
Abstract
The process design of the hot forming process Radial-Axial Ring Rolling directly influences the quality of the produced rings. Pre-production simulations can improve the quality by extracting the optimal process parameters for given ring geometry, material and properties of the rolling mill. The novel subsequent evaluation of ring rolling simulation data presented in this publication provides information about the development of the height deviation during the simulated rolling process. The required geometric data of the ring can therefore be extracted at any time step of the simulation. The method of least squares is then used to create a regression plane and calculate the real height-axis related distance of all data points. This data leads to a statement about the height deviation. The height deviation is a quality criterion especially for this industrial process and defined as the periodic curvature of both face sides of a ring. The additionally generated quality criterion of the progression on the height deviation over the rolling time thus strengthens the information value of simulations. The application is to be seen in the optimization of simulation processes and thus in the increase of the quality of rolled rings.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Rings are used in many areas of industrial technology to produce bearing shells, slewing rings and connecting parts [1,2,3]. Radial-Axial Ring Rolling (RARR) is used to produce seamless rings with excellent properties in terms of durability in an efficient and fast manner without the need to change tools for different ring sizes [3]. The resulting rings can be up to 16 m in diameter and can therefore also be used for offshore, wind and nuclear power plants [3, 4]. To obtain high quality rings, process and form defects in the Radial-Axial Ring Rolling process need to be reduced, while the ring properties have a direct impact on the necessity of rework by milling or turning [3]. Processes, materials or geometries like disk-shapes that lead to a strong height deviation or non-circularity require monitoring and adjustments of rolling parameters. The more the specification of near-net-shape production is achieved, the less material has to be removed subtractively and results in a positive effect on the costs and resources used [3] which is supported by the use of simulations [5]. In addition, a simulation provides further extractable information that can otherwise not be accessed from the industrial process. The temperature, stresses or the geometrical data of the mesh points are to be stated. This advantage is used in the paper presented here. The rolling of disk-shaped rings will be simulated, the geometric data extracted at each time step of the simulation and processed into a new quality feature regarding the height deviation that takes the benefit of simulation one step further. The course of the height deviation over rolling time provides additional information about the stability of the rolling process and thus leads to for now unrecognised influences and consequently potential for improvement. The resulting data may also be used as a validation for simulation, where typical validation is only based on the growth of outer diameter or the process forces [1, 6,7,8]. Validation of the simulated height deviation over time regarding real rollings can not be given here, due to the fact that the geometrical data is not accessible from the real rolling process at this time. Therefore, a sensor that measures the profile of the upper face side of the ring during the real rolling process needs to be implemented, which is the author's current research.
2 Challenges in Radial-Axial Ring Rolling
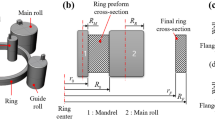
The hot forming process of RARR is defined by the continuous forming of a ring in two rolling gaps, while the ring rotates around its own axis. The mandrel roll moves in the direction of the main roll (radial rolling gap) and the upper in the direction of the lower axial roll (axial rolling gap). This results in a reduction of the rings cross-section, leading to a material flow mainly in the circumferential direction and a corresponding increase in diameter. Two centering rolls ensure the stability of the ring. See Fig. 1 for the described rolling mill. The ring is on a rolling table with corresponding cut-outs for the positioning of the rolls, which is for clarity not displayed.

Setup of a Radial-Axial Ring Rolling Mill
Overall, the continuous rolling character, the process is strongly influenced by multiple force application points and the opposed positioned rolling gaps. Due to that, ring rolling is prone to unwanted process and shape defects, which are addressed by using additional material on the blank [2]. An overall geometric analysis of the ring is only possible after the end of the real rolling process, where a coordinate measurement machine (CMM) can be used to measure the surfaces. The rolling process can be varied by e.g. axial trimming, adjusting the speed of the main roll (and thus of the entire process) or the blank temperature. Axial trimming describes the adjustment of the relative speeds of the axial rolls. The rotational speed of the upper axial roll follows the rotational speed of the main roll, which is defined by the ring geometry. The adjustment of the axial trimming to e.g. 110% leads to a 10% faster rotating lower axial roll. As an example, 110% axial trimming will most likely lead to a climbing ring, resulting in strong height deviations due to a resulting ring speed in height direction. The axial trimming in general and especially with lower values than 100% is used to stabilize the ring regarding its movement in height direction [2]. Efforts are being made to design a fast and reliable rolling process. The evaluation of climbing, i.e. the displacement of the ring in the height direction during rolling, is not possible with the typically installed sensors at a ring rolling mill. For this purpose, Husmann et al. [9] have developed an on-line automated avoidance by image recognition.
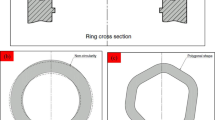
There are axial and radial form errors such as non-circularity, conicity of the cross-section or forming of cavities on the surfaces [3]. According to Lieb [2], the height deviation is defined as the periodic curvature of each face side and the causes are unfavourable distributions of axial roll torques, force application in the axial and radial rolling gap [2]. For disk-shaped rings, the axial form errors like height deviation are of great impact [11]. This requires a material addition on the height of the ring, which is a large amount for disk-shaped rings. The tendency to have a strong height deviation is stronger regarding disk-shaped rings due to the reduced stiffness in the direction of the ring axis with decreasing ring height [2, 11].
3 Research on Ring Rolling Simulation
The simplification of the volumes of the tools and the work piece, used e.g. to simulate the ring rolling process, into smaller volumes is used in the finite element method. Solving the equations that result from the model and the respective time step, the displacement, forces and temperatures are calculated. This leads to the possibility to create and test process parameter settings without time and material consuming real world rollings in the first place. FEM simulations nowadays show a good agreement with real rollings regarding the course of the geometrical properties and forces, which, at the moment, is state-of-the-art validation [1, 7]. Wang [12] has been studying the simulation of microstructural damage in ring rolling with good agreement to real rollings.
The constantly changing ring geometry, thermal effects and various force application points on a rolling mill lead to a complex and shifting forming situation in each time step [2]. The reproduction of the real process in a simulation therefore requires high computer performance [13]. The optimization of the rolling process can be carried out by using the simulation model as a standalone tool. The resulting data can be analysed, e.g. with regard to a specific form error, and the optimum can be found by means of regression analyses [14].
The research on FEM simulations in the field of ring rolling is available for the real-time control of the ring rolling simulation, in which the temperature range of the ring is taken into account. This is advantageous for temperature sensitive materials like titanium and can make ring rolling more accessible for this material. The goal is to extract optimized rolling strategies [15]. Furthermore, the development of damage in the ring within the process [12] and the continuous development of the movement of centering rolls [16] are part of the research. Guenther et al. [17] apply a FE model to simulate the bonding and debonding behaviour of the rolling process of multi-material rings.
4 QForm Ring Rolling Simulation Software
The software QForm from QuantorForm Ltd. is used here to carry out the FEM ring rolling simulations using the dual mesh method that provides a high resolution and fast simulation. In QForm, process properties like movements and forces can be exported directly. Form errors that need additional calculations, like height deviations, are not supported for direct export. At this stage, the geometric characterization tool of the author [18] comes into use. The tool is written in Python and includes freely accessible mathematic libraries to perform the calculations. The tool includes all processing steps from importing the geometric raw data to displaying the height deviation. Due to a typically rotated and shifted position of the ring in respect to the rotation axis, the pure evaluation of the height coordinate would lead into a stronger height deviation. This statement is also valid regarding the measurement of a real ring on a CMM due to the user-influenced positioning on the measuring table. The goal of the processing of the data through the tool is to exclude the impact of rotation and tilting. Therefore, the methods of least squares and the evaluation of the covariance matrix of the data points are applied to achieve comparable and realistic values [18]. The mean of 28 time steps, which corresponds approximately to one ring revolution in the simulation, will be determined for further evaluation as the single quality criterion, while the individual values during the last time step in the simulation are not very meaningful due to their rather high variation. This was chosen in order to obtain a comparable value although there is a strong variation of the height deviation towards the end of the rolling process (especially with high axial trimming). This characteristic value serves as a target value, as the height deviation after completion of the rolling process describes the quality of the ring. The approach used in this paper provides insight into the quality of the simulated rolling process.
5 Experimental Design and Results
The focus of this study is to present the new quality criterion. This includes the course of height deviation over the rolling time shown here by means of several examples. It is based on an exemplary data set in which, among other parameters, the (regarding the height deviation) strongly influential axial trimming parameter was varied. Further information on the calculation and visualisation of height deviation can be found in Glaser [18]. The Design of Experiments (DoE) for this study consists of eight tests, resulting from the three selected factors with two factor levels each. The filename of the data follows the DoE scheme. The first digit refers to the axial trimming, the second to the main roll speed and the third to the blank temperature. The corresponding values to the label 0 or 1 can be found in Table 1. For example, the file Sim_DoE1_010_1 is the first (_1) run on that parameter set and uses an axial trimming of 100% (0), main roll speed of 50 rpm (1) and a blank temperature of 1000 °C (0). The respective factor levels are chosen in such a way that differentiable results are possible, since this study is about the capability of the evaluation to enhance the benefit of simulations.
The material model of standard construction steel S355 is used. The stress-strain curve is based on Hensel-Spittel model with parameters by QForm and a Siebel friction coefficient of 0.9 between tools and ring. The blank is meshed with approx. 17,000 elements. In order to obtain significant results, disk-shaped ring blanks (Outer diameter 380 mm, inner diameter 140 mm, height 40 mm) were used. While rolling, the wall thickness was held constant and the height of the ring was reduced to 30 mm, resulting in an outer diameter of about 467 mm. The resulting wall-thickness-to-height-ratio is four to one. After completion of the simulation, a defined point pattern of 15 by 15 points is placed on the ring.
The results are split in two parts. The first part refers to the here introduced height-deviation-over-time-course in order to evaluate this newly introduced feature. Second, the mean of the last 28 time-steps is calculated to provide a single criterion regarding the height deviation. Based on these first simulations, certain characteristics in the course of the height deviations can be observed (see Fig. 2), which were processed for each time step using the geometric characterization tool by the author [18].

Height deviation over time for the initial eight simulations
On the one hand, the height deviations increase to at least 1 mm at the beginning for every tested parameter setup. The majority of the simulations then experiences a stronger height deviation up to a rolling time about three seconds, after which those with an axial trimming of 110% (lower axial roll rotates 10% faster than the upper) show a rising height deviation. A rising height deviation between three and five seconds results in a high resulting single height deviation. Initially strong height deviations may get lower and result in the low height deviation cluster. It is visually noticeable, that the resulting form errors can be classified in two clusters of low (0.73 ± 0.10 mm) and high (8.10 ± 1.76 mm) height deviations. The comparison of the quality criterion in connection with the three varied factors shows that the axial trimming has the strongest influence on the result (see Table 2). The different clusters can be clearly recognized and distinguished from each other. The influence of the temperature or the main roll speed cannot be clearly identified. No clear assignment is possible, since both positive and negative effects occur at high and low values of these factors. This will lead to further investigations in the author’s subsequent research with more factor levels to follow.
6 Validation by Repetition
The used stochastic simulation of QForm is characterized by randomness from internal sources, so it only produces a meaningful result when run several times. Processes simulated with identical input parameters vary with stochastic models. As in a real process, individual trials may be outliers [19]. For this reason, the initial eight simulations are performed two more times each. The 24 plots shown in Fig. 3 reveal variation with respect to the origin simulation. The almost identical height at the end of rolling of the cluster with low height deviation needs to be highlighted. The clusters are 0.82 ± 0.10 mm and 7.52 ± 1.79 mm.
In summary, the course of the height deviation over time was used here as a quality criterion and can help to optimize the process. It is possible to obtain a statement about the quality and the expected height deviation after rolling by using simulation data and the tool to process it. With the new output of the height deviation over time the benefit of the use of simulation software is enhanced.

Height deviation over time of the full dataset. See Table 1 for the respective parameters.
In Table 3, the varied parameters axial trimming, main roll speed and blank temperature are shown with their resulting mean height deviation of the last 28 time steps. It can be seen that the effect of the axial trimming has the strongest influence on the height deviation of the investigated parameters. No axial trimming, i.e. the value of 100%, shows a low height deviation as a result. The axial trimming of 110% shows a significantly higher height deviation over all trials. The blank temperature and main roll speed therefore show no clear influence on the height deviation in this setup.
7 Outlook
With regard to the evaluation, the application to the rolling of strongly disk-shaped rings is of high interest, since these are more likely to form defects due to their unstable basic shape [2]. The correct evaluation of the height deviation and its course will bring advantages in the rolling process and thus in the quality. In the future, it may be interesting for the design of rolling processes to use the results of the real rollings and simulations in data-driven technologies such as machine learning. The target can be to find the optimal parameters especially for extreme geometries or rolling processes. For this purpose, the mass of data obtained by the simulations can be inserted into corresponding regression or classification algorithms and lead to the desired results due to the high number of possible input and output parameters. The advantage here is in the generation of a database through simulation, so that resources can be saved.
The transfer of the concept developed here to include the height deviation over time in the classification of the ring rolling process is currently being carried out by the author. For this purpose, a test plan is set up, which is carried out both by simulation and in reality. The results for the real process will be presented in the following papers.
In the current state, the additional evaluation capability of the simulation data enables the identification of time points in the rolling process at which the height deviation rises significantly and thus leads to an expected lower quality of the ring. Within the simulations carried out here, it could be shown that an increase in the height deviation between 5 and 10 s rolling time leads to a poor height deviation at the end of the rolling process. Countermeasures, e.g. slowing down the process, can be introduced to stabilise the process in this time period.
References
Puller, S.: Simulation des Werkstoffflusses beim Ringwalzen Mittels Elementarer Plastizitätstheorie, Dissertation, Universität Hannover, Hannover (2003)
Lieb, A.: Minimierung von Formfehlern beim Ringwalzen, Dissertation (1992)
Allwood, J.M., Tekkaya, A.E., Stanistreet, T.F.: The development of ring rolling technology. Steel Res. Int. 76(2/3), 111–120 (2005)
Windt, K., Lidzba, J., Haverkamp, M., et al.: Herausforderungen und lösungen der digitalen transformation im walzwerk: am beispiel der virtuellen inbetriebnahme einer ringwalzanlage in 33. ASK Umformtechnik, pp. 7–17 (2019)
Wang, Z.W., Zeng, S.Q., Yang, X.H., et al.: The key technology and realization of virtual ring rolling. J. Mater. Process. Technol. 182(1–3), 374–381 (2007)
Xu, W., Wang, Q., Zhou, X., et al.: Quantitative design methodology for flat ring rolling process. Procedia Eng. 81, 280–285 (2014)
Zhu, S., Yang, H., Guo, L., Hu, L., Chen, X.: Research on the effects of coordinate deformation on radial-axial ring rolling process by FE simulation based on in-process control. Int. J. Adv. Manuf. Technol. 72(1–4), 57–68 (2014). https://doi.org/10.1007/s00170-014-5643-8
Guo, L., Yang, H., Zhan, M.: Research on plastic deformation behaviour in cold ring rolling by FEM numerical simulation. Modell. Simul. Mater. Sci. Eng. 13(7), 1029–1046 (2005)
Husmann, S., Kuhlenkötter, B.: Investigation for an automated avoidance of ring climbing in radial-axial ring rolling. Procedia Eng. 207(2/3), 1242–1247 (2017)
Allegri, G., Giorleo, L.: Ring rolling speed rolls optimization to improve ring quality and reduce production time. J. Mech. Eng. Sci. 14(1), 6272–6284 (2020)
Henkel, J., Wiegels, H., Kopp, R.: Analyse der bearbeitungszugaben beim walzen von ringen mit rechteckquerschnitt und vorschläge zu ihrer verringerung. Stahl Eisen 106(22), 65–70 (1986)
Wang, C.: Simulation of Damage Evolution During Hot Ring Rolling, Dissertation, University of Twente, Enschede (2016)
Malinowski, Z., Glowacki, M., Pietrzyk, M., et al.: Finite element model for efficient simulation of ring rolling. Mater. Sci. Technol. 1, 394–401 (2004)
Giorleo, L., Ceretti, E., Giardini, C.: Investigation of the fishtail defect in ring rolling by a FEM approach. Proc. NAMRI/SME 40, 4–8 (2012)
Liang, L., Guo, L., Wang, Y., et al.: Towards an intelligent FE simulation for real-time temperature-controlled radial-axial ring rolling process. J. Manuf. Process. 48, 1–11 (2019)
Li, X., Guo, L., Liang, L., et al.: Motion control of guide rolls in intelligent simulation for profiled ring rolling process. Procedia Manuf. 15, 97–104 (2018)
Guenther, S., Seitz, J., Schwich, G., et al.: Investigation of a composite ring rolling process considering bonding behaviour in FEM and experiment. Procedia Eng. 207, 1236–1241 (2017)
Glaser, T., Schwarz, P., Fahle, S., et al.: Comparison on the processing of height deviations of discs from FEM and real rollings in radial-axial ring rolling. Accepted for 13th International Conference on the Technology of Plasticity (2021)
Borshchev, A.: The Big Book of Simulation Modeling: Multimethod Modeling with AnyLogic 6. AnyLogic North America, Chicago (2013)
Acknowledgements
This project is funded by European Regional Development Fund (ERDF) / Europäischer Fonds für regionale Entwicklung (EFRE), EFRE-0801521.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Glaser, T., Fahle, S., Kuhlenkötter, B. (2022). Enhancing the Benefit of Simulations by Providing a Continuous Output of the Height Deviation Regarding Radial-Axial Ring Rolling. In: Behrens, BA., Brosius, A., Drossel, WG., Hintze, W., Ihlenfeldt, S., Nyhuis, P. (eds) Production at the Leading Edge of Technology. WGP 2021. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-78424-9_61
Download citation
DOI: https://doi.org/10.1007/978-3-030-78424-9_61
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-78423-2
Online ISBN: 978-3-030-78424-9
eBook Packages: EngineeringEngineering (R0)