
Abstract
Ensuring the basic quality level of a technical product through the development and implementation of an expert system that ensures the absence of failures and defects at the stage of operation of this product. Failure-free calculation is performed in order to ensure compliance with the requirements to the reliability of parts during the operation of the product. If the actual fail-safe values do not correspond to the design indicators, the design of parts and assembly units is adjusted in order to achieve the design (required) product fail-safeness. First, a functional model of the product is developed, and then, on the basis of this scheme, a scheme for calculating product reliability is made. The study of reliability of technical products has shown that the lack of reliability of the product is associated with a number of problems. The work provides a list of measures by which it is possible to improve the technical level and quality of technical products. The need to develop an expert system to ensure the quality of technical products at a high level is described. Described ES should assess the expected quality of parts or products before the transfer of design documentation to production. Introduction of such expert system will make it possible at the pre-production stages (development of design documentation and specifications) to take measures to eliminate possible defects in parts, assemblies and products before the start of operation of the product, which will ensure the production of technical products that meet the high-technical quality level with 95% probability.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Fail-safe
- Quality management
- Reliability theory
- Product reliability
- Non-destructive testing
- Persistence
- Reliability schemes
- Technical product
- Expert systems
- Accelerated testing
- Functional model
1 Introduction
Technical products may be in functional or defective condition. In good working order, they meet all the requirements of the normative and technical documentation (TD), in bad working order they do not meet at least one requirement of the TD. Inoperable products are always defective [1]. Reliability is a comprehensive indicator of quality, but for technical products, depending on the purpose and conditions of operation determine the single indicators included in the concept of reliability: reliability, durability, reliability and maintainability (GOST 27.002-89). Reliability, durability and maintainability are the most important parameters for parts and assembly units. In machine-building, the actual dependability is determined by the results of acceptance and control tests, after which it is possible to carry out the forecasting of dependability during the operation of products [2]. The most interesting in the field of forecasting is the methods of non-failure operation forecasting, based on the properties of parts materials, which are expressed in the form of a set of physical and mechanical parameters that determine the performance of parts and assembly units in the event of accidental failures (with the exception of sudden failures). Methods of non-failure forecasting are based on mathematical modeling of functional properties of products in the expected conditions of operation [3].
2 Calculating the Reliability of Technical Products Based on General Quality Management Methods
Principal differences of a method for definition of products reliability within the limits of principles of universal quality management from principles of the classical theory of reliability consists that at calculations of technical products quality, reliability is not the final goal, and is means of maintenance display of quality parameters for which the product was created, i.e., properties of functionality and working capacity. Thus, reliability P(t) in the formulas for calculating the quality of technical products is the coefficient of preserving the quality of the product during the standard life. For the analysis of product reliability, it is necessary to perform decomposition—division of the product into component parts [4]. This operation is performed for both restored and non-recoverable products. Carrying out of this operation allows to separate refusals from damages that promotes reception of the objective information on actual non-failure of a product. Definition of reliability of assembly units within the framework of the theory of general quality management (unlike the classical theory of reliability) taking into account the importance of reliability of parts affecting the final reliability of assembly units. A weighting factor is a value, which is determined through a rating score ri, that describes the impact of the failure of specific parts on the failure of an assembly. A weighting factor is a value, which is determined through a rating score ri, that describes the impact of the failure of specific parts on the failure of an assembly. Weight coefficients are determined by the method of nominal and limit values according to the equation [5]:
where \(r_{i} = \frac{{q_{i.H} }}{{\left| {q_{i.np} - q_{i.H} } \right|}}\)—formal evaluation of the quality of the i-th part (in this case, failure-free);
\(q_{i.H}\)—nominal (defined from the technical scheme) quality parameter;
\(q_{i.np}\)—quality limit (basic) parameter;
\(\beta_{i} = \frac{{r_{i} }}{{\sum {r_{i} } }}\)—principle of values normalization on limit 0…1, 0.
In this way, weight coefficients describing the degree of influence of a part failure rate on assembly unit failure rate are obtained. That is, the higher the ri value is, the higher is the probability of non-failure operation of a particular part [4].
The value of probability of failure Fn is determined depending on the adopted law of random value distribution. Since all refusals are independent events, the conditional probability of failure is determined by the formula of weighted arithmetic mean [6]:
and product failure-free:
Under this principle, the failure probability of a complex product is the sum of the failure probabilities of its elements, taking into account their weightiness. The method of determination of failure rate within the framework of general quality management applies only to the elements located according to the sequence scheme of reliability calculation. Therefore, in this case, it is sufficient to determine the weight coefficients only for sequential elements of the scheme [7].
Reliability calculation is performed with the purpose of ensuring compliance with the requirements to the reliability indicators of parts in the process of product operation. If the actual fail-safe values do not correspond to the design indicators, the design of parts and assembly units is corrected to achieve the design (required) fail-safeness of the product [8]. First, the functional model of the product is developed, and then, on the basis of this scheme, the reliability calculation scheme of the product is made.
The rules of drawing up the functional models of the assembly units preceding the drawing up of the reliability calculation schemes:
-
when calculating the reliability indicators (regardless of the reliability calculation scheme: sequential, parallel or mixed), the parts in the reliability calculation scheme of the assembly units are arranged in the order of the reliability reduction;
-
the highest fail-safe value must be the most significant part in the assembly unit, which is located at the beginning of the fail-safe design.
The following input data are used at the design stage to calculate product reliability:
-
Reliability indicators of the analog’s elements operated in the same conditions;
-
technical requirements for the product under development;
-
reliability indicators of the component parts, included in the technical documentation (specifications, standards) [9,10,11,12,13,14,15].
Reliability of the system with parallel inclusion of elements is determined by the equation:
Such schemes consist of the main and several backup elements, so that the system remains operable as long as at least one of its elements remains operable, Fig. 1.

The system with parallel inclusion of elements
Thus, the increase in the number of parallel included elements increases the reliability of a complex system. At parallel inclusion of elements, the product will fail only at failure of all elements of the circuit [9].
Systems with serial connection of elements, as shown in Fig. 2, have no structural redundancy, and their failure occurs when any element fails. The majority of technical products are serial, so if any single element fails, the product ceases to perform its function. Failure of a product assembled according to the consecutive scheme, is defined by the product of probabilities of non-failure operation of elements:

System with serial connection of elements
Increasing the number of elements at their successive switching on leads to a decrease in product failure rate. To explain the above principles, below is an example of how to calculate the probability of failure-free operation of an assembly unit using the reliability calculation scheme shown in Fig. 1. At the same time, the presented scheme, to some extent, represents a simplified scheme of the car's device with a probability of non-failure operation of each of its elements equal to 0.9.
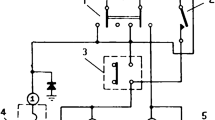
Figure 3 presents the structural scheme of the automobile for the calculation of its reliability according to the mixed scheme; at the same time, it is accepted that the probability of non-failure operation of each element of the scheme is equal to 0.9 [10].

Calculation scheme of reliability of the automobile. 1; 2; 3; 4—cylinders of four-cylinder engine; 5—body; 6—transmission; 7—manual brake; 8—foot brake; 9—chassis
The presented scheme represents the simplified scheme of the automobile device with probability of non-failure operation of each of its elements equal to 0, 9.
The scheme of car failure rate calculation starts with two reserved elements (hand brake and foot brake 7.8) corresponding to two independent braking systems. These elements must be the most reliable in the car, so these elements are located at the beginning of the reliability calculation scheme. Then, have an engine with four cylinders connected in parallel scheme (reserved elements) 1–4. Then, two elements (5 and 6) of the body and transmission are connected in series, and then the element (9) corresponds to the car chassis.
For simplicity of calculations, the reliability of the vehicle is determined by the mixed scheme of reliability calculation without taking into account the operating time:
Thus, the total uptime of the machine is always less than the uptime of its components [11].
As it was mentioned above, the described method of determination of reliability within the framework of general quality management applies only to the elements located according to the sequence scheme of reliability calculation. Therefore, in this example, it is enough to determine the weight factors for the elements of the scheme P5, P6 and P9. Formula for determination of reliability within the framework of general quality management [12]:
We perform failure-free calculation for conditions P1 = P2 = P3 = … = P9 = 0.9.
The weight coefficients for elements P5, P6 and P9 are the same, because their quality indicators are the same, therefore β5 = β6 = β9 = 0.333, ∑ β5, 6, 9 ≈1.0.
The reliability value of the system obtained by this method is higher than the classical method due to the fact that it takes into account only possible failures, and defects in this case are not considered. The calculated value of probability of non-failure operation t, received at the stage of product designing, is then determined in the process of accelerated reliability tests, after which the non-failure operation is specified by natural tests or observations during operation [13].
The principle of achieving the required level of required reliability is described below. The implementation of this principle consists in the development of automated expert system, which is a complex of computer programs used to solve the tasks of improving the quality of products with the involvement of initial information arrays, systematized in the form of knowledge bases accumulated by the expert (or experts) [14]. The knowledge bases concentrate all possible information and measures to ensure the required fail-safe operation at all stages of the technical product life cycle. The necessary recommendations on maintenance of reliability are received by the user as a result of dialog with the computer after formation of inquiry. During a dialog, the user answers computer questions, after that the computer forms the message on possible decision of trouble-free operation in the interesting unit or unit of the product [15].
Figure 4 shows the basic scheme of interaction of the expert system with the production cycle of the technical product creation. The key point in the presented scheme is p. 1.4—“Algorithm of achieving the non-failure operation of the parts, providing the production of the product, corresponding to the world quality level” [16]. This algorithm is proposed to be used in mechanical engineering, because we believe that the reliability (reliability) of a technical product by 95% depends on the quality and reliability of parts, as well as the timely rejection of unreliable components. The algorithm of achieving reliability of parts ensures the release of products at a high-technical level of quality. The first stage of the algorithm is to determine the expected quality of parts that have been identified as unreliable in the operation of the product [17]. Expected quality of parts is the quality determined by the parameters specified in the detail drawing. If the quality of a pattern is insufficient (not corresponding to the quality of the base pattern), they adjust the parameter values in order to achieve the quality of the base pattern.

Principal scheme of expert system to ensure production of technical products with high technical level
Non-destructive testing is carried out to detect unacceptable defects in the sections and surfaces responsible for failure-free operation: various inclusions, looseness’s, etc., defects that weaken the working section of the part. According to the results of the accelerated tests, the drawing of the part is corrected (if necessary), the structural and technological parameters related to the reliability of the part are corrected. Parts made in accordance with the points of the described algorithm, by definition, should have the required quality and reliability. Also, quality control of the part should be carried out during production.
Algorithm to achieve failure-free parts, ensuring the production of tractors at the world level of quality.
-
1.
Determining the expected quality of parts that have been determined to be unreliable during tractor operation. The expected quality of parts is the quality determined by the parameters specified in the part drawing. If the quality of the part (not corresponding to the quality of the base part) is insufficient, adjust the parameter values to achieve the quality of the base part;
-
2.
If for a part the fail-safe parameter is a defining (basic) quality parameter, then a mandatory stage of manufacturing of this part according to the corrected drawing is introduced, followed by a non-destructive inspection of sections and surfaces of the part responsible for the failure of the part;
-
3.
To ensure the required (standard) reliability of the part, the following technical requirements must be specified in the detail drawing as mandatory and additional:
-
•
Requirements for determining the cross sections and surfaces of the parts responsible for part failure in the drawing;
-
•
requirements for non-destructive testing of these sections and surfaces;
-
•
the type of non-destructive testing must be specified;
Requirements for accelerated testing of the manufactured part to determine actual reliability.
-
4.
Actual reliability is defined by the operators, who carry out non-destructive testing of responsible for non-destructive testing of sections and surfaces for the detection of inadmissible defects in the structure of sections and surfaces: various inclusions, looseness, etc., defects, weakening the working section of the part. For there should be a table of correlation between the expected failure-free parts with the number and nature of defects identified in the cross sections and surfaces of the parts;
-
•
After manufacturing, parts are carried out non-destructive testing of critical sections and surfaces of parts. If defects are detected, the part is rejected. If there are no unacceptable defects, accelerated testing of the part is carried out to determine the actual reliability (strength) of the part;
-
•
According to the results of the accelerated tests, the structural and technological parameters responsible for the part reliability shall be corrected (if necessary);
-
•
Prepared in accordance with the p.p. 1-6 all parts, included into the product, by definition, shall have the required quality and reliability. Such parts shall be supplied for the assembly of the product. The finished product shall also be subjected to an accelerated test to confirm the required reliability of the product;
-
•
Based on the results of the product reliability testing in the accelerated mode, the final adjustment of design and technological documentation is made to ensure the required reliability;
-
•
After all the above-mentioned measures have been taken, it is considered that production of tractors corresponding to the world level with 95% probability (5% - possible occurrence of permissible and non-critical defects), i.e., production of tractors working without failures and without unacceptable defects during the warranty period is provided.
References
Glichev AV (2001) Basics of product quality management. RIA Standards and Quality, Moscow, p 356
Zubarev YuM (2017) Mathematical fundamentals of quality management and reliability of products: a textbook. Lan, St. Petersburg, p 172
Palyanova VN (1987) Device design. In: Krause V (ed). Mashinostroenie, Moscow, p 384
Martishkin VV (2013) Quality management of technical products at the stage of working documentation development. Izvestia MSTUMAMI 2(16):348–354
Martishkin VV, Aleksashina OV (2015) Creation of expert system for selection of base samples at the stage of design of technical products. Ministry of Scientific Conf., Kursk, December 9–10, 2015. South-West State University, Kursk, p 206–211
Martishkin VV, Aleksashina OV, Zaitsev SA, Sukhova TS, Grinyuk ON (2016) Algorithms of calculation of quality at designing of technical products. All materials. Encyclopedic reference book vol 11, pp 34–38
Martishkin VV, Gribanov DD (2016) Quality assurance of technical products by project control. Quality and life 1:26–42
Martishkin VV, Zadornov KS (2014) Algorithm of quality management of technical products at a working design stage (in Russian). Technologiya Mashinostroeniya 5(143):58–63
Martishkin VV, Zaitsev SA, Sepeseva YA (2017) Determination of quality of technical products. Part 1: Use of the normal distribution properties at calculation of quality of technical articles (in Russian). Engineering and engineering education 4(53):2–10
Martishkin VV, Zaitsev SA, Feofanov AN (2015) Significance of the expert systems for increase of production quality in automobile and tractor branch (in Russian). Technologiya Mashinostroeniya 7(157):55–64
Martishkin VV, Kuleshova OV (2013) On expansion of functions of metrological services of enterprises working in the system of CALS-technologies. Quality management: scientific conf., Moscow, November 20–21, 2013. Moscow State Engineering University (MAMI), Moscow, pp 137–149
Martishkin VV, Sepeseva YuA (2017) Value of expert methods to provide metrological reliability of measuring equipment. Metrology, information-measuring technologies and systems: VI-th scientific conf., Kharkov, October 24–25, 2017. MIITS, Kharkov, p 89–94
Prokhorov YK (2007) Quality management. Textbook, SPbSUITMO, SPb, p 144
Amirov YuD, Alferova TK, Volkov PN et al (1990) Technological design of the product: handbook. Mashinostroenie, Moscow, p 768
Kane MM et al (2010) Engineering product quality management. Mashinostroenie, Moscow, p 415
Fedyukin VK (2009) Kvalimetry. Measuring Industrial Product Quality: A Textbook. KNORUS, Moscow, p 320
GOST 27.301–95 Reliability in Technology. Reliability calculation. Main provisions. Interstate Council for Standardization, Metrology and Certification, Minsk, p 138
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Zimin, E.M., Martishkin, V.V. (2022). Calculating the Reliability of Technical Products Based on General Quality Management Methods. In: Radionov, A.A., Gasiyarov, V.R. (eds) Proceedings of the 7th International Conference on Industrial Engineering (ICIE 2021). ICIE 2021. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-85230-6_39
Download citation
DOI: https://doi.org/10.1007/978-3-030-85230-6_39
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-85229-0
Online ISBN: 978-3-030-85230-6
eBook Packages: EngineeringEngineering (R0)