
Abstract
Spare parts inventory management is crucial in the success of a service providing company. In this study, the spare parts of a service provider in the automotive sector are classified according to their characteristics in groups and different inventory control policies are applied to the categorized groups. The Analytical Hierarchy Process (AHP), one of the Multi-Criteria Decision Making (MCDM) methods, is used to classify the spare parts into groups. As a result of the application of AHP, classes of spare parts are determined according to the VED analysis, classifying the spare parts according to their criticality. Furthermore, the ABC analysis performed by the company was improved by using cost and demand criteria. After performing both analysis, three new classes of spare parts are determined with the combination of ABC and VED classification techniques. For each class, an appropriate inventory control policy is decided according to the spare parts importance and criticality. Based on the literature review, the \(({\varvec{R}},{\varvec{S}},{\varvec{s}})\) inventory control policy is chosen to be applied in each class, taking into consideration the review period, order up-to-level and reorder point of items. In the inventory control model, the review period for the same class items is assumed to be constant based on the information provided by the company. For verification purposes, necessary cost calculations including total ordering and holding costs are performed by means of Microsoft Excel. In order to be able to vastly observe the system behavior, different cost scenarios are generated by increasing and decreasing the service level and review period of the system. Using, OptQuest, an optimization tool, embedded into ARENA simulation software, the different scenarios were analyzed and the total minimum cost is reached. For supporting the daily operations of the company, a user-friendly decision support system is built, where the end-user can easily add/remove spare parts to/from the system, classify them and compare the results of inventory control policies with the current system. The DSS will also assist the company to manage and control their real-time inventory and perform spare parts stock level tracking and decide when to place orders.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Spare parts inventory management
- Multi-criteria decision making
- Analytical hierarchy process
- ABC classification
- VED analysis
- Arena simulation
- Decision support system
1 Introduction
In the service and maintenance business sector, inventory is considered to be the most valuable asset of an organization. Having an effective spare parts inventory management system is necessary and crucial for any service and maintenance provider. Spare parts inventory management is critical since spare parts need to be replaced as their performance decreases. Having spare parts available in a service provider's inventory allows the company to meet or exceed its goals by ensuring on-time shipment and delivery of the products or services to its customers. The primary goal is to keep inventory for unexpected situations, irregularities, and delays by controlling the inventory level regularly.
In this study, the spare parts of a service company, which operates in the automotive sector, are classified according to their characteristics in groups to apply appropriate inventory control policies. To classify the spare parts, the Analytical Hierarchy Process (AHP) is used. As a result of the application of AHP, spare part classes are determined according to the VED analysis, which is used to classify the spare parts based on their criticalities. The ABC analysis performed by the company was improved by using cost and demand criteria. After both analyses were performed, new classes of spare parts are created with the combination of ABC and VED analysis. For each class, appropriate inventory control policies are decided and applied by using MS Excel and different scenarios for those policies are tested using ARENA Simulation. Finally, a user-friendly Decision Support System (DSS) is developed by using the MS Excel-VBA interface, which is proposed to the company.
In the subsequent sections of the study, the optimization problem for reducing operating and inventory costs is discussed taking into consideration the classification of spare parts in different groups.
2 Problem Definition
The project has been conducted to determine the inventory control policy for each spare part group. Consequently, the main problem is divided into two sub-problems and these problems are simultaneously studied. The first sub-problem is about the classification of spare parts. According to the information provided by the company, the current system for spare part classification was based only on the company’s turnover rates. In the company, each spare part has different properties and importance based on various criteria. By considering this, a detailed spare part classification is performed, according to the criticality of the spare parts. Using more criteria for classification, according to the obtained information from the literature, it is supposed to provide more accurate results to classify spare parts. Under the light of the literature review, appropriate Multi-Criteria-Decision Making (MCDM) methods, such as AHP (Analytic Hierarchy Process) and other well-known techniques like ABC and VED analysis, are selected and applied to all spare parts provided by the company. The importance of each spare part is decided using AHP methodology and VED analysis. Furthermore, the ABC classification in combined with the VED analysis resulting into three new classes of spare parts, based on their specific characteristics and criticality in the maintenance/service process.
The second sub-problem is about providing an appropriate inventory control policy for each class determined in the previous sub-problem. Since the company takes orders based on the customers’ requests, depending on the type of spare parts, the inventory shortage may result in a long lead time to meet the customers’ demand. Hence, the inventory control policies play a vital role in preventing the lack of spare parts and meeting demand requirements on time. Since each class of spare parts has distinctive demand and lead time distributions, replenishment policies for each class appeared to be different. Therefore, for each determined spare part class, an inventory replenishment policy is decided and applied. Finally, an inventory control mechanism is proposed.
3 Literature Review
Throughout this research, articles related to the subject were searched and selected. Among these articles, the methods that can be used were found and more detailed research was done on them and the method that is going to be applied was decided. The literature review consists of three parts. In the first part, spare parts classification techniques were investigated. It was found which methods can be used in which situations while making this classification. In the second part, the application of the selected method was searched. In the last part of the literature review, inventory policies for spare parts were searched and the most suitable policy for our case was selected and applied. Also, Arena Simulation models for the selected inventory policy were searched.
In the first part, it has been reviewed that lots of methods can be applied for spare part classification. Simple ABC (Activity-based costing), multi-criteria ABC analysis and AHP (Analytical Hierarchy Process) methods are the most common methods that were used. ABC identifies the most important products and prioritizes the items that matter most for the company. In A class 20% percent of inventory items account for 80% percent of inventory value, in B class 30% percent of inventory items account for 15% percent of inventory value and in C class 50% percent of inventory items account for 5% percent of inventory. As we realized that we had to determine more than one criterion, the method called AHP that includes multi-criteria is selected which is mentioned in articles [1] and [2] by Botter &Fortuin (2000). As it is mentioned in article [2], Botter and Fortuin (2000), Sharaf and Helmy (2001) and, Suryadi (2003) have applied the AHP method for the VED (Vital, Essential, and Desirable) categorization of items to decide to hold or not to hold the items in stock. So, the application of VED Analysis to the result of the AHP method is used by J. Stoll, R. Kopf, J. Schneider, G. Lanza (2015) [3]. After VED Analysis, an ABC-VED matrix is applied from Lt Col R Gupta, Col KK Gupta (Retd), Brig BR Jain (Retd), Maj Gen RK Garg (2007) [4]. By combining ABC and VED classification, the classes can be grouped into three categories. Category I items, which is the most important category, belongs to AV, AE, AD, BV, CV sub-categories; category II items, which is the essential category, belongs to BE, CE, BD sub-categories and category III items, which is the desirable category, belongs to only CD sub-categories.
In the second part, the principles and calculation steps of AHP and the application is reviewed from S. Selvamuthukumar (2011) [5]. As we saw from the AHP method, some criteria as main criteria and sub-criteria had to be determined after got the opinion from Rahmat Nurcahyo (2017) [3], Valentim et al. (2018) [6], A. Bacchetti (2010) [7] and, Orlando Durán (2015) [8].
In inventory control, the policy which is appropriate to the situation should be determined and applied by evaluating the situation. Tarim, S. A., and Kingsman, B. G. (2006) addresses the inventory model that allows different service levels to be provided by rationing, considers both demand lead times and multiple demand classes. In case that there are multiple demand classes in the system, the most suitable policy would be to use different policies for each demand class [9].
Aslantaş, M. (2019) explains \(\left(s,Q\right)\) \(\left(s,S\right),\) \(\left(R,S\right),\) \(\left(R,s,S\right)\), and \(\left(R,s,nQ\right)\) policies that can be applied for stock control. According to Aslantaş (2019), due to its periodic review feature, this system is highly preferred in terms of coordinating the orders of the relevant products \(\left(R,s,S\right)\) is a combination of \(\left(R,S\right)\) and \(\left(s,S\right)\) policies [10]. The stock needs to be controlled in each R period. If the stock level is below s, then the order is placed up to S. If the stock level is above s, there is no need to place an order until the next checking of R. Under general assumptions, the \(\left(R,s,S\right)\) system is known to be better than other systems in terms of ordering, carrying, and holding costs [11].
According to the information obtained from Bravo, J. J., Delgado L., Toro, H. H. (2017), the \(\left(R,s,S\right)\) system is the adaptation of the \(\left(S,S\right)\) system to the periodic control system. Also, the \(\left(R,S\right)\) policy can be viewed as the periodic application of \(\left(s,S\right)\) with s = S - 1. Based on the demand model and related cost factors, the best \(\left(R,s,S\right)\) system produces a lower total supply, transport, and deficiency costs than other systems. A periodic review policy has been used to determine the optimum periodic review and safety stock. Since the use of periodic review requires less effort in reviewing the company's inventory level, it has been proven that the periodic review policy can be applied more easily in inventory management than the policy of continuous review. Therefore, some costs such as information system costs and labour costs can be significantly reduced. The inventory replenishment policies in the One-warehouse/N-retailer problem handle the \(\left(R,s,S\right)\) periodic review policy under a centralized approach was defined by Bravo, J. J., Delgado L., Toro, H. H. (2017). Also, this study addresses the analytical background of the \(\left(R,s,S\right)\) inventory policy. When both \(\left(R,S\right)\) and \(\left(R,s,S\right)\) are implemented traditionally, it is observed that the (R, s, S) periodic review strategy has better performance than the \(\left(R,S\right)\) policy [12].
The service level treads a fine line between operating cost and opportunity cost. According to Radaşanu (2016), to determine and meet the target service level, while maintaining minimum inventory levels to keep operational costs low is the most effective and accurate method for calculating service level. It is needed to have a unique calculated re-order point and safety stock for each SKU [13].
The calculation of safety stock and replenishment lead times based on an analytical and cost-based model for products with demand uncertainty is discussed by Accorsi, R (2016). Weibull distribution is used for the demand of the product in this model which is mentioned in the same article [14].
The experiments are presented to compare the performance of inventory management by Lopes and Matos. The work is based on the durable and fast-moving item with mean particularities of, demand lead time. As Lopes and Matos mentioned, under the specified conditions and for items meeting the required criteria, it is possible to conclude that the cost per unit cycle time statistically, the periodic review policy, and (S, s, R) have a higher performance than (Q, s). However, the preference between models (R, S) and (S, s, R) could not be established statistically [15].
A simulation of a production inventory system consisting of a single warehouse and a single product is presented by Benkő, J (2010). According to the study, the simulation model is focused on key performance metrics such as customer service levels (the ratio of fully satisfied customer demands), average inventory levels and re-order levels, the rate and amount of lost sales, and inventory cost, which can then be converted into monetary measures [16].
4 Solution Methodology
-
A. ABC Analysis
ABC analysis is an inventory categorization technique to control items accordingly to their values in inventory. In the company's inventory, there are currently a total of 744 spare parts. ABC analysis has applied according to demand and costs, for all spare parts. According to the ABC analysis, Class A includes 8% of all spare parts (62 spare parts), Class B includes 20% of all spare parts (148 spare parts) and finally, Class C includes 72% of all spare parts (534 spare parts).
-
B. AHP Model: Defining the Hierarchy, Pair wise Comparisons and Weight Derivation
As the first step of the solution procedure, Analytical Hierarchy Process (AHP) was applied for spare part classification. In our case, the study includes 1 goal, 3 main-criteria, 7 sub-criteria, 3 alternatives and ranking of the importance levels which were decided together with the company. The three major criteria influencing the decision-making process are logistics, car type and product. Both logistic and car type main criteria has 2 sub-criteria. For logistics sub-criteria are lead time and supplier proximity and for car type sub-criteria are product type and model year. Lastly, product main criterion has 3 sub-criteria which are order frequency, rate of consumption and area of usage. In this case 3 alternatives are listed as; Vital, Essential and Desirable.
For AHP, the weights are calculated by organizing matrices for each level category. All the criteria are compared in pairs at each level. The company’s management decided on importance levels for each pair-wise comparison.
After calculations of the weights, global weights are calculated. Global weights represent the particular hierarchy element in the overall hierarchy.
For the final table of AHP, a scale table is made for the ratings of the criteria for each alternative; Vital, Essential, and Desirable. The Vital Parts have a rating of 3 since they are the most critical parts, Essential Parts have the rating of 2 and Desirable Parts have the rating of 1. After it is decided on the ratings, ratings are assigned to the alternatives. Each alternative is weighted and normalized afterward. The data is normalized based on the fact that the higher the rating value is, the higher the priority. The alternatives weights are merged with the global weights and determine the global weight for each of the alternatives. The results for each alternative are calculated by incorporating the global alternatives weights of each. After the calculations for each alternative, we get the final weighs as 0.49 for Vital Parts, 0.35 for Essential Parts and 0.16 for Desirable Parts. The weights for the classes are used in the next chapters for the final grouping of the spare parts.
-
C. VED Analysis
For the new categorization as Vital, Essential and, Desirable, the company is asked to perform the necessary rating evaluations according to the scale table for each spare part. After that, the answers are turned into the rankings between 1 and 3. For calculating the weights and group each item, the weights and the ranks are used.
The weights of the VED Analysis, calculated as 0.49 for Vital, 0.35 for Essential, and 0.16 for Desirable in the previous sections. These weights are normalized to find the range of the Vital, Essential, and Desirable classes. The normalized weights represent the percentage of the number of spare parts in each category. As a result of this normalization, it is found that % 29 of the spare parts belong to Vital, %37 of the spare parts belong to Essential and, %34 of the spare parts belong to Desirable classes. A detailed calculation has performed using AHP methodology for in total of 744 spare parts. As a result of the spare parts ranking, 242 of the spare parts belong to Vital, 269 of the spare parts belong to Essential and, 233 of the spare parts belong to Desirable.
-
D. ABC – VED Combination and Final Grouping
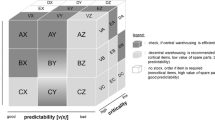
In this study, the ABC analysis depends on the cost and demand, which are the evaluation criteria for the classification of the spare parts. To describe the criticality, a multi-criteria VED analysis is developed. As a combination of the ABC and VED analysis, a two-dimensional approach is used. After ABC and VED analysis, materials are divided into 3 categories to make the ABC-VED matrix. The first category includes AV, AE, AD, BV, and CV; the second category includes BE, CE, and BD, the third category includes CD materials.
In the previous sections of this study, the ABC classification determined as follows: 62 of the spare parts belong to the A category, 148 of the spare parts belong to the B category and, 534 of the spare parts belong to the C category. The VED classification is calculated as; 242 of the spare parts belong to Vital, 269 of the spare parts belong to Essential and, 233 of the spare parts belong to Desirable categories. After the combination of ABC and VED matrices, the final categorization and the number of the spare parts belonging to each category is determined as: 42 of the spare parts are in AV, 88 of them are in BV, 112 of them are in CV, 19 of them are in AE, 52 of them are in BE, 198 of them are in CE, 1 of them are in AD, 8 of them are in BD, and 224 of them are in CD.
As a result, from this calculation a new classification is made for the spare parts. Category I represents the frequently consumed and vital spare parts, Category II represents the required spare parts that consumed moderately and, Category III represents less frequently consumed and optional spare parts. The final classification representation of the categories is shown in Table 1 below.
-
E. Inventory Control Policy
An inventory control policy has been developed as the next step of this study. The main purpose of this policy is to determine a review period for the spare part inventory, reorder point, and order-up-to level for each demand class.
Inventory is helpful to anticipate the supply and demand uncertainty. As the appropriate inventory policy is determined, some relevant costs have occurred that can be classified into three categories, which are supply cost, inventory holding cost, and shortage cost.
The classification of spare parts is performed by applying ABC-VED Analysis. As a result of this application, the spare parts are classified as Categories I, II, and III based on their importance to business and criticality. In order to tackle the inventory level of each class, \(\left(R,s,S\right)\) inventory policy is proposed.
The spare parts of the same class have the same review periods (R), according to the information given by the company. However, each spare part has different lead time and demand distribution. Consequently, \(\left(R,s,S\right)\) policy is applied to all of the spare parts and obtained particular reorder points (s) and order-up-to levels (S), for each spare part.
The comparison between the continuous and periodic review policies, both the continuous and periodic review has its advantages and disadvantages. The periodic review policy has a lower total inventory cost than the continuous review policy due to the nature of items with low demand and low prices. In this research, the periodic review inventory policy will be used.
In cases where the demand and lead time are stochastic, a fast and efficient algorithm \(\left(R,s,S\right)\) inventory control system is used to simulate inventory levels of spare parts. This inventory control policy can be used to calculate performance metrics such as fill rate or to find parameter values of a service level predetermined by the company.
Under general assumptions, the \(\left(R,s,S\right)\) system is known to be optimal compared to other systems in terms of ordering, carrying, and holding costs. However, compared to other inventory policies, the computational effort is more intense to obtain optimal values of these three control parameters.
Based on all these, the inventory policy to be recommended for each spare part in all classes, in the ABC-VED analysis was determined as \(\left(R,s,S\right)\). The result of this model proved to be the optimal solution according to the cost of not keeping inventory on hand. The stock position is checked in each R review period.
First of all, an initial approximation is made. The reason why is to compare the optimal values to be found from Arena with the values we found on Excel and observing how much we can improve on a piece basis. While doing this approximation, the normal distribution is applied for the calculations. We show illustrative details only for the case of normally distributed demand. This is appropriate to use as long as
is the coefficient of variation of demand over R + L. When CV is less than 0.5, a normal distribution provides better results. After all, when all CV values are calculated for each class, it is seen that the CV level is below then 0.5, therefore the normal distribution is used when the total R,s, S, and total costs are calculated.
Monthly demands and lead times of each spare part were requested from the company as the first step in making \(\left(R,s,S\right)\) calculations. Since our model is periodic, different review periods were determined based on each class. The expected demand and standard deviation of these parts were fit over the normal distribution by Input Analyzer from the ARENA. The reason for doing this was to find the expected value of demand between two consecutive review periods and the standard deviation of demand between two consecutive review periods (units).
-
F. Objective Function
Certain constraints were taken into consideration while minimizing costs. These constraints are;
-
Order up to level is greater than the reorder point
-
Whether the order up to level is appropriate according to other constraints
-
The coefficient for calculating the distribution of the coefficient of variation of total cost needs to be less than the max coefficient of variation allowed.
By summing all these costs described above, the total costs were found both on the basis of parts and on the basis of class.
5 Computational Results
-
A. Cost Scenarios for All Classes
In order to observe the cost minimization of the spare parts, the necessary constraints were changed to create five different scenarios for all classes. The feasible results were examined accordingly. These changed constraints were review period and service level.
The first scenario is the base scenario. The values that were used for calculations of the base scenario are the values that the company is currently trying to satisfy. Initially, all of the costs were calculated by using the base scenario values. In the second scenario, only the review period has increased and, the calculations were made accordingly. On the other hand, in the third scenario, the review period has decreased. With the decrease in the review period, reorder point and order-up-to level would also be decreased. The ordering cost has a large increase compared to the base model because the inventory is checked more frequently and it causes to order more than necessary, on a monthly basis. For the fourth scenario, the review period remained the same, however, this time, the service level increased to be 98%. In this scenario, it was observed that the ordering cost has increased. Considering the possibility of having a stockout has decreased due to the increased service level, the stockout cost has decreased. On the other hand, for the last scenario, the service level decreased to be 92%. In this scenario, it was observed that the ordering cost has decreased because the company does not need to satisfy a high level of demand. Cost calculations for each scenario are shown in Table 2 and Table 3 below.
-
B. Simulation Model
For creating the Simulation Model for this study, five spare parts were selected for each class as a representation of the total 744 spare parts, and the same model construction is made for each class. The run time has been selected as a month.
In the simulation to create demands, monthly demand distributions of each spare part have fitted to distribution in Input Analyzer. Inventory level, order-up-to levels, safety stocks, and reorder points are calculated accordingly. After that, the model checks if inventory position drops to reorder point. If it is, an order is placed by calculating order size and, after a given lead time, when the order arrives, the inventory position is updated accordingly.
After the run is completed, holding cost, stockout cost and, ordering cost calculations are made for each spare part.
Verification and validation of the developed system will be made with obtained results from Excel and Arena Simulation.
As it was mentioned in the previous chapter, for each class five spare parts were selected and tested in Arena Simulation. The obtained results were compared with the Excel calculation outputs to verify the model. The obtained results after running the Arena Model compared with the Excel outputs.
For each class, the determined scenarios were entered in the Process Analyzer in Arena Simulation and, each of them compared with the results found in Excel.
To see the changes in each scenario, a spare part is selected from each class. The changes in order-up-to level, safety stock, re-order point and inventory on hand is shown, as well as the changes in the costs.
After the comparisons made for each spare part, minimization of the Total Cost for the selected spare parts has made by using OptQuest in Arena Simulation.
-
C. Decision Support System
A decision support system (DSS) was created to support real-time inventory control and spare parts tracking, with the help of the Excel Visual Basic Application.
The developed Decision Support System has five main control mechanisms; Products, Classification, AHP, Inventory and Inventory Level. These mechanisms help the user to do the desired transactions. The user can see the current information of each spare part and make changes accordingly. Also, the user can track the inventory level of each spare part and place an order if necessary. Furthermore, the user is able to demonstrate all the classifications that are made for each spare part (Fig. 1).

Decision support system
6 Conclusion
As a conclusion of this study, the spare parts are categorized according to the classification methods applied. Firstly, the AHP methodology is implemented for classifying the spare parts according to their criticality. To describe the criticality as the basis of the classification, several criteria, both quantitative and qualitative, are used. After the application of AHP, new classes were determined by VED analysis. For the final grouping of the spare parts, the ABC-VED matrix is used and new classes are defined as Category I, II, and III. With the use of the ABC-VED matrix, stock evaluation is possible for both cost and vital importance. The analysis of the result from the combination of these two methods shows that there is no more dilemma regarding the cost and the vital importance. This allows for more effective management of important spare parts in both cost and vital importance aspects. The analysis aimed to achieve optimal classification. Finally, as the most appropriate inventory policy, the (R, s, S) policy is chosen for all classes.
With the help of the data taken from the company, necessary costs and values for (R, s, S) were calculated and the policy is applied to the categories mentioned. After these calculations for policy, the total costs were found from Excel, both based on parts and the basis of the class by summing 3 costs which are holding cost, stock-out cost, and ordering cost. To observe the cost minimization of the products, the necessary constraints were changed and different scenarios were created and feasible results were examined from Arena Simulation. The results of the Arena Simulation scenarios were compared with Excel results for verification and validation.
Last, the classification for the 744 spare parts and the new inventory control policy was presented in the Decision Support System (DSS) developed -with Excel Visual Basic Applications. Also, the DSS is assisting the company to monitor their inventory, by adding or removing spare parts from the system. With the DSS, the company can easily track the spare parts’ movements in their warehouses and, apply real-time inventory control. Furthermore, the company will be able to see the comparison of the methods with the selected spare parts in Arena and Excel, also the outputs of OptQuest which is run to minimize the total cost.
For the future works of this study, all of the spare parts in each class can be considered for the optimization purpose. Demand forecasting techniques can be applied to have more appropriate results for the inventory management. The optimization model can be solved by using some heuristic techniques in more reasonable amount of computational time.
References
Celebi, D., Bayraktar, D., Ozturkcan, S.: Multi criteria classification for spare parts inventory. SSRN Electron. J. (2008). https://doi.org/10.2139/ssrn.1362575
do Jego, J.R., de Mesquita, M.A.: Spare parts inventory control: a literature review. Production 21(4), 645–666 (2011). https://doi.org/10.1590/s010365132011005000002
Stoll, J., Kopf, R., Schneider, J., Lanza, G.: Criticality analysis of spare parts management: a multi-criteria classification regarding a cross-plant central warehouse strategy. Prod. Eng. 9(2), 225–235 (2015). https://doi.org/10.1007/s11740-015-0602-2
Gupta, R., Gupta, K., Jain, B., Garg, R.: ABC and VED analysis in medical stores inventory control. Med. J. Armed Forces India 63(4), 325–327 (2007). https://doi.org/10.1016/s0377-1237(07)80006-2
Velmurugan, R., Selvamuthukumar, S., Manavalan, R.: Multi criteria decision making to select the suitable method for the preparation of nanoparticles using an analytical hierarchy process. Department of Pharmacy, Faculty of Engineering and Technology, Annamalai University, Annamalai Nagar, Tamil Nadu, India (2011). https://doi.org/10.1691/ph.2011.1034
Silva, L.A.D., Hernández, C.T., Brandalise, N.: Criticality evaluation of spare parts using the analytic hierarchy process with ratings. Syst. Manag. 14(2019), 166–176 (2019). https://doi.org/10.20985/1980-5160.2019.v14n2.1500
Bacchetti, A., Plebani, F., Saccani, N., Syntetos A.A.: Spare parts classification and inventory management: a case study. Supply Chain and Service Management Research Centre - Department of Mechanical Engineering, Università di Brescia, Brescia, Italy University of Salford, Salford, UK (2010)
Durán, O.: Spare parts criticality analysis using a fuzzy AHP approach. Tehnicki Vjesnik-Tech. Gaz. 22(4), 899–905 (2015). https://doi.org/10.17559/tv-20140507002318
Tarim, S.A., Kingsman, B.G.: Modelling and computing (Rn, Sn) policies for inventory systems with non-stationary stochastic demand. Eur. J. Oper. Res. 174(1), 581–599 (2006). https://doi.org/10.1016/j.ejor.2005.01.053
Aslantaş, M.: Bir Transformatör Firmasında Stok Kontrol Parametrelerinin Simülasyon Tabanlı Optimizasyonu. Yüksek Lisans Tezi, Master of Science, Fen Bilimleri Enstitüsü Endüstri Mühendisliği Anabilim Dalı, Balıkesir Üniversitesi, Türkiye (2019)
Pyke, D.A., Silver, E.A., Thomas, D.J.: Inventory and Production Management in Supply Chains, 4th edn.. CRC Press Taylor and Francis Group, 6000 Broken Sound Parkway NW, Suite 300 Boca Raton (2017)
Bravo, J.J., Delgado, L., Toro, H.H.: A Practical Approach to Develop Centralized Inventory Policies for 1-Warehouse/N-Retailers Systems Through Simulation/Optimization. Universidad del Valle, Colombia (2017)
Radasanu, A.C.: Inventory management, service level and safety stock. J. Public Admin. Financ. Law 09, 145–153 (2016)
Accorsi, R., et al.: Weibull vs. normal distribution of demand to determine the safety stock level when using the continuous-review (S, s) model without backlogs. Int. J. Logist. Syst. Manag. 24, 3 (2016)
Assis Lopes, J.Á., de Matos, J.M.L.: Heuristics in inventory control: operational empirical evidence. Int. J. Eng. Ind. Manag./Revista Internacional de Engenharia e Gestão Industrial (2014)
Benko, J.: Modeling stochastic inventory policy with simulation (2011)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Atakay, B. et al. (2022). Spare Parts Inventory Management System in a Service Sector Company. In: Durakbasa, N.M., Gençyılmaz, M.G. (eds) Digitizing Production Systems. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-90421-0_67
Download citation
DOI: https://doi.org/10.1007/978-3-030-90421-0_67
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-90420-3
Online ISBN: 978-3-030-90421-0
eBook Packages: EngineeringEngineering (R0)