
Abstract
Machine tool utilization has various significant environmental negative impacts caused by the energy consumption such as the global warming and greenhouse emission. Thus, manufacturing parts with sustainable methods is needed to decrease the ratio of environmental negative impacts. This conducts to using models to predict energy during the cutting operation. The objective of this study is to calculate the quantity of the variable energy consumed by the cutting system using two methods: coupled and uncoupled system. This work takes into account the cutting force dynamic behavior. Furthermore, in this work a comparison of consumed energy by two systems for two types of machining (face milling and peripheral) and rotational speed. Results prove that there is no difference between the coupled and uncoupled systems. In addition, the peripheral operation consumes more energy than the face milling. In a second time, this paper presents a formulation to optimize the consumed power during a single pass of face milling operation. Based on the Particle Swarm Optimization (PSO) algorithm, the optimum values of cutting parameters (rotational speed Ω, feed per tooth fz and axial depth of cut ap) is determined which leads to a minimal consumption of electrical energy during the removing material process.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
In manufacturing, a high portion of total electrical energy provided is consumed by the cutting phase (Ben Jdidia et al. 2020) which conducts to various negatives impacts on environment such as the global warming and greenhouse emission (Peng and Xu 2017). Thus, it is urgent to reduce the quantity of consumed energy during machining (Jin et al. 2015). That’s why the formulation of the energy is needed during the removing material phase to analyze the impact of various parameters on energy consumption and then to decrease the required energy for machining (Bhushan 2013; Jia et al. 2014). Several works aim to model the electrical energy demanded by different machine tool components. The cutting system formed by the table and the spindle system is the movable parts in manufacturing and the exploration of this motion system is very important.
To estimate the quantity of the energy consumed by the cutting system during a face milling operation, two models to determine the consumed energy by the axis feed and the spindle system are elaborated by (Avram and Xirouchakis 2011). Authors used a constant value of cutting force components to calculate the energy needed to remove the material. The dynamic nature of the cutting forces is neglected.
Similarly, for milling operation (Edem and Mativenga 2017) includes the impacts of the weights of the table in the axis feed model. Besides, the total power consumed by the spindle is composed of a power needed to spindle acceleration and a power needed to remove the material. This latter is obtained by multiplying the specific pressure of cut by the rate of the removal material. Also, in his study the variation of the cutting force with time which impacts the cutting power prediction accuracy is neglected.
(Borgia et al. 2016) have established two models to determine the power consumed by the cutting system by considering the effect of the material shear and the friction contact area between the tool flank face and workpiece surface. However, the cutting force model neglects its dynamic behavior.
To estimate the cutting force (Lv et al. 2016; Deng et al. 2017; Li et al. 2017; Hu et al. 2017) are based on a generic exponential formulation of the cutting parameters. The model coefficients are identified thanks to a regression analysis which needs several cost experiments. In these works, the cutting force is modeled without considering its dynamic nature during the milling operation. By consequence, the energy needed to rotate the spindle to cut the material is constant while the spindle system is described by (Rief et al. 2017) as a dynamic consumer of energy. In fact, in his investigation, the cutting power is modeled as a fraction between the material removal rate and the specific material removal rate. The cutting section variation over time is not considered. The cutting section variation over time intervenes in the chip thickness formation. Thus, this static behavior, which neglects the temporal parameter, is satisfactory only for turning process where the cutting section is constant.
The background of models presented above is used to calculate the energy supplied to the machine tool to produce parts. However, the milling force dynamic nature is totally absent which conducts to inaccurate energy estimation. Until now, there are no works that model the coupling between the axis feed and the spindle system. That’s why; the objective of this study is to look after a better prediction of the demanded cutting system power for a face milling operation. The investigation presents a consideration of the dynamic behavior of the cutting force in order to ameliorate the evaluation of the cutting system consumed energy during a face milling operation.
2 Numerical Machine Tool Consumed Power
During a cutting operation the overall electrical consumed power Pcutting system, is written as the sum of the power needed to move the table Ptable and the power needed to rotate the spindle system Pspindle as shown below:
with
where
Ft(t) and Fx(t) are respectively the nonlinear tangential and feed components of the cutting force. During a milling operation, the cutting forces are nonlinear.
Vf (mm/min) is the feed rate and Vc (m/min)is the cutting speed.
In the rest of this paper, we will focus on the cutting force computation in order to calculate the feed and tangential components. Two methods are illustrated in this work. The first one (given by the Sect. 2.1) considers the spindle and the table systems separately. Any coupling between the two machinery parts is considered. Two motion equations, relative to each part (table and spindle), are resolved in order to calculate the cutting force. The second method (given by the Sect. 2.2), which better describes the machinery process, considers a coupling between the table and the spindle. The equation of motion of the machine is resolved, taking account of the table and the spindle in the same time, to calculate the cutting force.
2.1 Decoupled Modeling
For the first method, the cutting system is considered decoupled. To determine the cutting force, a resolution of the spindle equation of motion is performed. The spindle is discretized based on the Finite Element Method (FEM) into 15 linear beam elements (Fig. 1). The theory of Timoshenko is included to describe the shear constraints in the beam elements.

Schematic representation of spindle system
In this case, the equation of motion of the spindle is as following:
where [Mspindle], [Cspindle], [Kspindle] are respectively the mass, the damping and the stiffness spindle matrix. The vector {q} constitutes the degrees of freedom associated to various nodes and caused by elastic movements.
The total variable cutting force is described in the second member. Two operating modes are defined: the face milling operating mode and a peripheral operating mode. For a face milling operating mode, the cutting force is described by this equation (Budak 2006):
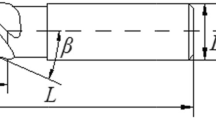
The parameters are shown by the following Fig. 2:

Face milling parameters
where N is the tool teeth number and Φi(t) is the instantaneous angular position of the ith tooth given as:
with Ω is the angular speed of the spindle and Φp is the tooth spacing angle.
For peripheral operation the total cutting force is determinated as (Hentati et al. 2016):
where dFX,i, dFY,i and dFZ,i are the differential feed, normal to feed and axial forces components expressed using dFt,i, dFr,i and dFa,i that are the tangential, radial and axial components for the ith tooth which are described as a nonlinear function of variable chip load h(Фi) as follow:
where the function g(Фi(t)) describes if the ith tooth is active or not, kt, kr and ka are the specific constant pressure of the cutting force and ap is the axial depth. We choose kt = 2200 (N/mm2), kr = 0.8 (N/mm2) and ka = 0.7 (N/mm2).
During the face milling and the peripheral operations, the variable chip generated is composed of a static part named hs and a dynamic one named hd relative to the instantaneous angular position.
The difference between the variable chip thickness generated by a face milling operation or peripheral operation resides on the expression of the instantaneous angular position which can be expressed with function of only the ith tool teeth number or with function of both the ith tool teeth number and disks number (k).
The spindle system motion equation is resolved based on Newmark method coupled with Newton Raphson iterative method due to its non linearity.
2.2 Decoupled Modeling
For the second method, the total cutting energy will be obtained from a coupling between the spindle and the table where the cutting force is determined from the equation of motion formed by the finite element modeling of both the table and the spindle system. In this case, the equation of motion is presented as follow:
where [Mmachine-tool], [Cmachine-tool], [Kmachine-tool] are respectively the mass, the damping and the stiffness cutting system matrix expressed as following:
To obtain each matrix of the spindle and the table, the first step consists on developing the finite element model of the spindle structure and the table to obtain each stiffness and mass matrix. The vice and the workpiece are considered rigid in our model and they are modeled by a concentrated mass at the contact point between the spindle and the table (Fig. 3). The cutting force is placed in the contact point which corresponds to node 1 of the spindle and node 60 of the table.

Cutting system finite element model
The coupling is modeled by a localized rigidity kcoupling added in the contact point. The equation of motion of the coupled cutting system is resolved using Newmark method coupled with Newton Raphson.

Flowchart describing machine tool consumed power computation
The flowchart describing each step used to computing the estimated machine tool consumed power is given by Fig. 4.
The temporal responses of the displacement vectors along the X, Y and Z directions of the node 1 of the spindle and the node 60 of the table are presented in these figures and show that the displacements of the two nodes are identical in terms of norm but in opposite directions. Thus, the coupling between the two systems is well modeled (Fig. 5).

Displacement evolution of node 1 of the spindle and node 60 of the table in direction X (a), direction Y (b) and direction Z (c)
Knowing the machine-tool consumed power, the machine-tool cutting energy can be deduced by the following equation:
2.3 Experimental Machine Tool Consumed Power
A CNC FEELER fv-760 milling machine is used to elaborate an experimental study. The characteristics of the machine are given by Table 1. The used mild steel work-piece is a 150 mm length, 100 mm width and 50 mm thick.
In order to calculate the total energy consumed by the cutting machine during the cutting period, both table and spindle consumed power are measured using an experimental situ. An electrical connection performed at the output of the spindle or the table drives. Then, two NI-9223 data collecting cards are used to converts the signal to a digital one. The signals are recorded by a NI cDAQ-9174. A LabVIEW interface is used to acquire the instantaneous power consumed by the machine (Fig. 6).

Setting up measuring instruments on the machine tool
Each mechanical measured power is giving by subtracting the Joule power from the total one absorbed by the spindle or the table systems. The Joule power can be determinated using the motor resistance measured by a multi-meter (R = 2.42 Ω for the spindle and R = 0.29 Ω for the table) and the currents values per phase as expressed in the following expression:
The total power consumed by the tool machine during the cutting period will be then the sum of the mechanical power consumed by the spindle and the table systems.
The total energy consumed by the cutting machine, FEELER fv-760, will be computed by multiplying the total consumed power by the total time spent to execute the material removing.
2.4 Results and Discussion
In order to improve the accuracy of our formulation, comparisons between numerical and experimental table and spindle consumed powers and energies are done. The Table 2 recapitulates the obtained results given for a face milling cutting operation and a rotational speed equal to 716 rpm. The cutting parameters for this study are: a cutting speed of 140 m/min, an axial depth of cut equals to 2 mm and a feed per tooth equals to 0.2 mm/tooth.
We note a concordance between the numerical and experimental powers and energies consumed by both table and spindle. In fact, the errors between numerical and experimental powers consumed respectively by the table and the spindle are 2.44% and 3.36% and the errors between numerical and experimental energies consumed respectively by the table and the spindle are 4.16% and 4.9%. A good agreement is noted between experimental and numerical results showing the robustness of our modeling.
For those cutting conditions, we can compute the experimental total consumed energy and the numerical total consumed energy for an uncoupled modelization. The obtained results are summarized in the Table 2 (last two lines). The numerical obtained results obtained for the uncoupled model are validated with experiments, in which the error is 3.55% and 4.78% respectively in terms of consumed power and consumed energy.
In order to show the impact of the coupling in our modeling, a parametric study is elaborated for a FEELER fv 760 working in the same cutting operation parameters. A comparison between the coupled and uncoupled model results, rotating at 1500 rpm and 2000 rpm, are summarized in Table 3, giving the CN machine consumed power for two machining types (peripheral and face milling), during a single pass of each operation.
The obtained results in Table 3 show, firstly, that the error (1) between the consumed power by the coupled and uncoupled system is between 0.7 and 1.18% for the two different rotational speeds. Thus, one concludes that there is no different between the coupled and the uncoupled system to estimate the required consumed power. Furthermore, it is clear that the consumed power consumed by the coupled system is slightly lower than the one demanded by the uncoupled system. This result is explained by the consideration of the mass, stiffness and damping matrices of the table in the motion equation which influences the outputs of the motion equation and the value of the cutting force.
In addition, results prove that the peripheral operation consumes more power than the face milling. In fact, we note in the case of the uncoupled system an increase of 26.86% for the rotational speed 1500 rpm and an increase of 29.7% for the rotational speed 2000 rpm. This increase can be explained by the increase of the stress distribution in the case of peripheral machining where the contact zone will be linear while in the case of face milling machining, the contact zone will be the entire contact surface tool- piece and the stress distribution will be all along this surface.
3 Optimization of the Consumed Cutting Energy
In manufacturing, the machining phase is the main electrical energy consumer (Li et al. 2016). Due to her significant part of electrical energy consumption, the CNC machining has an important negative effect on environment (Dahmus and Gutowski 2004). It is then urgent to reduce the consumed energy by the machining operation (Jin et al. 2015). The goal of this section is to develop a new model of face milling machining energy optimization.
Our objective is to find the optimum cutting parameters for a single pass of face milling operation (rotational speed Ω, feed per tooth fz and axial depth of cut ap) to minimize the cutting energy Pmachine-outil computed as described in Sect. 2. Due to the indifferent consumed power of the machine tool, for the coupled and uncoupled model, we will use in this section the uncoupled modelization. Our optimization problem is described as following:
where g1, g2 and g3 denotes functions defining constraints related respectively to the maximum cutting force Fmax that can be supported by the cutter tool, the maximum cutting power available on the spindle machine Pmax, and the rupture resistance condition of a milling cutter.
The limit of the machine tool must be also considered as following:
To resolve the optimization problem, particle swarm algorithm (PSO) is used. The resolution is repeated 10 times to decrease the random effect of PSO algorithm. The tool and the workpiece materials are respectively carbide and steel. The parameters used during the simulation are summarized in Table 4.
Using the PSO algorithm, the cutting parameters obtained by minimizing the cutting energy are: an axial depth of cut ap equals to 1 mm, a feed per tooth fz equals to 0.1 mm/tooth and a rotational speed Ω equals to 802.83 rpm. For those cutting parameters, the total energy consumed by the machine tool Emachine-tool is equal to 319 J.
4 Conclusion
This work includes the non-linearity of the cutting force to estimate the consumed power by the machine tool cutting system. Two methods are developed to evaluate this quantity of consumed power: coupled and uncoupled cutting system. To validate the establish model, a comparison between numerical and experimental powers and energies consumed by the table and the spindle is performed. The obtained results show a concordance between the experimental and numerical results. A parametric study is elaborated in order to show the effect of the coupling consideration in the equation of motion, shows that the coupled and uncoupled cutting system consumes the same quantity of power. By comparing the consumed power for two types of milling operation, it is shown that the peripheral operation consumes more power than the face milling. This study ameliorates the background described above by including the milling cutting force nonlinear behavior to calculate the consumed power by the cutting system. In a second time, an optimization of this consumed power is formulated. Using the PSO algorithm, the optimum cutting parameters is determined which conduct to a minimal consumption of electrical energy. As perspectives, we propose to perform an optimization of the consumed energy in the case of a multi pass face milling operation.
References
Li, C., Xiao, Q., Tang, Y., Li, L.: A method integrating Taguchi, RSM and MOPSO to CNC machining parameters optimization for energy saving. J. Clean. Prod. 135, 263–275 (2016)
Peng, T., Xu, X.: An interoperable energy consumption analysis system for CNC machining. J. Clean. Prod. 140, 1828–1841 (2017)
Edem, I.F., Mativenga, P.T.: Modelling of energy demand from computer numerical control (CNC) toolpaths. J. Clean. Prod. 157, 310–321 (2017)
Borgia, S., Albertelli, P., Bianchi, G.: A simulation approach for predicting energy use during general milling operations. Int. J. Adv. Manuf. Technol. 90(9–12), 3187–3201 (2016). https://doi.org/10.1007/s00170-016-9654-5
Lv, J., Tang, R., Jia, S., Liu, Y.: Experimental study on energy consumption of computer numerical control machine tools. J. Clean. Prod. 112, 3864–3874 (2016)
Deng, Z., Zhang, H., Fu, Y., Wan, L., Liu, W.: Optimization of process parameters for minimum energy consumption based on cutting specific energy consumption. J. Clean. Prod. 166, 1407–1414 (2017)
Li, C., Chen, X., Tang, Y., Li, L.: Selection of optimum parameters in multi-pass face milling for maximum energy efficiency and minimum production cost. J. Clean. Prod. 140, 1805–1818 (2017)
Hu, L., et al.: Minimizing the machining energy consumption of a machine tool by sequencing the features of a part. Energy 121, 292–305 (2017)
Rief, M., Karpuschewski, B., Kalhöfer, E.: Evaluation and modeling of the energy demand during machining. CIRP J. Manuf. Sci. Technol. 19, 62–71 (2017). https://doi.org/10.1016/j.cirpj.2017.05.003
Dahmus, J., Gutowski, T.: An environmental analysis of machining. In: Proceedings of the 2004 ASME International Mechanical Engineering Congress and RD&D Exposition, Anaheim, California, USA (2004)
Budak, E.: Analytical models for high performance milling. Part I: Cutting forces, structural deformations and tolerance integrity. Int. J. Mach. Tools Manuf 46, 1478–1488 (2006)
Hentati, T., Barkallah, M., Bouaziz, S., Haddar, M.: 1982. Dynamic modeling of spindle-rolling bearings systems in peripheral milling operations. J. Vibroeng. 18 (2016)
Mouzon, G., Yildirim, M.B., Twomey, J.: Operational methods for minimization of energy consumption of manufacturing equipment. Int. J. Prod. Res. Sustain. Des. Manuf. 45, 18–19 (2007)
Jin, M., Tang, R., Huisingh, D.: Call for papers for a special volume on advanced manufacturing for sustainability and low fossil carbon emissions. J. Clean. Prod. 87, 7–10 (2015)
Bhushan, R.K.: Optimization of cutting parameters for minimizing power consumption and maximizing tool life during machining of Al alloy SiC particle composites. J. Clean. Prod. 39, 242–254 (2013)
Jia, S., Tang, R., Lv, J.: Therblig-based energy demand modeling methodology of machining process to support intelligent manufacturing. J. Intell. Manuf. 25, 913–931 (2014)
Avram, O.I., Xirouchakis, P.: Evaluating the use phase energy requirements of a machine tool system. J. Clean. Prod. 19, 699–711 (2011)
Edem, I.F., Mativenga, P.T.: Impact of feed axis on electrical energy demand in mechanical machining processes. J. Clean. Prod. 137, 230–240 (2016)
Li, J.-G., Lu, Y., Zhao, H., Li, P., Yao, Y.-X.: Optimization of cutting parameters for energy saving. Int. J. Adv. Manuf. Technol. 70(1–4), 117–124 (2014)
Ben Jdidia, A., Hentati, T., Bellacicco, A., Khabou, M.T., Rivier, A., Haddar, M.: Optimisation des conditions de coupe dans le fraisage de face en un seul passage pour une énergie de coupe, un temps, un coût et une rugosité de surface minimaux. In: Dans Advances in Materials, Mechanics and Manufacturing, pp. 214–222. Springer, Cham (2020)
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Ben Jdidia, A., Hentati, T., Hassine, H., Khabou, M.T., Haddar, M. (2022). Optimization of the Electrical Energy Consumed by a Machine Tool for a Coupled and Uncoupled Cutting System. In: Ben Amar, M., Bouguecha, A., Ghorbel, E., El Mahi, A., Chaari, F., Haddar, M. (eds) Advances in Materials, Mechanics and Manufacturing II. A3M 2021. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-84958-0_31
Download citation
DOI: https://doi.org/10.1007/978-3-030-84958-0_31
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-84957-3
Online ISBN: 978-3-030-84958-0
eBook Packages: EngineeringEngineering (R0)