
Abstract
Emerging production technologies, in particular Additive Manufacturing (AM), nowadays are extremely suitable for creating highly complex products, tending towards the concept of ‘complexity for free’, which is often associated with AM. However, there are no adequate guidelines to provide decision support for the correct selection of the most economically appropriate technology. Indeed, from literature it has been highlighted the need to develop a technology selection methodology based no longer on production volume but on product complexity. This paper investigates this need by presenting an approach to determine the geometrical (or shape) complexity index of a part, which, combined with the assembly complexity, represents the driver for helping to decide the best production technology (traditional or additive). The geometrical complexity index has been determined based on complexity judgments, provided by CAD modelling experts, for a sample of CAD models. In this way, it has been possible to define a preliminary complexity index model, strictly linked to the CAD model information. The results showed that the geometrical complexity metrics from the literature, if individually considered, are not comprehensive. However, a combination of them makes it possible to obtain an index that best reflects the subjective judgement of the experts. In addition, by combining the geometrical and assembly complexity with a cost analysis it is possible to obtain convenience zones for better selecting the production technology.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
In the era of the fourth industrial revolution, the technological innovation is closely linked to the increasing complexity of products available on the market. Identifying, analyzing and understanding complexity factors represent the first step to manage the complexity at a strategic level to improve company competitiveness. Providing a universal definition of complexity, to date, is still a difficult process because, unlike other physical quantities, complexity is not properly measurable. Therefore, further research is needed to make practical the concept of complexity.
The state of the art about complexity in science is considered multidimensional and it is explored from three points of view: (i) Design and Product Development Complexity, (ii) Manufacturing and Manufacturing System Complexity, (iii) Business and Marketing Complexity [1]. From an engineering point of view, the literature review on complexity can focus on three fundamental aspects: design, manufacturing and assembly.
Since the 1980s, several methodologies for evaluating technological complexity have been introduced. In the first decade of 1980s, the technique of expert systems was widespread, i.e. mathematical programs which, on the basis of input provided by operators, provided an index of complexity. Instead, since the 1990s, mathematics has been simplified, leaving the assessment of certain parameters to the subjective judgment of experts by means of questionnaires. In addition, there are also several more rigorous approaches based on objective system data, as described in the following section.
1.1 Geometrical or Shape Complexity
Complexity in design is generally related to the geometry of the part. In applications such as computer graphics and Finite Element Analysis, polygonal meshes are defined in terms of the geometry and connectivity of the nodes. The shape complexity measures how entrapped the polygon is. In addition to being closely associated with geometry, shape complexity is also associated with organizational and operational aspects of CAD software. Indeed, often it is also called CAD-complexity [2]. About CAD modelling, for each individual the complexity varies; for someone a task may be feasible, while for someone else it may be frustrating. Complexity is associated with the actual shape to be achieved in the project and derives from a strategic use of the functionalities provided by the CAD software. Contemporary CAD software, based on parametric associations, facilitates the creation of fully parameterized products. Thus, the complexity of the design activity is related to the complexity of the product, hence to the geometric complexity of the design.
The complexity of a component has implications in the design and especially in the production phase. In fact, in the mechanical field there is a need to produce increasingly complex and multi-functional parts, so the need for the development of a complexity model as in additive as in the traditional manufacturing is essential.
In literature there are several definitions about geometrical complexity and several metrics have been defined for an objective quantification of it. In particular, about objective metrics, Joshi and Ravi [3] proposed both Sphere Ratio (SR) and Part Volume Ratio (PVR) for quantifying the complexity. SR represents the ratio between the surface area of a sphere with the same volume of the part and the surface area of the part itself; PVR is the ratio between the volume of the part and the volume of its minimum Bounding Box. Lian et al. [4] defined the complexity as the ratio between the volume of the part and the volume of its convex envelope. They talk about Convex Envelope Complexity (CEC) and this is the most used metric. Always linked to geometric characteristics, Chougule and Ravi [5] quantified the complexity by proposing the Cube Ratio (CR), defined as the ratio between the surface area of a cube with the same volume of the part and the surface area of the part itself. Table 1 describes the mathematical definition of these metrics.
Other metrics, proposed by literature, appear to be linked also to other information characterizing a CAD model, not always related to geometrical properties. Qamar et al. [6] estimate omplexity as function of the ratio of the perimeter of a cross-sectional area to be extruded and the round bar perimeter having same cross-sectional area. Bodein et al. [7] suggest to examine the complexity based on the number of surface composing a part. Lastly, Valentan et al. [8] associate the complexity to the number of triangle required for representing an object in a .stl file.
From the literature review, it is possible to point out that: i) none of these metrics, taken individually, are exhaustive in describing geometrical complexity; ii) only a few studies tried to compare them with each other, but based on small samples of models [9, 10]; iii) probably a weighted combination of these metrics could provide more comprehensive results than those provided by individual metrics.
1.2 Aim and Outline of the Paper
In continuity with a previous work [10], in which the geometrical complexity metrics described in Table 1 have been compared and correlated with each other, this paper is aimed at filling some gaps of literature by providing a more general complexity metric, based on a linear combination of the metrics described above. Each metric has been correlated against the CAD expert user judgments, pointed out from a survey.
In the next section, the methodology is described. Then, a case study is presented, followed by results and discussion. Finally, conclusions and future work are detailed.
2 Method
The heuristic approach, which uses metrics based on knowledge and personal experience, is easy to apply but the actual complexity metrics remain subjective. W. Elmaraghy and Urbanic [11] present a methodology to assess product and process complexity by considering a set of complexity indices. Fera and Macchiaroli [12] propose a revisitation of the methodology in [11], and introduce a new formula (Eq. 1), which considers the contribution of geometrical complexity, evaluated as: i) Convex Envelop Complexity (CEC), as defined in Table 1; ii) Operational Complexity (OC), which depends on the number and the type of operations necessary to produce the part; iii) the variety of information (IV) and the information entropy (H), which are related to the number, type and diversity of features that have to be manufactured. M is a normalizing factor.
As reported in the Sect. 1.1, the literature proposes different approaches for evaluating the geometrical complexity. So, the purpose is to introduce a complexity index able to account both objective metrics and expert judgement.
The new geometrical complexity contribution, substituted in Eq. 1, provides an overall complexity index that better addresses the selection of the appropriate production technology.
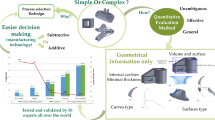
Figure 1 shows the adopted methodological framework. It points out the focus of the present article which is related to the geometrical complexity.

Methodological framework.
As mentioned above, the driver for technology selection is the Product Complexity (PC), which is defined, in the case of manufacturing field, by both geometric complexity and assembly complexity. The latter, is obtained by using the information contained in the Standard Operating Procedures (SOPs). The measuring procedure as explained in Samy & ElMaraghy’s work [13] has been applied. Considerations about handling and insertion attributes of each component have been made to measure the weighted average values of the part assembly complexity factors (Cpart), according to the following equation:
where \({C}_{h,j}\) (j = 1,..,J) and \({C}_{i,k}\) (k = 1,..,K) are respectively the values of relative handling and insertion complexity factors, reported in [13]. The value J and K are the number of the considered attributes. \({C}_{h}\) and \({C}_{i}\) take on values between 0 and 1. They are respectively the average handling and insertion complexity factor of the part.
About the geometrical complexity, as described in Sect. 1.1, several authors proposed a series of metrics to define it in an objective manner (Table 1). Instead, subjective metrics are based on complexity judgments attributed by experts in CAD modelling, who have a broader vision of the modelling world and who know how to recognize the difficulties that may be encountered during the part creation process. The complexity judgement is attributed following a simple psychometric measurement technique developed by Rensis Likert [14]. Typically, the range of ratings goes from 1 to 5, where 1 stands for “very simple” and 5 stands for “very complex”.
In order to evaluate the geometrical complexity metrics, the tools used for evaluating objective and subjective metrics are the plug-in Grasshopper for Rhinoceros® and a survey respectively. In Grasshopper, by means of blocks, it is possible to build real workflows in a Canvas that, starting from the CAD model, provides all the parameters needed to evaluate the objective metrics.
The survey for the acquisition of subjective metrics involves CAD modelling experts (both from industry and academy). Each interlocutor is invited to express an opinion, based on Likert scale, on CAD models, considering some evaluation parameters such as modelling strategies, symmetries, patterns, features, linearity and curvature of surfaces, etc.
Once the objective and subjective metrics, related to a sample of CAD models, have been obtained, an analytical relationship between the “perceived” complexity of a component and its objective characteristics can be obtained by means of multivariate linear regression, by considering the subjective judgements as depended variable and the objective metrics as independent variables.
The overall complexity index (PC), considering the obtained Geometric Complexity (GC) index and the Assembly Complexity (AC), based on Eq. 1, is done by the following equation:
The decision-making process involves the complexity of the product and the cost analysis related to the production technology (additive or traditional). So, it allows the identification of areas of convenience for selecting the appropriate technology.
3 Case Study
This section is aimed at demonstrating the effectiveness of the framework proposed in Fig. 1. The case study investigates the technology selection for the production of 26 components, most of which selected from the industrial field. All the components are made of polymeric materials and they have no structural function. Two near-net-shape production technologies have been considered: Selective Laser Sintering (SLS) and Injection Molding (IM), but the approach can be easily applied to different technologies.
Figure 2 shows the CAD models of part of the investigated components. The figure appears blurred since it contains multiple copyrighted components. Anyway, it is possible noting the considered models are characterized from very different levels of complexity.

copyright reasons of some components).
Investigated components (blurred effect is added for
According to the framework, a routine has been implemented in Grasshopper plug-in for Rhinoceros® for calculating the objective geometrical complexity metrics of CAD models. The subjective judgements have been collected by means of a survey which involved 50 CAD modelling experts (20 industrial designers and 30 academics). For each item, the overall expert judgment of complexity is obtained from the mean value of the proposed judgments.
Table 2 shows the objective and subjective metrics values. The experts’ judgements values have been normalized.
3.1 Geometrical Complexity Index
Multivariate linear regression is performed by using the stepwise method [15].
For each metric, maximum and minimum values (highlighted in red in Table 2) have been excluded from the database to avoid extrapolation problems. In addition, 70% of the data has been used for the training phase, while 30% for the testing phase by means of an offset test.
The only metrics that have a certain linear relationship with the dependent variable (experts’ judgements) are considered for the definition of the linear regression model. For each pair of variables, the Pearson correlation coefficient has been evaluated (Table 3), choosing a lower bound of 0.7.
As shown in Table 3, PVR, CR, SR and CEC has a Pearson coefficient (highlighted in green) higher than the lower bound. So, STL and number of Surfaces metrics are excluded from the analysis. A partial-F hypothesis test has been performed to verify that the variables selected from the correlation could be included in the linear regression model. The stepwise method highlighted that PVR and CR are the most significant metrics to better describe the geometrical complexity on the basis of the starting dataset. Hence, it was possible to deduce that the estimation of the Geometrical Complexity (GC) index of a component is a bivariate regression model based on two objective complexity metrics, Part Volume Ratio (PVR) and Cube Ratio (CR), according to the following equation:
From the analysis of the residuals of this model, it has been verified that both the assumptions of linearity and homoscedasticity are satisfied.
To finally accept the model, the linear regression equation has been subjected to the offset test, considering the 30% of the database previously excluded. It has been found to be valid since the average deviation of the estimated complexity from the subjective judgments was less than 5%.
3.2 Convenience Zones
Having obtained the overall Product Complexity (PC) values, according to Eq. 2, a production cost analysis has been performed, as a function of complexity and considering the production volume as fixed. Two production volume scenarios have been considered: 500 and 1000 pieces. The considered manufacturing technologies are Injection Molding (IM) and Selective Laser Sintering (SLS) as traditional and additive manufacturing techniques respectively. Only 20 of the 26 CAD models have been selected for simulating the production scenarios.
Figure 3 shows the convenience zones for a volume production of 500 and 1000 pieces respectively. The chosen components are ordered on x-axis according to increasing complexity. By the cost analysis, the Additive Manufacturing (AM) production cost turned out to be constant for the considered build as the complexity of the produced part increase.

Convenience zones for production volumes of 500 (A) and 1000 (B) pieces.
Looking more in detail, regarding the production scenario of 500 pieces (Fig. 3.A), the convenience zone for AM starts from component number 7, which has complexity index equal to 0.5571. At this point, the production cost of a single component is identical for both production technologies (€ 6.69). For components with complexity index higher than 0.5571, it is never convenient to produce in IM, while it is advantageous to move to AM production.
Considering the scenario of 1000 pieces (Fig. 3.B), it is interesting to observe how the area of convenience for AM begins with component number 19, which has complexity index equal to 0.7979. The results show that IM is better suited to a mass production scenario, in which the components, although complex, are convenient to be produced with traditional technology.
4 Conclusions
The analysis of the literature about the metrics for evaluating the geometric complexity of a CAD model has shown that, evaluated individually, these metrics are not exhaustive. The aim of this research was to investigate and combine these geometrical complexity estimation techniques, together with subjective judgements of experts, in order to present a new approach for determining the geometrical complexity index of a part.
Geometrical complexity, combined with assembly complexity and costs analysis, could represent the driver for selecting the best production technology, offering a method for evaluating the convenience of Traditional Manufacturing techniques with Additive Manufacturing ones.
The objective and subjective metrics, obtained from a survey that involved 50 CAD modelling experts, related to 26 CAD models have been analysed and correlated. Then, by means of multi-variate linear regression, a new Geometrical Complexity index has been defined and validated. Part Volume Ratio and Cube Ratio resulted the objective metrics that, linearly combined, better approximate the subjective judgment about geometrical complexity.
However, this research is only a first step in defining a geometric complexity index that can be as effective and generic as possible.
In order to achieve this goal and to enrich the literature about the topic, further research will be conducted, increasing the sample of CAD models for the survey, obtaining more information about the judgements parameters and investigating on the use of other judgement scales and other statistical methods for the definition of the mathematical model.
References
ElMaraghy, W., ElMaraghy, H., Tomiyama, T., Monostori, L.: Complexity in engineering design and manufacturing. CIRP Ann. 61(2), 793–814 (2012)
Chase, S., Murthy, P.: Evaluating the complexity of CAD models as a measure for student assessment. In: Proceedings of the 22nd Annual Conference of the Association for Computer-Aided Design in Architecture/1-880250-09-8, Washington DC 19–22 October 2000, pp. 173–182 (2000)
Joshi, D., Ravi, B.: Quantifying the shape complexity of cast parts. Comput.-Aided Des. App. 7(5), 685–700 (2010)
Lian, Z., Godil, A.A., Rosin, P.L., Sun, X.: A new convexity measurement for 3D meshes. In: 2012 IEEE Conference on Computer Vision and Pattern Recognition, Providence, RI, 2012, pp. 119–126 (2012)
Chogule, R.G., Ravi, B.: Variant process planning of casting using AHP-based nearest neighbour algorithm for case retrieval. Int. J. Prod. Res. 43(6), 1255–1273 (2005)
Qamar, S.Z., Chekotu, J.C., Al-Maharbi, M., Alam, K.: Shape complexity in metal estrusion: definition, classification and applications. Arab. J. Sci. Eng. 44, 7371–7384 (2019)
Bodein, Y., Rose, B., Caillaud, E.: Explicit reference modeling methodology in parametric CAD system. Comput. Ind. 65(1), 136–147 (2014)
Valentan, B., Brajlih, T., Drstvenšek, I., Balič, J.: Development of a part-complexity evaluation model for application in additive fabrication technologies. J. Mech. Eng. 57(10), 709–718 (2011)
Johnson, M.D., Valverde, L.M., Thomison, W.D.: An investigation and evaluation of computer-aided design model complexity metrics. Comput.-Aided Des. App. 15(1), 61–75 (2018)
Greco, A., et al.: Investigation on geometrical complexity techniques for assessing AM feasibility. Macromol. Symposia 396, 2000309 (2021)
ElMaraghy, W.H., Urbanic, R.J.: Modelling of manufacturing systems complexity. CIRP Ann. 52(1), 363–366 (2003)
Fera, M., Macchiaroli, R., Fruggiero, F., Lambiase, A.: A new perspective for production process analysis using additive manufacturing-complexity vs production volume. Int. J. Adv. Manuf. Technol. 95, 673–685 (2018)
Samy, S.N., ElMaraghy, H.: A model for measuring product assembly complexity. Int. J. Comput. Integr. Manuf. 23(11), 1015–1027 (2010)
Likert, R.: A technique for the measure of attitudes. Arch. Psychol. 140, 5–55 (1932)
Yamashita, T.: A stepwise AIC method for variable selection in linear regression. Commun. Statist. Theory. Methods. 36(13), 2395–2403 (2007)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Greco, A., Manco, P., Gerbino, S. (2022). On the Geometrical Complexity Index as a Driver for Selecting the Production Technology. In: Rizzi, C., Campana, F., Bici, M., Gherardini, F., Ingrassia, T., Cicconi, P. (eds) Design Tools and Methods in Industrial Engineering II. ADM 2021. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-91234-5_1
Download citation
DOI: https://doi.org/10.1007/978-3-030-91234-5_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-91233-8
Online ISBN: 978-3-030-91234-5
eBook Packages: EngineeringEngineering (R0)