
Abstract
The paper focuses on the development of a static recrystallization model of 6XXX aluminum alloy based on industrial profiles extrusion analysis. 6XXX aluminum alloys are widely used for complex shapes with smooth surfaces suitable for visible architectural applications. Mechanical properties and surface defects, for example, streaking lines, are dependent on the microstructure. Static recrystallization occurs in alloys such as 6XXX due to high stacking fault energy. At the moment, there is no reliable static recrystallization model of 6XXX aluminum alloys found in the literature. In the presented paper, a new approach has been proposed to determine the parameters of Johnson–Mehl–Avrami–Kolmogorov equation. It is based on using strain and temperature history during extrusion of industrial profiles and examining the microstructure in their cross-sections and implementing the inverse analysis approach. The developed model has been verified and used for simulation of the microstructure evolution in industrial extrusion cases and has shown sufficient accuracy.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Extrusion of aluminum alloys is widely used in the production of bars, tubes, wires as well as for the manufacture of profiles. The cross-section of profiles could be solid, semihollow or hollow and rather complex. Acceptable mechanical properties, low density, good corrosion resistance, and high processability are the reasons for the predominance of aluminum profiles in extrusion [1]. The moderate level of working temperatures of aluminum alloys that is lower than tempering temperature of tool steels allows producing the largely unrestricted shape of the cross-sectional geometry profiles with good precision and high surface quality.
Thermomechanical processing during extrusion and subsequent cooling led to the microstructure evolution of the material. It can involve static recrystallization, dynamic recrystallization (geometric or continuous), grain growth (normal or abnormal), and particle precipitation [2]. The occurrence of each metallurgical process depends on the mode of thermomechanical processing and the chemical composition of the alloy [3, 4]. In materials with high stacking fault energy, such as pure aluminum, low-alloyed aluminum alloys such as 6005, 6060, 6063, etc. dynamic recrystallization does not occur [5]. Static recrystallization occurs in such materials after deformation. In high-alloyed aluminum alloys, such as 7020, 7050, and 7075 that have a lower stacking fault energy, the dynamic recrystallization can occur [6, 7]. The division into two groups of alloys is conditional and a number of alloys are recrystallized both dynamically and statically. Simulation of microstructure evolution is essential for control of mechanical properties and to get high-quality extruded profiles.
The usual way to develop a model of microstructure evolution is to perform a series of laboratory experiments. The most widespread technique is to use a thermomechanical simulator. For example, Yi et al. [7] used Gleblee 1500 to develop a dynamic recrystallization model for 7050 aluminum alloy. Some researchers adopted real processes to perform them in the laboratory. For example, Donati et al. [8] used backward cup extrusion to study the microstructure evolution of 6060 and 6082 aluminum alloys. Segatori et al. [9], Bandini et al. [10], Güzel et al. [11] used laboratory forward extrusion setup to investigate the microstructure evolution during extrusion. Laboratory experiments have some restrictions because, for example, it is impossible to reach the same high strain and strain-rate levels as a real extrusion process. Moreover, it is necessary to make special samples use special testing equipment and so on. Another way is to use industrial experiments. For suppliers of aluminum profiles, it is much easier to use sections of the profiles for the study of microstructure evolution and development of the models. Different models were developed for the simulation of microstructure evolution in metals during thermomechanical processing [12,13,14,15].
The aim of the present research is to study a microstructure evolution in extrusion process and to develop a static recrystallization model for 6XXX aluminum alloys where the model parameters can be derived from industrial experients.
2 Materials and Methods
2.1 Materials
The study has been performed using the industrially extruded profile. The chemical composition of studied 6XXX aluminum alloy is presented in Table 1, and it corresponds to the alloy 6005.
The initial microstructure of the billet is presented in Fig. 1. The measured average grain size was 80.7 ± 9.2 µm. During the heating and extrusion grains were grown and the average grain size of non-deformed butt-end was 122.2 ± 24.9 µm.

The initial microstructure of the studied aluminum alloy
2.2 Industrial Trials and Finite Element Simulation of the Extrusion Process
Studied profile was produced in industrial conditions. The extrusion trials were performed on 8 inch 20 MN direct single action horizontal hydraulic extrusion press. After extrusion, the profile was cooled by air. The parameters of the industrial extrusion trial are summarized in Table 2.
Extrusion process was simulated in QForm Extrusion FEM commercial code with the same parameters as in the industrial experiment. QForm Extrusion is the software which is able to simulate extrusion processes using the combined Lagrangian–Eulerian approach. Eulerian domain (Fig. 2) represents the stationary mesh created in a container and cavities of the die set including short part of the profile. Lagrangian domain is used to follow the profile flow. The combination of coupled mechanical task, namely the consideration of the influence of tool deformation on profile flow, and precise solve of the thermal task allows the software to achieve proper temperature, velocity and consequently strain distribution in the profile that finally defines the accuracy of the microstructural calculation. After simulation of the extrusion process, the profile geometry and calculated workpiece fields were then exported from QForm Extrusion to QForm General Forming finite element commercial code in.csv2d format for further simulation of cooling and static recrystallization that was carried out by means of the Heating–Cooling module.

Workpiece during extrusion simulation with strain field shown (the die set and container are not shown). (Color figure online)
Static recrystallized volume fraction was calculated by Johnson–Mehl–Avrami–Kolmogorov equation:
where \(t\) is the time (s); \(\varepsilon \) is the retained strain; \(T\) is the temperature, °K; \({A}_{s}, {N}_{s}, {Q}_{s}, {k}_{s}\) are the coefficients.
Average grain size in each node was calculated according to the mixture rule:
where \({d}_{s}\) is the static recrystallized average grain size, µm; \({d}_{0}\) is the initial average grain size, µm.
2.3 Microstructure Characterization
The optical microscopy was used to characterize the microstructure. The samples were cut from the profile by a band saw and then were mounted in phenolic resin by mounting press Struers CitoPress-20. Samples were ground on abrasive clothes with successively finer grades of silicon carbide papers from 320 to 1200 grit and then polished with 0.1 µm diamond suspension. Olympus GX51 optical microscope was used to obtain images. Kellers etchant was used to reveal the microstructure. The average grain size has been evaluated by the planimetric procedure according to ASTM E1181-02 in certain areas of the samples followed by statistical processing with a significance level of 0.05. The software ImageJ (imagej.nih.gov/ij) was used for image analysis.
3 Results and Discussion
3.1 Static Recrystallization Model of 6XXX Aluminum Alloy Based on Industrial Experiments
Approach for development of static recrystallization model using industrial experiments is based on the inverse analysis. Profile section for investigation was cut out from the steady-state extrudate. To get an experimental average grain size distribution, it is necessary to choose a number of points on the profile and measure an average grain size in these points. QForm Extrusion simulation gives us such the process parameters in each point of the profile as strain, average deformation temperature, and strain-rate after extrusion. Using the assumption that static recrystallization is the only microstructure evolution process taking place according to Eqs. (1) and (2), it is possible to calculate an average grain size in every location after cooling. After that, the least square method could be used for obtaining the unknown coefficients \({A}_{s},{N}_{s},{Q}_{s}, {k}_{s}\). For this purpose, it is necessary to minimize the following target function:
where \({d}_{\mathrm{exp}}\) is the measured grain size, µm; \({d}_{\mathrm{sim}}\) is the simulated grain size, µm; \(n\) is the number of studied points.
Mathcad software was used for minimization of the target function by Levenberg–Marquardt algorithm. Obtained parameters of 6XXX aluminum alloy static recrystallization model are presented in Table 3.
3.2 Numerical and Experimental Study of Microstructure Evolution of 6XXX Aluminum Alloy
Obtained parameters of 6XXX aluminum alloy static recrystallization model were used to simulate average grain size distribution after cooling the profile.
The simulated average grain size in the profile cross-section is shown in Fig. 3. As we can see, grain size distribution is highly non-uniform and average grain size is within the range from 50 to 150 µm. Further study was focused on two regions of the profile cross-section, which are also shown in Fig. 3.

Simulated average grain size distribution in the profile. (Color figure online)
Grain size distribution in extruded profiles is highly dependent on the strain. Strain field in the profile is shown in Fig. 4.

The strain distribution in samples #1 and #2. (Color figure online)
We can see that strain values in the cross-section of the profile is in the range from 4.0 to 50.0. In general, the higher strain is in point, the lower average grain size. But there is a danger of secondary recrystallization occurrence, which may lead to abnormal grain growth. In the studied case, the profile has thin walls and cooling speed is sufficient to avoid the secondary recrystallization.
Another feature of hollow profile aluminum extrusion technology is dividing the metal flow to a several streams and consequent welding due to high temperature and high pressure. Material streams in samples #1 and #2 are shown in Fig. 5.

Material streams in samples #1 and #2. The material from different streams is shown by different colors. (Color figure online)
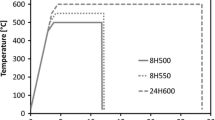
Temperature in the studied part of the profile is highly uniform and equals 510 ± 10 °C (Fig. 6).

The temperature distribution in samples #1 and #2. (Color figure online)
The simulated average grain size distribution and experimental microstructure in samples #1 and #2 are shown in Figs. 7 and 8, respectively.

The simulated average grain size a and experimental microstructure b of sample #1. (Color figure online)

The simulated average grain size a and experimental microstructure b of sample #2. (Color figure online)
As we can see, in most points correspondence is quite good, while in some points the difference is up to 1.5 times. Grain refinement in the welding seams can be seen on the simulated average grain size field. The correlation coefficient between experimental and simulated data is 0.89.
3.3 Validation of the 6XXX Aluminum Alloy Static Recrystallization Model
Experimental data for validation of the model is provided by ASAŞ Alüminyum Sanayi ve Ticaret A.Ş., Istanbul, Turkey (https://www.asastr.com/home).
The developed model of the static recrystallization was validated on another industrially extruded profile. This time the used aluminum alloy was 6063, which is in the same group of alloys as one used in the study.
The studied extruded profile has a complex shape and presented in Fig. 9. This is a solid profile with some detailed areas for assembling purposes.

The studied extruded profile
The studied part of the extruded profile, macrograph, and microstructure is shown in Fig. 10. The zone for measurement of the average grain size is shown by the red square. The measured average grain size in this zone was 62.2 ± 4.8 µm.

The studied part of the extruded profile (a), macrograph (b), and microstructure (c). (Color figure online)
Extrusion of the profile and consequent cooling was simulated. The simulated average grain size of the part of the extruded profile is shown in Fig. 11.

The simulated average grain size of the part of the extruded profile. (Color figure online)
The studied area is shown by the red square on the profile. As we can see, the simulation predicts a high gradient of average grain size in the studied area. Average grain size varies approximately from 45 to 87 µm in the studied zone. Meanwhile, there is no such high gradient of the grain size in the extruded profile as can be seen in Fig. 10b. The simulated average grain size throughout the region was approximately 66 µm, which has good correspondence with experimental data.
4 Conclusions
-
1.
The microstructure of 6XXX aluminum the profiles after industrial extrusion process has been investigated and characterized.
-
2.
The model of static recrystallization of 6XXX aluminum alloy based on industrial profiles extrusion analysis was developed and implemented in QForm finite element simulation code.
-
3.
The new method of developing a microstructure evolution model using industrial experiments is quite simple and gives satisfactory results for preliminary analysis of profile microstructure.
-
4.
The developed model was validated on 6063 aluminum alloy industrial extruded profile and shown satisfactory correspondence while further improvement is required.
-
5.
Related processes of microstructure evolution should be taken into account to improve the accuracy of the average grain size calculation.
References
Bauser M, Sauer G, Siegert K (2006) Extrusion second edition. ASM international
Doherty RD, Hughes DA, Humphreys FJ, Jonas JJ, Jensen DJ, Kassner ME et al (1998) Current issues in recrystallization: a review. Mater Today 1(2):14–15
McQueen HJ (1980) The experimental roots of thermomechanical treatments for Aluminum alloys. JOM 32(2):17–26
Komura S, Horita Z, Nemoto M, Langdon TG (1999) Influence of stacking fault energy on microstructural development in equal-channel angular pressing. J Mater Res 14(10):7
Gardner KJ, Grimes R (1979) Recrystallization during hot deformation of Aluminium alloys. Met Sci 13(3–4):216–222
Yi Y, Fu X, Cui J, Chen H (2008) Prediction of grain size for large-sized aluminium alloy 7050 forging during hot forming. J Cent South Univ Technol 15(1):1–5
Yi Y, Shi Y, Yang J, Lin Y (2007) Effects of forging process parameters on microstructure evolution of Aluminum alloy 7050. In: AIP conference proceedings. AIP, p 481–486
Donati L, Dzwonczyk JS, Zhou J, Tomesani L (2008) Microstructure prediction of hot-deformed aluminium alloys. Key Eng Mater 367:107–116
Segatori A, Reggiani B, Donati L, Tomesani L, El Mehtedi M (2013) Prediction of fibrous and recrystallized structures in 6xxx alloy extruded profiles. Key Eng Mater 585:123–130
Bandini C, Reggiani B, Donati L, Tomesani L (2015) Code validation and development of user routines for microstructural prediction with qform. Mater Today Proc 2(10):4904–4914
Güzel A, Jäger A, Parvizian F, Lambers H-G, Tekkaya AE, Svendsen B et al (2012) A new method for determining dynamic grain structure evolution during hot aluminum extrusion. J Mater Process Technol 212(1):323–330
Miodownik MA (2002) A review of microstructural computer models used to simulate grain growth and recrystallisation in aluminium alloys. J Light Met 2(3):125–135
Biba N, Alimov A, Shitikov A, Stebunov S (2018) The implementation of microstructural and heat treatment models to development of forming technology of critical aluminum-alloy parts. AIP Conf Proc 1960:040004
Alimov A, Stebunov S, Biba N (2018) Simulation of microstructure evolution during forging and heat treatment of Ti-6Al-3.5Mo-1.5Zr-0.3Si titanium alloy. Comput Methods Mater Sci 18:90–97
Alimov A, Zabelyan D, Burlakov I, Korotkov I, Gladkov Y (2018) Simulation of deformation behavior and microstructure evolution during hot forging of TC11 titanium alloy. Defect Diffus Forum 385:449–454
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Alimov, A., Kniazkin, I., Biba, N. (2021). Development and Implementation of Static Recrystallization Model of 6XXX Aluminum Alloy Using Industrial Experiments. In: Daehn, G., Cao, J., Kinsey, B., Tekkaya, E., Vivek, A., Yoshida, Y. (eds) Forming the Future. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-75381-8_144
Download citation
DOI: https://doi.org/10.1007/978-3-030-75381-8_144
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-75380-1
Online ISBN: 978-3-030-75381-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)