
Abstract
Electrophysical parameters of the process synthesis of oxide ceramic coatings in the plasma of spark discharge for electrolytes 1 g/l KOH (S1); 3 g/l KOH + 1 g/l of liquid glass and 5 g/l KOH + 6 g/l liquid glass, and distances between electrodes from 0.05 m to 4.5 m have been investigated in this work. The influence of synthesis regimes on the physic and mechanical properties of coatings has been researched too. Experiments helped us understand that the reduction in coating thickness at a critical distance between electrodes is dependent on the depletion of the electrolyte, and the maximum microhardness is dependent on the growing of the power in separate spark discharges and (or) the growing of the content of Al2O3 in this coating. The influence of the distance between electrodes on its meaning was found with the help of the study on wear resistance. It is experimentally set that the value of the synthesis voltage is influenced by the composition, electrolyte concentration, and the distance between the electrodes: an increase in the distance between the electrodes leads to an increase in the synthesis voltage.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Ensuring the reliability of elements in constructions of technological equipment operated under conditions of friction was and is at the center of engineering practice. Currently, this problem is of growing importance, and it gets new accents in connection with modern trends of technological development processes, which are characterized by more rigid operating modes of the equipment.
Today, aluminum alloys are widely used in aviation, automobile construction, and building constructions with the help of their properties [1]. The feature of duralumin is a combination of low density, high ductility, and specific strength. However, the rapid development of modern technologies requires increased functional properties of such alloys. For solving this problem, work surfaces of details are applied with protective coatings with predictable properties [2]. According to widely used chemical and thermal analysis (methods) of the coatings creating, we must pay attention to possible environmental problems and other negative phenomena which are associated with intensive heating of the detail or its large part that leads to a change in its matrix structure, the scale formation, and surface curvature [3]. The existing competitive method of surface hardening is coating creations on valve metals by plasma electrolytic oxidation (PEO) as a new technology of intensive anode treatment of metal surfaces [4, 5].
The purpose of this work was to investigate the influence of mutual electrode arrangement on the properties of oxide ceramic coatings (OCC), which are synthesized in alkaline electrolytes and the plasma of spark discharges on the ENAW-2024 alloy.
2 Literature Review
At present, there is no generally accepted model of the process for the conversion of oxide-ceramic coatings on metals. The first attempt to briefly describe the stage of the process was made by such scholars as G.P. Wirtz, K.H. Dittrich, H.G. Schneider. The subsequent attempts of this process describing were made by J.C. Marchenoin and J.P. Masson, who used analogies with classical anodizing and saturation or surface phase formation in the vapor gas membrane [6, 7]. These work [8, 9] describe properties of oxide ceramic coatings synthesized in alkaline electrolytes on titanium alloy and their biological response. Snizhko, L.A, Kalinichenko, O.A., Misnyankin, D.A. investigated the influence of synthesis modes on properties of anodized Ti-15Mo alloy described in the works [10]. In most works related to the modeling process, there are only separate processes stages of the coating forming to be more or less deeply analyzed and described [11, 12]. In particular, there are analyzed and modified stages of electric breakdown in primary oxide film [13], the stage of the start development and ending of the spark discharge through the breakdown of the vapor gas bubble and the transfer of charge and substance in it into these works [14, 15].
There is used an electrochemical cell for the process realization of plasma electrolytic oxidation (PEO). This cell consists of the scheme “working electrode – electrolyte – auxiliary electrode” [16]. Exactly on the working electrode, the PEO process is carried out. There are used corrosion-resistant metal plates placed on one side or on the other side from the working electrode as an auxiliary electrode. However, in most cases, as the auxiliary electrode, we can use a corrosion-resistant metal bath. However, the influence of the distance between electrodes on properties of synthesized oxide ceramics on the aluminum alloy is interesting.
3 Researches Methodology
The plastic bath used the shape of the cutting in a high cylinder with a length of 5 m and a radius of 0.1 m. One of its butts was placed as an auxiliary electrode with stainless steel 1.4541 in size 10 × 12 × 1 cm as the electrochemical cell for the research. The working electrode of the aluminum alloy ENAW-2024 with dimensions of 15 × 20 × 3 mm was placed at a distance of 0.05 m–4.5 m from the working electrode. Electrical impulses of anode and cathode stresses were filed on electrodes. Integral densities of anode and cathode currents and integral anode and cathode voltages, each, in particular, were measured by voltammeters of the magnetoelectric system of type M2044. The total voltage \({U}_{\sum }\) between the electrodes was measured by the tester of the magnetoelectric system of type C4315 in the mode of voltage measuring. The general scheme of the feeling of electrical impulses to the electrochemical cell and the measurement of electrical parameters is presented in Fig. 1.

Principle scheme for measuring of electric parameters in electrolyte bath: Da – a source ofsource of anode tension; Dk – cathode tension; Aa, Ak – voltamperemeter M2044 for measuring of anode and cathode the currents accordingly; Va, Vk – voltmeters for measuring of anode and cathode tensions; B – bath; D – auxiliary electrode, M – measuring electrode; R – working electrode.
The working electrolyte were solutions in distilled water such as 1 g/l KOH (S1); 3 g/l KOH + 1 g/l liquid glass (l.g.) with density 1.38 g/l and module 3 (S2); 5 g/l KOH + 6 g/l. g. (S3).
The work density of anode current Ia was 10 A/dm2, and cathode – Iк 7.5 A/dm2, namely – Ik/Ia = 0.75. Synthesis of oxide ceramic coatings was carried out for 120 min without stirring of the electrolyte (Fig. 2). Metallography researches were performed on micro-cuts, using microscope Microtech MMP - 14C. The microhardness of the coating was determined on micro-cuts using a stationary hardness tester micro Vickers NOVOTEST TC - MKB1. The microhardness was investigated under an indenter load of 0.001 g with a holding time under a load of 20 s.
Friction tests were carried out on a PTLK friction machine (f. p.). Speed of the slip friction was 0.3 m/s and was regularly supported. The roughness of a surface of the counter sample made of Steel 1.3505 was proved by diamond paste to a value of 0.02 μm by the parameter Ra, controlled by a laser microscope – profilometer LMP. The axial contact load was determined by the Hertz formula and was 400 N.

Samples synthesized on the 2024 alloy after a friction test.
The criterion of linear wear was taken the average depth of the friction track on a static sample with the investigated coating, which was measured on the profilograph – profilometer “Caliber M - 201”. The friction path for the first, second, and third tracks was 500 m, for the fourth – 1000 m (Fig. 2). The total friction path was 2500 m.
4 Results
The PEO process occurs in the anode and cathode modes. Appropriate voltages measured by voltmeters Va, Vc, stabilize in a few minutes (Fig. 3). The initial rapid growth of such voltages is due to the breakdown of the electrically conductive film on the metal, which is fixed by high voltages. Depending on the composition of the electrolyte and the distance between the electrodes in the synthesis of coatings, the values of the anode Va and cathode Vc voltages vary. They are not significantly reduced for large distances between electrodes, and they are constant or slightly increasing for smaller distances. After the breakdown phase of the oxide film, the synthesis process proceeds evenly, as evidenced by a slight change in voltage at the anode over time, which is characteristic of all electrolytes.
For example, the initial value of the voltage at the anode is 280 V in an electrolyte S1 at a distance of 1 m between electrodes. It falls to a value of 250 V in the synthesis process. The decrease between the electrodes’ distance to 0,5 m leads to a decrease in voltage to its first value of 185 V. In this case, a breakdown of the conductive films on the anode occurred in the first 10 min. After that, the PEO process was stabilized and was occurred at values about 210 V. The breakdown in the conducting channel metal–electrolyte in the synthesis of oxide ceramic at a distance of 0,25 m exists no longer than 20 min. In this case, the coating is formed at a voltage of 180 V. The PEO process stabilizes during the first 9 min at a distance of 0.1 m between electrodes. However, the coatings are formed, in this case, for a voltage of 175 V.
In case, the OCC formed approximately at 260 V at the most distance between the electrodes (4.5 m) (electrolyte S2). It should also be noted that the breakdown of the natural oxide films on the anode occurs something faster – after 6 min. In an electrolyte S3, coatings are formed at a distance of 4.5 m at a voltage not much smaller than 200V. Reducing the distance between electrodes to 2.25 m leads to the ability to form a voltage coverage of an average of 155 V. At a distance between electrodes from 0.5 m or less, the coating is formed at about the same voltage, which is equal to 125 V. In such distances the process goes uniformly compared to the others: the voltage after breakdown practically does not change its value in the process of synthesis.

a - Kinetics of anodic (1–4) and cathodic (5–8) tension in the 1g/l KOH electrolyte for the following distances between electrodes: 1 m (curves 1, 5); 0,5 m (2, 6); 0,25 m (3,7); 0,1 m (4, 8); b - kinetics of an anodic (1–4) and cathodic (5–8) tension in 3 g/l KOH + 2 g/l liquid glass electrolyte for the following distances between electrodes 4,5 m (curves 1, 5); 2,25 m (2, 6); 0,5 m (3,7); 0,05 m (4, 8); c - kinetics of anodic (1–5) and cathodic (6–10) tension in 5 g/l KOH + 6 g/l liquid glass electrolyte for the following distances between electrodes 4,5 m (curves 1, 6); 2,25 m (2, 7); 0,5 m (3, 8); 0,25 m (4, 9); 0,1 m (5, 10).
The composition change of the electrolyte also influences the value of the voltage generated. So the increasing of the concentration in the electrolyte KOH from 1 g/l to 3 g/l and the adding 2 g/l of liquid glass makes it possible to reduce the synthesis voltage at the anode by approximately 85 V (curve 2 in Fig. 3a, and curve 3 in Fig. 3b). Further increase of electrolyte concentration up to 5 g/l KOH + 6 g/l of liquid glass allows synthesizing a coating for a voltage lower than 5 V compared to the previous electrolyte.
The stability of the process in time makes it possible to measure the total voltage over the cell length for different distances between the electrodes (Fig. 4).

Kinetics of the total tension in an electrolyte for the following distances between electrodes: 4,5 m (1); 2,25 m (2); 0,5 m (3); 0,05 m (4).
The investigation of thickness and microhardness of OCC, which are synthesized in different electrolytes and at different distances between electrodes, are presented in Fig. 5a and b. It has been experimentally established that coatings synthesized in an electrolyte S2 at a distance more significant than the critical one (from 0.5 m to 4.5 m) are thicker than more complexly-doped electrolyte S3.
The microhardness of oxide ceramic coatings varies from 600 kg/mm2 to 1100 kg/mm2 (Fig. 5b). It has been established that the highest microhardness of 1100 kg/mm2 has coatings that are synthesized in an electrolyte S2 at an inter-electrode distance of 0,25 m. The reduction of an electrolyte concentration makes it possible to form a coating with a microhardness of 950 kg/mm2.
The studies showed that the coatings, which are synthesized in the electrolyte S2, have the best optimal thickness and microhardness. Consequently, we have researched the oxide ceramic durability formed in this electrolyte at distances from the electrodes of 0.05 m, 0.25 m, and 0.10 m.
Traditionally, the most common contact in technique is linear. Therefore, using this kind of contact in work [17, 18], the developed testing method of lubricants was illuminated, making it possible to diagnose the lubricity of materials correctly. It can be obtained first of all with the help of the step-by-step test. We have modernized this technique (methodic), and it has been adapted to dry friction conditions. It was revealed that the opposite element’s friction surface is worked out secondary structures at the first stage (the initial stage of an embedding). At the second and third stages, the stability of the developed secondary structures is estimated on the criterion of the linear wear value. At the fourth stage, the generated secondary structures in time with a big friction path and wear resistance of estimated coatings are evaluated. As a result of the tests, we have gotten wear traces with the help of test samples, which are described in Fig. 2. Secondary structures on the surface of the opposite element are formed due to complex physical and chemical processes (temperature increase, chemical reactions).

Change of thickness (a) and microhardness (b) of the coatings obtained in 1 g/l KOH (1), 3 g/l KOH + 2 g/l l. g. (2), and 5 g/l KOH + 6 g/l l. g. (3) electrolytes at different distances between electrodes.

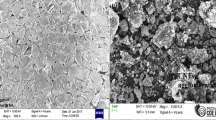
OCC synthesized on alloy ENAW-2024 at a distance between the electrodes of 0,05 m (a) and 0,25 m (b) after microhardness researches (c) (×200) in the electrolyte S2.
We have found that the distance between the electrodes affects the wear intensity (Ef) of the oxide ceramic coating (Table 1).
During the experiment, the deterioration intensity of the oxide ceramic coating at each stage was determined (Table 2). Thus, at the first start-up stage (Fig. 6, stage I), Ef is the largest for the oxide ceramic, synthesized at a distance of 0.05 m. So, here the secondary structures on the opposite element can soon be developed. This part is straightforward for three researched samples (Fig. 7).

The dependence of friction intensity I from traversed path L of OCC, which is synthesized through different distances from the electrode: 1 – 0.05 m, 2 – 0.10 m, 3 – 0.25 m.
The stability of the generated secondary structures, estimated in the 2-nd and 3-rd sections of the curves, is ambiguous. So, for OCC, which is synthesized at a distance of the electrode 0.1 m, such structures are not stable and are changed over time (curve 2, Fig. 6). However, we can say it about two other curves, whose inclination angle practically does not change during the next 1000 m. At the IV stage, it is possible to evaluate the wear resistance of researched coatings. Here all the curves change the angle of inclination (Sect. 4, Fig. 6).
We have seen from surface studies, Ef is the same for coatings on an aluminum alloy which are synthesized at a distance of 0.04 m and 0.25 m and is 0.135 μm/m, whereas this distance for the covering is less than 2 times and equal to 0.0056 μm/m which is formed at a distance of 0.1 m.
5 Conclusions
It was established that the voltage between electrodes varies almost linearly regardless of the electrolyte composition and the distance between these electrodes at the constant current density, and the breakdown of the oxide lamina occurs in the first 10–20 min. It is experimentally set that the value of the synthesis voltage is influenced by the composition, electrolyte concentration, and the distance between the electrodes: an increase in the distance between the electrodes leads to an increase in the synthesis voltage.
It was found that at a critical distance of 25 cm, the minimum thickness of the coating is 75 μm, which is caused by the depletion of the electrolyte between the electrodes. We propose, for partially reducing the negative influence of this effect, to increase the area of the auxiliary electrode.
It has been experimentally established that the microhardness of the OCC, which is formed on the critical distance, is the highest and is 1100 kg/mm2. It is explained by increase the power of separate spark discharges and (or) increase the coverage of α-Al2O3. It was investigated that the coatings of higher thickness and microhardness are obtained through the composition of an electrolyte 3 g/l KOH + 2 g/l l. g. In our experiments on the durability of synthesized coatings, we have been determined that the highest friction resistance 0.056 μm/m, is done by OCC, which is oxidized in plasma of spark discharges at a distance of 0.1 m.
For scientific substantiation of the reasons of the received results further, it is necessary to carry out the spectral analysis of the received coverings.
References
Cheng, Y., Cao, J., Peng, Z., et al.: Wear-resistant coatings formed on Zircaloy-2 by plasma electrolytic oxidation in sodium aluminate electrolytes. Electrochim. Acta 116, 453–466 (2014)
Zhong, Y., Shi, L., Li, M., He, F., He, X.: Characterization and thermal shock behavior of composite ceramic coating doped with ZrO2 particles on TC4 by micro-arc oxidation. Appl. Surf. Sci. 311, 158–163 (2014)
Klapkov, M.D., Imbirovich, N., Posuvaylo, V.M., Ostapyuk, S.I.: Plasma-electrolyte oxidation of light alloys and spray layers. Sci. Notes 31, 151–155 (2011)
Fazel, M., Salimijazi, H.R., Golozar, M.A., Garsivaz Jazi, M.R.: A comparison of corrosion, tribocorrosion and electrochemical impedance properties of pure Ti and Ti6Al4V alloy treated by micro-arc oxidation process. Appl. Surf. Sci. 324, 751–756 (2015)
Kulesh, E.A., Piliptsou, D.G., Rogachev, A.V., Hong, J.X., Fedosenko, N.N., Kolesnyk, V.: Boron-carbon coatings: structure, morphology and mechanical properties. J. Eng. Sci. 7(1), C1–C9 (2020). https://doi.org/10.21272/jes.2020.7(2).c1
Aktuğ, S.L., Durdu, S., Kutbay, I., Usta, M.: Effect of Na2SiO3·5H2O concentration on microstructure and mechanical properties of plasma electrolytic oxide coatings on AZ31 Mg alloy produced by twin roll casting. Ceram. Int. 42, 1246–1253 (2016)
Snizhko, L.O.: The nature of anodic gas at plasma electrolytic oxidation. Prot. Met. Phys. Chem. Surf. 50(6), 705–708 (2014). https://doi.org/10.1134/S2070205114060215
Banakh, O., Journot, T., Gay, P.-A., Matthey, J.: Synthesis by anodic-spark deposition of Ca-and P-containing films on pure titanium and their biological response. Appl. Surf. Sci. 378, 207–215 (2016)
Snizhko, L.A., Kalinichenko, O.A., Misnyankin, D.A.: Synthesis of calcium phosphates on titanium. Surf. Eng. Appl. Electrochem. 52(3), 257–262 (2016). https://doi.org/10.3103/S106837551603011X
Banakh, O., Snizhko, L., Journot, T.: The influence of the electrolyte nature and PEO process parameters on properties of anodized Ti-15Mo alloy intended for biomedical applications. Metals 8(5), 370 (2018)
Abdulla, T., Yerokhin, A., Goodall, R.: Enhancement in specific strength of open cell aluminium foams through plasma electrolytic oxidation treatment. Scripta Mater. 75, 38–41 (2014)
Gnedenkov, S.V., et al.: Composite hydroxyapatite-PTFE coatings on Mg-Mn-Ce Alloy for resorbable implant applications via a plasma electrolytic oxidation-based route. J. Taiwan Inst. Chem. Eng. 45, 3104–3109 (2014)
Tian, X.B., Chu, P.K.: Experimental investigation of the electrical characteristics and initiation dynamics of pulsed high-voltage glow discharge. J. Phys. D Appl. Phys. 34(3), 354–360 (2001)
Yerokhin, A., Parfenov, E.V., Liang, C.J., Mukaeva, V.R., Matthews, A.: System linearity quantification for in-situ impedance spectroscopy of plasma electrolytic oxidation. Electrochem. Comm. 27, 137–140 (2013)
Yeung, W.K., Reilly, G.C., Matthews, A., Yerokhin, A.: In vitro biological response of plasma electrolytically oxidised and plasma sprayed hydroxyapatite coatings on Ti-6Al-4V alloy. J. Biomed. Mat. Res.: B Appl. Biomat. 101B(6), 939–949 (2013)
Imbirovich, N., Klapkov, M.D., Posuvayilo, V.M., Povstyanoy, A.: Properties of oxide ceramic coatings on magnesium and titanium alloys which are synthesized in electrolyte plasma. Powder Metall. 1(2), 54–60 (2015)
Stelmakh, A.U., Sidorenko, O., Kostiunik, R.E.: Methods of the identifying fuels and lubricants by antiwear and antifriction properties, taking into account the actual conditions of their work. Technol. Syst. 3, 96–101 (2002)
Aksenov, O.F., Stelmakh, O.U., Shimchuk, S.P., Koba, V.P., Manso-Ur, J.I.: Methodology for determining the anti-trapping properties of lubricants by criteria of tribo characteristics of secondary structures which are formed in them. Visnyk of NAU, pp. 62–64 (2006)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Imbirovych, N., Povstyanoy, O., Zaleta, O., Shymchuk, S., Priadko, O. (2021). The Influence of Synthesis Modes on Operational Properties of Oxide Ceramic Coatings on Aluminum Alloys. In: Ivanov, V., Trojanowska, J., Pavlenko, I., Zajac, J., Peraković, D. (eds) Advances in Design, Simulation and Manufacturing IV. DSMIE 2021. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-77719-7_53
Download citation
DOI: https://doi.org/10.1007/978-3-030-77719-7_53
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-77718-0
Online ISBN: 978-3-030-77719-7
eBook Packages: EngineeringEngineering (R0)