
Abstract
Aluminum is an important base metal that is widely used in various industries owing to its excellent properties, such as light weight (2.7 g cm−3), high specific strength, and high corrosion resistance. However, the extraction and smelting process of aluminum from aluminum ore is extremely energy-intensive, such that significant attention is being given to aluminum recycling. Currently, approximately 1/3 of aluminum is supplied from aluminum scrap. However, the current aluminum recycling by remelting process is a downgrade approach because the alloying elements contained in the aluminum scrap cannot be efficiently separated hence enriches in the recycled aluminum. The high alloying concentration in the current recycled aluminum limits its application to aluminum casting alloys, which have much higher tolerable concentration for alloying elements than that of wrought alloys. To achieve an upgrade recycling of aluminum, in this study, separation of the silicon and copper, the two most important alloying elements in typical aluminum casting alloys, were carried out by using a molten salt electrolysis process.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Aluminum is an important base metal that is widely used in various industries owing to its excellent properties, such as lightweight (2.7 g cm−3), high specific strength, and high corrosion resistance. In 2020, the primary aluminum production has increased to 65.3 million tons, which is second to that of iron and steel. However, the extraction and smelting process of aluminum from aluminum ore is extremely energy-intensive. The energy consumption of aluminum production by the conventional Hall–Héroult process is 211 MJ kg−1, approximately three times of that of stainless-steel production by electric furnace (75 MJ kg−1) [1]. The extremely high energy consumption of primary aluminum production makes aluminum recycling attractive.
Currently, approximately 1/3 of aluminum is supplied from aluminum scrap. Figure 1 shows the trend of aluminum supply in the form of primary aluminum and scrap [2]. It is forecasted that the ratio of aluminum supply to aluminum scrap will keep increasing to approximately 50% in 2050. However, the current aluminum recycling by remelting process is a downgrade approach. In the modern society, aluminum is used in the form of aluminum alloys containing various alloying elements, particularly silicon and copper. During recycling by remelting process, the efficient separation of the alloying elements contained in the aluminum scrap is extremely difficult [3, 4]. Thus, the alloying elements will remain in the recycled aluminum and their concentration increases with the remelting cycle [5]. The high concentration of alloying elements contained in the recycled aluminum limits its application to produce aluminum casting alloys, which have much higher tolerable concentration for alloying elements than that of wrought alloys. The largest end user of the aluminum casting alloys is the automobile industry, which uses them to produce engine blocks, transmission cases, and so on.

The trend of aluminum supply by primary aluminum and aluminum scrap in the world [2]
Owing to the rapid development of electrical vehicles, however, the demand for engine blocks and other aluminum casting products in the automobile industry will decrease. The shift of the aluminum market will result in a decrease of the usage of the downgrade recycled aluminum by the conventional remelting process. Consequently, some part of the aluminum scrap will be unusable and become unrecyclable scrap, so-called dead metal. For example, based on the estimation by Hatayama et al. [6], approximately 6.1 Mt of aluminum scrap will become unrecyclable scrap. To promote the resource efficiency of aluminum recycling, development of a novel aluminum recycling process that can efficiently separate the alloying elements is critical.
Conventionally, the two widely industrialized techniques for aluminum refining are the three–layer electrolytic refining process, so-called Hoopes process, and the segregation process [7]. These two processes are generally used to further refine the primary aluminum of 99.5–99.9% purity produced by the Hall–Héroult process. However, they are inefficient to refine aluminum scrap, in which alloying elements content is generally higher than 10%. On the other hand, many researchers have attempted to develop an alternative aluminum refining process, such as electrolysis using ionic liquids [8, 9] or AlCl3-rich salt [10, 11]. However, the low conductivity and extremely high cost of ionic liquids, and high vapor pressure of AlCl3-rich salt make them difficult to be used in the industrial scale process. In this study, an upgrade recycling of aluminum casting alloy containing high content of silicon and copper was developed using electrolysis in molten salt. Molten LiCl–KCl, with advantages such as high conductivity, low cost, and low vapor pressure, were used as the electrolyte.
Experimental
Materials and Experiments
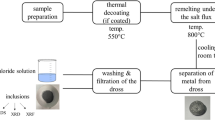
KCl (>99.5%) and LiCl (>99.0%) as purchased were mixed uniformly to form the eutectic composition. Then, the mixed salt was pre-dried under vacuum conditions at 200 °C for 72 h. The pre-dried salt was further dried 12 h under vacuum conditions at 300 °C, and then heated to 550 °C using a graphite crucible in a pure argon atmosphere to prepare the electrolyte.
The electrochemical measurements were conducted in a sealed stainless-steel reactor in an argon atmosphere. The prepared salt was melted in a graphite crucible. Three-electrode electrochemical measurement system were carried out using the potentiostat (HZ-7000, Hokuto Denko Corporation). The anode polarization of aluminum, copper, and silicon were measured using the linear sweep voltammetry method at 500 °C. A aluminum rod, copper rod, and silicon wafer (N-type, <0.02 Ω cm) purchased from the Nilaco Corporation were used as working electrodes. A graphite rod was used as the counter electrode. The reference electrode, the Ag/AgCl electrode, was prepared by embedding a silver wire into the eutectic LiCl–KCl salt containing 5 mass% AgCl, which was put into a mullite tube. The potential of the Ag/AgCl reference electrode was calibrated before experiments and transferred into potential versus the equilibrium potential of Cl2 to Cl−.
In the electrolysis experiments, molten eutectic LiCl–KCl salt as prepared above containing 5 mol% of AlF3 was used as the electrolyte. A typical aluminum casting alloy containing silicon of 5.1 mass% and copper of 3.8 mass% was used as the anode. Pure aluminum plates were used as the cathode. The same Ag/AgCl electrode was used as reference electrode. The anode and cathode current densities were 100 mA cm−2.
Characterizations
XRD (X-ray Diffraction) patterns of samples were obtained using D8 Advance (Bruker) with Cu Kα radiation (λ = 1.5406 Å). The sample was dissolved in a dilute mixture solution of HNO3, H2SO4, and HF (5:2:2 by volume), and then the element contents were determined by ICP-AES (ICPS-8100).
Results and Discussion
The Electrochemical Dissolution Behavior of Elements in Aluminum Casting Alloy
Theoretically, during the electrolysis of aluminum casting alloys, alloying elements with considerable positive potential than that of aluminum will not dissolve from the anode while alloying elements with significantly negative potential than that of aluminum will not be deposited on the cathode. Based on such principle, upgrade recycling of aluminum casting alloys can be achieved by electrolysis using molten salt.
It is important to understand the dissolution behavior of alloying elements during the electrolysis of aluminum casting alloy because of its significant influence on the refinability of the aluminum alloys. The most typical alloying elements in aluminum casting alloys are silicon and copper. Alloying elements such as magnesium, iron, zinc, and manganese are also often added in the casting alloys. Table 1 shows the standard equilibrium potentials, calculated based on the thermodynamic data from HSC software, for the typical alloying elements in aluminum casting alloys and their ions at 500 °C. The reference potential is the equilibrium potential of Cl2/Cl−. Based on the refining principle mentioned above, zinc, silicon, iron, and copper with much positive equilibrium potential than that of aluminum, as shown in Table 1, will not be dissolved from the anode and can be separated in form of anode residue/slime.
To further confirm the dissolution behavior of alloying elements during electrolysis, the anode polarization of the most typical alloying elements silicon and copper was carried out in molten LiCl–KCl and the results are shown in Fig. 2. The anode polarization of aluminum is also shown. It was found that the electrochemical dissolution potential for aluminum is −2.3 V versus Cl2/Cl. However, no obvious dissolution of silicon was found even if the potential is increased up to 0.0 V versus Cl2/Cl−. Note 0.0 V versus Cl2/Cl− is the oxidation potential of chlorine ion and indicates the anodic potential limit of the potential windows of molten LiCl–KCl electrolyte. The dissolution behavior of silicon in molten LiCl–KCl agrees well with that observed by Nohira et al. [12]. It is considered that a rigid Si-Cl passivation film might be formed on the surface of silicon. On the other hand, the electrochemical dissolution potential of copper is −1.5 V versus Cl2/Cl−, approximately 0.8 V higher than that of aluminum. The results indicate that aluminum will preferentially dissolve into molten salt while silicon and copper will remain in anode during electrolysis using aluminum casting alloys as anode. Based on the different dissolution behavior of aluminum, silicon, and copper, they can be efficiently separated during the electrolysis process.

The anode polarization curves of aluminum, copper, and silicon in molten LiCl–KCl at 500 °C
Recycling of Aluminum Casting Alloy by Electrolysis in Molten LiCl–KCl with 5 mol% Al3+ Addition
Recycling of a typical aluminum casting alloy containing silicon of 5.1 mass% and copper of 3.8 mass% was carried out using galvanostatic electrolysis. The results are shown in Fig. 3. As shown in Fig. 3a, during the electrolysis, the cell voltage changed slightly in the range of 0.2 V–0.3 V except at the very beginning. During the electrolysis, the theoretical cell voltage is approximately 0 V, which is same as that in the three-layer electrolysis process, because the anode and cathode reactions are same, as shown following reactions:

a The plot of the cell voltage during electrolysis; the photos of b aluminum casting alloy used as anode before electrolysis, c aluminum casting alloy used as anode after electrolysis, and d cathode deposition on the cathode
The extremely low cell voltage of the electrolysis indicates a low energy consumption for the recycling process. For comparison, the industrial cell voltage of the three-layer electrolysis process is 3.5 V [7]. Though the industrial cell voltage will be higher than the laboratory-scale value, the energy consumption of the present electrolysis is expected to be much lower owing to the lower operation temperature and the novel design of the cell.
After electrolysis, the surface of the aluminum casting alloy changed from silver to black as shown in Fig. 3c. The black surface part is porous and easy to separate. The collected black anode residue was analyzed by XRD and ICP-AES. The XRD result showed that the major components of the black anode residue are Si are Al2Cu. Thus, besides a very limited aluminum remained in the black anode residue, most of the aluminum contained in the initial aluminum casting alloy has been dissolved into the molten salt. The ICP results indicate that the aluminum content in the black anode residue has been decreased to 21.5 mass% from the initial value of 90.2 mass%. Considering the weight change of the initial aluminum casting alloy and the black anode residue, it is calculated that approximately 95% of the aluminum contained in the initial aluminum casting alloy has been dissolved. The left 5% of the aluminum remained in the anode residue. Considering the high content of copper, the anode residue is valuable to be further treated to recovery the copper content. Then, the left 5% aluminum might be separated from the anode residue and recovered again if the cost is low enough.
As shown in Fig. 3d, the dissolved aluminum ions were deposited on the cathode surface with current efficiency of 98.8%. The XRD results showed that the cathode deposition only contains aluminum. Detailed analysis by ICP-AES confirmed that the purity of cathode deposition was as high as 99.9%. That is, by using the electrolysis recycling process, the typical alloying elements of silicon and copper are efficiently separated from aluminum, and the upgrade recycling of aluminum casting alloy can be achieved.
Conclusion
Based on the anodic polarization analysis, the electrochemical dissolution potential for aluminum is −2.3 V versus Cl2/Cl− in molten LiCl–KCl at 500 °C. On the other hand, the electrochemical dissolution potential of copper is −1.5 V versus Cl2/Cl−, approximately 0.8 V higher than that of aluminum, while no obvious dissolution of silicon was found even the potential is increased up to 0.0 V versus Cl2/Cl−. The results indicate that aluminum will preferentially dissolve while silicon and copper will remain in the anode by using electrolysis in molten LiCl–KCl. After electrolysis of a typical aluminum casting alloy using molten LiCl–KCl, 95% of aluminum contained in the initial aluminum casting alloy was dissolved and then deposited on the cathode in form of aluminum with 99.9% purity. Silicon and copper remained in the black anode residue in form of silicon and Al2Cu. Thus, the typical alloying elements of silicon and copper can be efficiently separated from aluminum, and the upgrade recycling casting alloy can be achieved by using the developed electrolysis process.
References
T. E. Norgate, S. Jahanshahi, and W. J. Rankin (2007) Assessing the environmental impact of metal production processes. J. Cleaner Prod. 15: 838–848.
International Aluminium Institute. https://www.World-Aluminium.Org (Jan. 15, 2021 Access).
T. Hiraki, T. Miki, K. Nakajima, K. Matsubae, S. Nakamura, and T. Nagasaka (2014) Thermodynamic Analysis for the Refining Ability of Salt Flux for Aluminum Recycling. Materials 7: 5543–5553.
K. Nakajima, O. Takeda, T. Miki, K. Matsubae, S. Nakamura, and T. Nagasaka (2010) Thermodynamic Analysis of Contamination by Alloying Elements in Aluminum Recycling. Environ. Sci. Technol. 44: 5594–5600.
S. Capuzzi and G. Timelli (2018) Preparation and Melting of Scrap in Aluminum Recycling: A Review. Metals 8: 249.
H. Hatayama, I. Daigo, Y. Matsuno, and Y. Adachi (2012) Evolution of aluminum recycling initiated by the introduction of next-generation vehicles and scrap sorting technology. Resour., Conserv. Recycl. 66: 8–14.
M. Kondo, H. Maeda, and M. Mizuguchi (1990) The production of high-purity aluminum in Japan. JOM 42: 36–37.
D. Pradhan and R. G. Reddy (2012) Dendrite-Free Aluminum Electrodeposition from AlCl3-1-Ethyl-3-Methyl-Imidazolium Chloride Ionic Liquid Electrolytes. Metall and Mater Trans B 43: 519–531.
V. Kamavaram, D. Mantha, and R. G. Reddy (2003) Electrorefining of aluminum alloy in ionic liquids at low temperatures. J. Min. Metall 39 : 43–58.
J. Xu, J. Zhang, Z. Shi, B. Gao, Z. Wang, and X. Hu (2014) Current efficiency of recycling aluminum from aluminum scraps by electrolysis. Trans. Nonferrous Met. Soc. China 24: 250–256.
J. Xu, J. Zhang, and Z. Shi (2013) Extracting Aluminum from Aluminum Alloys in AlCl3-NaCl Molten Salts. High Temperature Materials and Processes 32: 367–373.
T. Nohira, D. Miura, and Y. Ito (2005) Novel Electrochemical Method of SiH4 Synthesis in Molten LiCl-KCl Systems, Part II: Advantages of Si-Cu Alloy Anode. Electrochemistry 73: 700–705.
Acknowledgements
Financial support given by the Grant-in-Aid for Scientific Research, JSPS KAKENHI grant No. 20K15069 and No. 21H04610 is deeply acknowledged.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Lu, X., Watanabe, K., Takeda, O., Zhu, H. (2022). Recycling Aluminum Casting Alloy Scrap Using Molten Salt Electrolysis. In: Eskin, D. (eds) Light Metals 2022. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-92529-1_136
Download citation
DOI: https://doi.org/10.1007/978-3-030-92529-1_136
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-92528-4
Online ISBN: 978-3-030-92529-1
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)