesb.2017.11.035
Ilogebe AB, Waters CK, Elliot AM, Shackleford C (2019) Morphology of binder-jet additive manufactured structural amorphous metal matrix composites. Int J Eng Sci 8:15–24. https://doi.org/10.9790/1813-0807011524
Myers K, Cortes P, Conner B, Wagner T, Hetzel B, Peters KM (2015) Structure property relationship of metal matrix syntactic foams manufactured by a binder jet printing process. Addit Manuf 5:54–59. https://doi.org/10.1016/j.addma.2014.12.003
Cordero ZC, Siddel DH, Peter WH, Elliott AM (2017) Strengthening of ferrous binder jet 3D printed components through bronze infiltration. Addit Manuf 15:87–92. https://doi.org/10.1016/j.addma.2017.03.011
Lipke DW, Zhang Y, Liu Y, Church BC, Sandhage KH (2010) Near net-shape/net-dimension ZrC/W-based composites with complex geometries via rapid prototyping and displacive compensation of porosity. J Eur Ceram Soc 30:2265–2277. https://doi.org/10.1016/j.jeurceramsoc.2010.01.011
Cramer CL, Aguirre TG, Wieber NR, Lowden RA, Trofimov AA, Wang H, Yan J, Paranthaman MP, Elliott AM (2020) Binder jet printed WC infiltrated with pre-made melt of WC and Co. Int J Refract Met Hard Mater 87:105137. https://doi.org/10.1016/j.ijrmhm.2019.105137
Cramer CL, Nandwana P, Lowden RA, Elliott AM (2019) Infiltration studies of additive manufacture of WC with Co using binder jetting and pressureless melt method. Addit Manuf 28:333–343. https://doi.org/10.1016/j.addma.2019.04.009
Cramer CL, Wieber NR, Aguirre TG, Lowden RA, Elliott AM (2019) Shape retention and infiltration height in complex WC-Co parts made via binder jet of WC with subsequent Co melt infiltration. Addit Manuf 29:100828. https://doi.org/10.1016/j.addma.2019.100828
Rosso M (2006) Ceramic and metal matrix composites: routes and properties. J Mater Process Technol 175:364–375. https://doi.org/10.1016/j.jmatprotec.2005.04.038
Scott J, Gupta N, Wember C, Newsom S, Wohlers T, Caffrey T (2013) Additive manufacturing: status and opportunities. In: 2012, science and technology policy institute, Washington, pp 1–29
Gao W, Zhang Y, Ramanujan D, Ramani K, Chen Y, Williams CB, Wang CCL, Yung SC, Zhang S S, Zavattieri PD (2015) The status, challenges and future of additive manufacturing in engineering. Comput Des 69:65–89. https://doi.org/10.1016/j.cad.2015.04.001
Hanzl P, Zetek M, Bakša T, Kroupa T (2015) The influence of processing parameters on the mechanical properties of SLM parts. Proc Eng 100:1405–1413. https://doi.org/10.1016/j.proeng.2015.01.510
Borkar T, Sosa J, Hwang JY, Scharf TW, Tiley J, Fraser H, Banerjee R (2014) Laser-deposited in situ TiC-reinforced nickel matrix composites: 3D microstructure and tribological properties. JOM 66:935–942. https://doi.org/10.1007/s11837-014-0907-1
Hrabe N, Quinn T (2013) Effects of processing on microstructure and mechanical properties of a titanium alloy (Ti–6Al–4V) fabricated using electron beam melting (EBM), part 1: distance from build plate and part size. Mater Sci Eng A. 573:264–270. https://doi.org/10.1016/j.msea.2013.02.064
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Shabani, M., Xiong, W. (2022). Metal Matrix Composite Development Using Binder Jet Additive Manufacturing. In: Srivatsan, T.S., Rohatgi, P.K., Hunyadi Murph, S. (eds) Metal-Matrix Composites. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-92567-3_14
Download citation
DOI: https://doi.org/10.1007/978-3-030-92567-3_14
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-92566-6
Online ISBN: 978-3-030-92567-3
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)