
Abstract
Modern car body design includes parts with sharp-edged elements, which are challenging for conventional sheet metal forming technologies. This is especially critical when implementing aluminum parts in order to consider lightweight design requirements. Applying high strain rates allows increasing formability for numerous materials, including typical aluminum alloys used in the automotive industry. Therefore, integrating high-speed forming into a conventional process can help to extend forming limits. The feasibility of locally sharpening a deep-drawn radius by integrated electromagnetic forming was proved in the literature, but up to now, the investigated target radii were much larger compared to the sheet thickness. The presented paper shows that target radii in and below the size of the sheet thickness are possible by this process combination. Based on a simplified 2D component geometry, complementary experimental and numerical investigations served for developing different variants of a modular test tool and analyzing the influence of important process and tool parameters on the forming result.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Statistics show that, in addition to the price or price-performance ratio, safety, and comfort, the design of an automobile is one of the most important decision criteria when buying a car. In an online survey conducted by IFA Marktforschung Bremer + Partner GmbH by order of the Aral AG in March 2019, 37% of respondents who were planning to buy a new car or a year-old car stated that the vehicle design was a reason for their choice. Environmental friendliness, on the other hand, is an essential criterion for only 25% of these interviewees [1]. In another survey conducted between 2015 and 2018 by several market research institutes in Germany, the most important criteria are safety, reliability, and value for money, but for more than 70% of those surveyed, design is an important criterion when buying a car, too. Here, this criterion is almost on par with environmental friendliness and low CO2 emissions. This prioritization has remained constant over the last few years [2]. According to these trends, the automotive industry may not neglect design-oriented developments, although current political initiatives set a focus on promoting and funding developments related to resource efficiency and environmental friendliness for a good reason.
Over the years, automotive design has changed dramatically. While the early car bodies in the 1930s and 1940s had a more round (e.g. Adlerwerke Type 10) or shell-shaped design (e.g. Porsche 356), later on, the favored designs comprised clear lines, trapezoidal (e.g. DKW F12) and box shapes (e.g. Peugeot 604), or wedge shapes (e.g. Lamborghini Countach). In modern design, aerodynamically modeled edges such as the so-called Tornado line shall lend the car elegance and make it look longer. Here, the aim is to achieve edges as sharp as possible. However, the limited formability in conventional forming processes, e.g. deep drawing, restricts the possible geometries, which is especially true for modern body-in-white materials such as aluminum alloys. The radii achievable via deep drawing of aluminum parts typically lie in the range of 2 mm, while radii of 0.5 mm are mostly desired. Therefore, new technologies are required for enabling extended forming limits in order to increase the freedom of design. One principle approach to extend forming limits lies in adapting the strain rate and/or the forming temperature. Either very low or very high values of these parameters can be beneficial, depending on the material. For typical automotive aluminum alloys, e.g. EN AW-6111, high-speed forming processes such as electromagnetic forming (EMF) are suited to extend the formability significantly [3].
EMF uses the energy density of pulsed electromagnetic fields to exert forces on electrically conductive workpieces, thus forming them. In contrast to deep drawing processes, a so-called tool coil or inductor replaces one active element of the tool set (usually the punch), while the counterpart (the die) is retained and serves as a form definition for the process. Depending on the geometry and arrangement of the workpiece and the tool coil, it is possible to compress or expand tubes and hollow profiles and form flat or curved sheet metal [4]. The setup for EMF consists of the forming machine (pulsed power generator), the tool coil (possibly including a field shaper), the workpiece, and application-dependent tool components such as cutting tools, forming dies, or joining partners. Charging and then discharging the capacitor of the pulsed power generator starts the process. As a result, a damped sinusoidal current pulse flows through the coil with maximum values of up to several hundred kiloamperes and typical rise times between 10 and 100 μs. This time-dependent current induces a corresponding magnetic field with local field strengths of up to several 10 T. Moreover, if an electrically conductive workpiece is located in the direct vicinity of the inductor, a second current in the opposite direction to the inductor current results in this workpiece. Due to the interactions of the currents and magnetic fields, Lorentz forces arise, which accelerate and deform the workpiece. It is possible to transform these volume forces mathematically in an equivalent surface load, the so-called magnetic pressure. In EMF, the motion of the workpiece is always directed away from the tool coil. Depending on the other tool components and their interaction with the workpiece, it is possible to execute forming, cutting, and joining operations [5].
In addition to its use as a single solution, EMF has special potential for extending forming limits in combination with conventional forming processes. Ideally, the respective process-specific advantages complement each other so that process-specific limits can be extended. The technological feasibility and the benefits have already been demonstrated for the following process combinations:
-
Deep drawing with integrated EMF (e.g. [6])
-
Combined bending, EMF, and hydroforming [7]
-
Combined joining by EMF and hydroforming [8]
-
Combined extrusion and EMF [9]
-
Combined bending and EMF [10]
-
Combined roll forming and EMF [11].
The process of deep drawing with integrated EMF is most relevant with regard to the calibration of sharp-edged design elements in automotive body-in-white components. In this context, Vohnout showed in fundamental tests that combined quasi-static pre-straining and subsequent EMF can extend the overall forming limit of EN AW-6061. The gain is greater if the forming capacity is already exhausted as far as possible after deep drawing. Vohnout also demonstrated the applicability of the process combination of deep drawing and EMF for car body components. In particular, he sharpened the corner radius of an inner door panel from approx. 50 mm after deep drawing to approx. 10 mm [6]. Similarly, Imbert and Worswick sharpened a preformed 20 mm radius in a v-shaped part to 5 mm by EMF [12]. Burden et al. investigated the EMF of a door handle cavity in deep-drawing parts and showed that homogeneous pressure distribution has a positive effect on the forming result [13]. Psyk et al. and Risch et al. integrated an EMF step into a conventional deep-drawing process by incorporating the tool coil into the punch [14] and into the die [15], respectively. In another variant of the process combination, Vohnout et al. use numerous small pulses during the deep-drawing process to achieve a more homogeneous strain distribution, thus extending the forming limits and reducing the number of forming steps [16]. Studies that are more recent deal with the numerical simulation and mathematical optimization of the process combination. For these basic investigations, simple geometries are used such as cylindrical cups [17] or cross-shaped cups [18].
This clearly shows that deep drawing with integrated EMF offers technological advantages regarding formability and corner filling with small target edge radii. However, the implemented radii always amount to a multiple of the sheet metal thickness (i.e. approx. 5–10 times the sheet thickness or more), while so far there have been no reports aiming at forming of sharp-edged design elements such as the Tornado line with radii in or even below the magnitude of the sheet thickness. From the point of view of forming technology, this is an important change because the process can no longer be considered a conventional sheet metal forming process. However, it is a process of so-called “sheet-bulk metal forming” or “solid sheet metal forming”. According to [19], this class of processes comprises forming technologies with three-dimensional stress and strain states within the sheet metal. The aim of the presented studies was to prove that electromagnetic forming is applicable for calibrating sharp-edged design elements with radii, which are smaller than the sheet thickness. Moreover, recommendations for the design of tool coils suitable for this kind of manufacturing task are given.
2 Regarded Forming Task
In a cooperative project, the Fraunhofer Institute of Machine Tools and Forming Technology IWU and Volkswagen AG investigated the potential of mechanical preforming with integrated EMF for manufacturing components with sharp design edges for outer body parts. The focus of the investigation was on processing EN AW-6016 material with a thickness of 1.2 mm, an aluminum alloy typically used for body-in-white components. However, some tests were performed on other semi-finished parts in order to prove the transferability of the results and to analyze the influence of workpiece-dependent properties.
The investigations considered a 2D geometry (see Fig. 1b), which was based on an industrial fender geometry featuring two distinct design edges (see Fig. 1a). In order to generate the 2D shape, the middle cross-section of the fender was geometrically extruded to a length of 280 mm. Due to this simplification, strictly speaking, the preforming is no longer a deep-drawing operation but a bending process. However, the advantage of this approach is that it allows comparative tests on different material thicknesses without elaborate adaptation of the tooling, e.g. in order to adjust the drawing gap. Thus, the transferability of the results can be easily verified and principal correlations can be identified.

a Basic punch geometry of 3D-fender; b simplified 2D part geometry for laboratory tests. (Color figure online)
3 Tool Design
The tooling for the combined process includes the punch incorporating the tool coil and the forming die. Manufacturing sharp-edged concave geometries is a challenge for milling processes due to the tool radius. In a conventional deep-drawing process, this is usually solved by a cut out in the die, since the resulting radius of the formed part is determined by the convex radius of the deep-drawing punch and the thickness of the material, while the local die geometry is of minor influence. Contrary, in the investigated case, the die radius limits the minimum radius achievable in the electromagnetic calibration process. In order to work around the problem, the die geometry was separated at the two edges; the three segments of the die were manufactured individually and mounted onto a base plate. Thus, manufacturing a sharp-edged concave geometry was possible.
The punch features a modular setup, which allows implementing different coil variants and analyzing the respective influence on the forming result. The coil design concerns the conductor winding as well as the housing. The major function of the coil winding is to conduct the current, thus shaping the magnetic field and the corresponding magnetic pressure required for the forming process. Here a highly efficient energy transfer is desired in order to realize the forming task with minimum energy input, consequently operating at minimum equipment load. Therefore, different conductor variants were drafted based on a numerically assisted design using a harmonic 2D magnetic field simulation by David Meeker [20]. This simulation provides the magnetic field in the gap between the tool coil and sheet metal workpiece Hgap and the penetrated magnetic field at the workpiece surface facing away from the tool coil Hpen. These field distributions and the magnetic permeability µ make up the input data for analytically estimating the magnetic pressure according to Eq. 1.
Figure 2 shows the calculated maximum of the magnetic pressure course (i.e. the magnetic pressure as a function of time) as a function of the coil current for different frequencies of the discharging current and for different coil conductor variants. It compares conductor variants with one single turn, three parallel turns, and five parallel turns. As indicated via the sketched cross-sections, the turns are concentrated on the two calibration areas beneath edges one and two. The current direction in each bundle of turns is uniform but opposed to the current direction in the other bundle. For the five-turn variant, the turns are arranged in two layers in order to find a compromise between the limited extension of the calibration area and the required space for dimensioning reasonable conductor cross-sections and insulation distances between the individual turns. As expected, the pressure maximum increases squarely with the coil current for all coil variants. Furthermore, it is obvious that for a higher number of turns, a significantly lower coil current is required in order to reach a defined pressure.

Magnetic pressure as a function of coil current amplitude and discharging frequency for different coil conductors. (Color figure online)
This simple calculation approach suggests that the five-turn coil is the most promising one. However, it neglects the influence of the number of turns on the electrical parameters of the oscillating circuit, especially on the resistance R and the inductance L. These influences are described via fundamental electrotechnical equations, which are summarized in [5]. Amalgamating these equations leads to Eq. 2, which describes how these parameters affect the course of the discharging current I(t). This means that in order to have the same current course in different coil variants, these influences must be compensated by varying the other electrical parameters of the oscillating circuit, i.e. the capacitor, the charging voltage U, and the capacitance C. However, the latter is a property of the pulsed power generator and can only be adjusted in discrete steps, if possible at all. Therefore, adjusting the same current course for different conductor variants is hardly possible in practice so that a more sophisticated evaluation of the different coil types is necessary, taking into consideration the described correlations.
The detailed design of the setup, including aspects of the housing, is relevant when considering the influences of all relevant components of the structure, i.e. the pulsed power generator and the consumer unit consisting of tool coil and workpiece, on the parameters of the oscillating circuit. The major functions of this housing are the electrical insulation and mechanical stabilization of the conductor winding. In the investigated process combination, the housing must also be suitable for applying the load during the mechanical preforming operation. This study compares three different housing concepts (see Fig. 3).

Design concepts for the coil insert. (Color figure online)
The first one consists of a metallic coil body with integrated insulation tubes. The motivation for this approach was the desire to manufacture the tool insert for the integrated electromagnetic forming as far as possible from steel materials in order to guarantee high pressure and wear resistance. Furthermore, the goal comprised achieving good compatibility with the material of the surrounding deep-drawing tool, e.g. in terms of thermal expansion. However, it must be considered that this metallic body can influence the magnetic field distribution possibly, even to the extent that no more workpiece deformation is possible. To reduce this influence as far as possible, a non-ferromagnetic material can be applied and the formation of eddy currents in the coil body can be suppressed by building this body from individual layers, which are oriented perpendicular to the expected current direction and electrically insulated from each other by a suitable coating or foil. The total induced voltage is distributed among the individual layers so that the requirements on this insulation are relatively low with small layer thicknesses and a correspondingly high number of layers. In contrast, the requirements for the insulation of the coil winding itself are considerably higher so that additional continuous insulation tubes are necessary, e.g. tubes made of glass fiber-reinforced plastic (GFRP).
The second housing concept consists of an insulation coil body made of GFRP, which combines high insulation capability and acceptable mechanical strength for tensile and compression loads. Furthermore, this material does not influence the distribution of the magnetic field and the resulting pressure. The coil body completely encloses and insulates the individual turns so that no additional insulation tubes are required here. Thus, in comparison to the metallic coil body, the conductors can be arranged closer to each other and to the workpiece. This allows better focusing of the magnetic pressure on the very small calibration zone. However, when dimensioning the minimum insulation distance, the anisotropic insulation properties of GFRP must be taken into consideration.
In the third housing concept, the conductor is embedded in a similar GFRP coil body, but here the channels incorporating the conductor are open toward the workpiece. Here, an additional thin polyimide film provides the necessary insulation. This insulation material features excellent insulation capabilities, but due to its very limited strength and wear resistance, special design measurements such as a slight local recess must be taken to avoid mechanical loads. Nevertheless, this approach allows for much smaller insulation gaps between conductor and workpiece, which significantly improves the process efficiency [21].
In order to draw a substantiated comparison and to evaluate the different coil variants, it is much more meaningful to consider the estimated resulting pressure for the same capacitor charging energy and voltage, respectively, than the equal coil current postulated in Fig. 2. This means that different coil currents must be considered depending on the different electrical properties of the setup. However, neither the current course nor the electrical parameters of the oscillating circuit are known during the design phase. In the case of complex structures, in particular, the calculation is complicated by the circular dependency between these parameters. To solve this conflict [22], suggests a simple iterative approach. Still assuming a harmonic oscillation of the coil current, and consequently disregarding the damping effects caused by the resistance of the electrical circuit, the calculation strategy approximates the frequency and amplitude of the coil current as well as the frequency-dependent inductance of the electrical circuit.
Table 1 lists the parameters identified via this iterative approach for three investigated coil variants with five turns, three turns, and one single turn. These coil variants also served for testing the different design concepts for the coil inserts. Specifically, in the case of five-turn coil, the metallic coil housing (see Fig. 3 left) was chosen; for the three-turn coil the GFRP housing with closed conductor channels (see Fig. 3 middle) was selected; and for the single-turn coil, the GFRP housing with open conductor channels and additional polyimide film (see Fig. 3 right) was applied. Figure 4 shows the corresponding local pressure distributions acting at the moment of maximum current. The calculations were performed via the free special-purpose program of finite element simulation femm 4.2 by David Meeker [20]. As this program is limited to 2D harmonic field simulations, only the parallel sections of the coil can be modeled. In order to consider the additional inductance caused by the coil ends (variable depending on the specific coil design) and the pulsed power generator (determined as 85 nH by measurements without any load inductance), an additional inductance is added to the calculated value. This additional inductance is estimated as 1500 nH for the five-turn coil, 900 nH for the three-turn coil, and 100 nH for the single-turn coil. All calculations are based on a capacitor charging voltage of 10 kV. An efficiency of 65% was assumed for the transfer of capacitor charging energy to inductive energy of the tool coil according to the calculations of Risch [23].

Estimated pressure distribution for different coil variants assuming a capacitor charging voltage of 10 kV. (Color figure online)
As expected, a decreasing number of turns leads to a decrease of the inductance, therefore causing a higher and faster current pulse. The smaller insulation distances between the individual turns and between coil winding and workpiece, which were enabled via the different housing concepts, enhance this effect. At the same time, the geometric modification leads to better focusing of the magnetic pressure. This means that especially in the case of the single-turn coil, a very high-pressure pulse acts directly below edge 1.
Important differences between the investigated single-turn coil variant and the two multi-turn coil variants (i.e. the three-turn coil and the five-turn coil) comprise the non-rotationally symmetric cross-section and the arrangement of the return conductor. The change in the cross-section geometry results from the attempt to keep the distance between the tool coil and workpiece as small as possible. In order to reach this aim, the coil surface was adjusted to the shape of the preformed sheet. Realizing this cross-section requires changing the manufacturing strategy of the coil winding. In the case of the multi-turn coils for the round conductors, round copper rods served as input material so that only marginal subsequent processing was required here. The connection of the different linear conductors to one complete coil turn was realized via insulated clamps at the ends of the coil. On the contrary, the more complex cross-section shape of the single-turn coil was manufactured by milling. In order to facilitate the milling of the complete turn from a copper plate, the return conductor was arranged in one vertical plane with the forward conductor far away from the workpiece. Compared to a similar single-turn coil with the same cross-section but with the return conductor arranged close to the workpiece below the second calibration edge, this layout increases the load inductance. However, since the absolute inductance of the single-turn coil is very low, this phenomenon was accepted here. In order to calibrate edge 2, a second coil winding was inserted in this area (without electrical connection to the first one). Figure 4 (dashed lines) indicates this second winding and the corresponding pressure. After calibrating edge 1, the second coil turn is connected to the pulsed power generator and edge 2 is calibrated in a second discharging process.
4 Experimental Results
First tests of the developed tools were carried out with steel workpieces (DC04; thickness 0.6 mm) and aluminum workpieces (EN AW-3103; thickness 0.6 mm). Figure 5 shows the experimental setup on the example of the five-turn coil and compares the measured coil current with the numerically predicted one. Although the simulation slightly overestimates the current, the accuracy of the simulation approach is good, considering all simplifications.

Experimental setup for the electromagnetic calibration of sharp-edged design elements and verification of numerically predicted coil current. (Color figure online)
Figure 6 compares the preformed reference components and exemplary calibrated parts. In this example, a capacitor charging voltage of 12 kV was used, which corresponds to a capacitor charging energy of 23.8 kJ. After solely preforming the sheet metal workpiece by closing the tool halves, the parts show strong springback. Permanent deformation is hardly noticeable, especially in the case of aluminum workpieces. On the contrary, the calibrated part features much better geometric accuracy.

Exemplary preforms and calibrated aluminum and steel parts. (Color figure online)
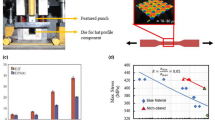
The tests have also proved to be qualitatively successful regarding the intended sharpening of the radii of edge 1 and edge 2. In order to quantify this effect, the obtained edge radius was determined in the cross-section. For this purpose, samples were taken from the components in the area of the formed edges, which were then embedded and measured with an optical microscope as shown in Fig. 7.

Edge radii achievable by electromagnetic calibration. (Color figure online)
The figure also shows a comparative overview of the edge radii achievable with the regarded coil variants. It is obvious that in all cases increasing the capacitor charging energy leads to a decreasing edge radius. This trend is strong at first and eases off later. This fundamental relationship is independent of the respective coil variant and the workpiece material (steel or aluminum). In addition, the investigations on all coil variants confirm that, with otherwise identical parameters, significantly sharper edges are achieved for aluminum semi-finished products than for steel sheets. These results were expected since the higher electrical conductivity and the lower strength and density aluminum in general are considered to be more suitable for being processed by EMF.
A comparison of the different inductor variants with each other shows that, compared to the five-turn coil, sharp edges result at significantly lower capacitor charging voltages if the three-turn coil is applied with otherwise identical process parameters. Similarly, the achievable edge radius is lower again if the single-turn coil is used. This trend correlates well with the magnetic pressures calculated for the coil variants (see Fig. 4) and confirms that the single-turn coil leads to the highest process efficiency compared to the other investigated coil types. Using EMF to calibrate the part with this coil made it possible for the first time to achieve the target edge radius of 0.5 mm for semi-finished aluminum products.
5 Summary and Conclusions
Innovative forming technologies and process combinations are essential in order to increase freedom of design and enable manufacturing of technologically challenging sharp-edged details in body-in-white components even from difficult-to-form materials such as aluminum alloys. Deep drawing with integrated electromagnetic calibration is a suitable approach for extending forming limits, although up to now all examples of this process combination for corner filling or edge sharpening have focused on forming radii equal to or greater than five times the sheet thickness. In contrast, the goal of the project “Sharp Design Edge” was to use electromagnetic forming for calibrating sharp-edged design elements with an edge radius of 0.5 mm.
In order to demonstrate the feasibility of this forming task, a modular prototype tool was designed, implemented, and tested for the electromagnetic calibration of sharp two-dimensional edges. The influence of essential parameters on the resulting component edge radius was investigated in a combined numerical-experimental process analysis considering process-specific, component-specific, and tool-specific aspects. In this study, the best solution proved to be a coil variant consisting of two individual windings for shaping the edges 1 and 2 with the return conductor being arranged far away from the sheet metal. An insulation insert made of glass fiber reinforced epoxy provides the insulation between the conductors and the surrounding metallic deep-drawing punch, while polyimide foil (Kapton) serves as insulation between the conductor and the sheet metal workpiece. The achieved edge radii show the great potential of the process, especially for aluminum workpieces. Here, the target radius of 0.5 mm was achieved, which is significantly smaller than the investigated sheet thickness of 1.2 mm. Therefore, this process must be considered a process of “bulk sheet metal forming”.
References
https://de.statista.com/statistik/daten/studie/73970/umfrage/wichtigste-kriterien-beim-pkw-kauf/. Accessed 23 October 2019
https://de.statista.com/statistik/daten/studie/171605/umfrage/wichtige-kriterien-beim-autokauf/. Accessed 23 October 2019
Golovashchenko SF (2007) Material formability and coil design in electromagnetic forming. J Mater Eng Perform 314–320
Harvey GW, Brower DF (1962) DE Patent 1122188
Psyk V, Risch D, Kinsey BL, Tekkaya AE, Kleiner M (2011) Electromagnetic forming: a review. J Mater Process Technol 211:787–829
Vohnout V (1998) A hybrid quasi-static/dynamic process for forming large sheet metal parts from aluminum alloys. PhD thesis, Ohio State University
Psyk V (2010) Prozesskette Krümmen - Elektromagnetisch Komprimieren - Innenhochdruckumformen für Rohre und profilförmige Bauteile. PhD thesis, Technische Universität Dortmund
Psyk V, Lieber T, Kurka P, Drossel WG (2014) Electromagnetic joining of hybrid tubes for hydroforming. Procedia CIRP 23:1–6
Jäger A, Risch D, Tekkaya AE (2009) DE Patent 10 2009 039 759.0
Golovashchenko SF (2005) Springback calibration using pulsed electromagnetic field. In: AIP conference proceedings, p 778
Eguia I, Zhang P, Daehn GS (2004) Crimped-joining of aluminium tubes onto mandrels with undulating surfaces. In: 1st international conference on high speed forming ICHSF 2004, Dortmund
Imbert J, Worswick M (2011) Electromagnetic reduction of a pre-formed radius on AA5754 sheet. J Mater Process Technol 211:896–908
Burden R, Snowden L, Hasegawa K, Newman D, Bauer D (2000) Elektromagnetisches Umformen (EMF). In: Neuere Entwicklungen in der Blechumformung, pp 331–343
Psyk V, Beerwald C, Henselek A, Homberg W, Brosius A, Kleiner M (2007) Integration of electromagnetic calibration into the deep drawing process of an industrial demonstrator part. Key Eng Mater 344:435–442
Risch D, Psyk V, Tekkaya AE (2009) Investigation on a deep drawing and in-process electromagnetic calibration. Steel research 80:329–334
Vohnout V, Shang J, Daehn GS (2004) Improved formability by control of strain distribution in sheet stamping using electromagnetic pulses. In: 1st international conference on high speed forming, Dortmund
Taebi F, Demir OK, Stiemer M, Psyk V, Kwiatkowski L, Brosius A, Blum H, Tekkaya AE (2012) Dynamic forming limits and numerical optimization of combined quasi-static and impulse metal forming. Comput Mater Sci 54:293–302
Kiliclar Y, Demir OK, Vladimirov IN, Kwiatkowski L, Brosius A, Reese S, Tekkaya AE (2012) Combined simulation of quasi-static drawing and electromagnetic forming by means of a coupled damage-viscoplasticity model at finite strains. In: 5th international conference on high speed forming, Dortmund
Merklein M, Allwood JM, Behrens BA, Brosius A, Hagenah H, Kuzman K, Mori K, Tekkaya AE, Weckenmann A (2012) Bulk forming of sheet metal. CIRP Ann 61:725–745
Meeker D. Finite element method magnetics. http://www.femm.info/wiki/HomePage. Accessed 04 December 2019
Beerwald C (2005) Grundlagen der Prozessauslegung und -gestaltung bei der elektromagnetischen Umformung. PhD thesis, Technische Universität Dortmund
Neugebauer R, Psyk V, Scheffler C (2014) A novel tool design strategy for electromagnetic forming. Adv Mater Res 1018:330–340
Risch D (2009) Energietransfer und Analyse der Einflussparameter bei der formgebundenen elektromagnetischen Blechumformung. PhD thesis, Technische Universität Dortmund
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Psyk, V., Scheffler, C., Stalmann, A., Goede, M. (2021). Shaping of Sharp-Edged Design Elements by Electromagnetic Forming. In: Daehn, G., Cao, J., Kinsey, B., Tekkaya, E., Vivek, A., Yoshida, Y. (eds) Forming the Future. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-75381-8_109
Download citation
DOI: https://doi.org/10.1007/978-3-030-75381-8_109
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-75380-1
Online ISBN: 978-3-030-75381-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)