
Abstract
In paced assembly lines, cognitive processing is required from assembly workers to perform correct and timely assembly of complex products with varying specifications. This interview study involving 75 industrial assemblers, design- and manufacturing engineers explores how assemblers’ cognitive performance is influenced by multiple factors within the contexts of product design, production setup and assembly. Our results indicate that both positive and negative effects on assemblers’ cognitive performance can stem from task design, timing, physical loading demands, extrinsic motivation factors, teamwork and the assembly “interface” design. Among design- and manufacturing engineers, two mindsets emerged: (i) a product-centred mindset relying on assemblers having sufficient experience, knowledge, and assembly instructions, (ii) an assembler-focused mindset characterised by an iterative and collaborative development process to ensure easy-to-assemble solutions, and avoid errors, delays and costly re-work. Despite organizational differences and conditions between the companies that took part in the study, the results are largely consistent.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Achieving consistent, timely and high-quality assembly of complex products is paramount for manufacturers to ship value to customers. Although a well-established part of the threat to quality is attributable to high physical loading [1,2,3,4], cognitive over- as well as underloading [5] may result in lowered task performance, possibly leading to increases in costly assembly errors, time consumption and frustration. Working conditions that can distract, confuse, overload or even bore assembly workers throughout a full working day may threaten successful assembly, as well as the well-being of the assembly workers and their willingness to remain in the profession. In the long run, keeping assemblers motivated to stay in the workplace over time is desirable for companies in order to build up expertise, experience, routine and a sense of confidence and pride in the craftsmanship of assembling correctly. Assemblers who achieve these characteristics often provide great value by being able to spot potential errors, instruct junior colleagues, and suggest process improvements.
In the long run, keeping assemblers motivated to stay in the workplace over time is desirable for companies in order to build up expertise, experience, routine and a sense of confidence and pride in the craftsmanship of assembling complex products. Assemblers who achieve these characteristics often provide great value by being able to spot potential errors, instruct and advise junior colleagues, and suggest process improvements. Still, not much of assembly ergonomics literature concerns itself with cognitive aspects of purely manual assembly. Much of the recent research regards cognitive aspects of technological and automation innovations, such as those of the Industry 4.0-paradigm, automated solutions, assembly instructions using Virtual and Augmented reality, etc. [6, 7].
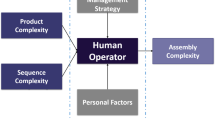
Cognitive performance in assembly work is defined in this study as the degree to which individual workers are able to perceive relevant signals from the assembly situation; recognize, process and interpret them; and finally, make decisions that lead to actions contributing to correct component assembly. Cognitive performance may vary depending on prerequisites like experience levels, training, available instructions, relations with colleagues and supervisors, disturbances, and on mental loading factors like emotional state, frustration levels and even the time of day. Needing to complete assembly tasks within a limited amount of time may also add an aspect of pressure and stress, where part of the individual’s cognitive resources are spent on awareness of time running low, and not just on the task itself. The literature also makes a distinction between cognitive and mental workload [8, 9]. although the two concepts overlap, a rough distinction can be made, where cognitive workload concerns the process of taking in sensory signals, interpreting them and deciding on a course of action based on that process; while mental workload appears to include a broader range of performance-affecting factors apart from cognition, including affective state, fatigue, social aspects, teamwork and the worker’s own perception of and satisfaction with their performance.
A sustainable cognitive performance is defined in this study as an ideal level of mental workload that keeps assemblers alert and engaged with their cognitive work tasks, matching their skill level and maintaining a sense of control, without causing too-high or too-low degrees of mental strain that either overwhelm or cause lack of focus or distraction (as illustrated by Van Acker et al. [9]). Thus, a holistic understanding of working conditions that can support or threaten a sustainable cognitive performance within the assembly context constitutes knowledge that should enable design- and manufacturing engineers, as well as companies as a whole, to provide optimal working conditions for assembly workers.
Early phases of product and production design, where design- and manufacturing engineers are involved, are the most optimal development stages for proactive ergonomics action [2]. At the same time, early intervention is a very cost-effective way to ensure good working conditions for the workers. However, proactive interventions in production have most often been considered from a physical perspective, and less so from a cognitive/mental loading perspective.
This interview study aims at exploring how assembly workers’ cognitive performance is influenced by multiple factors within the assembly context and stemming from the design of the product as well as the production setup. Two research questions are addressed in this paper: (RQ1) which working conditions support and/or hinder a sustainable cognitive performance throughout a work shift? And (RQ2) how can design and manufacturing engineers support sustainable cognitive loading for assemblers? Since space is limited in this paper, we limit the results to cognitive, rather than physical, ergonomics aspects.
2 Methodology
The main part of this study consists of semi-structured interviews with 50 individual manual assembly workers and 25 design- and/or manufacturing engineers at three Swedish industrial manufacturing companies. Interviews were carried out individually, either on-site at the companies or via telephone. Interviewees were recruited via an initial contact person (CP) near the production organization at each of the companies. The CP organized a sample of assemblers who were permitted to take time out of their working day to participate in a scheduled interview on-site, allocating approximately 30–40 min for each interview. Table 1 shows the overall demographics of our sample.
In order to disrupt the assembly work as little as possible, the research team agreed to comply with the company’s selection of participants and the requirement to complete all interviews during the same day or consecutive two days. As a rule, assemblers were selected by the CP to fulfil the research team’s request to represent a wide range of work experience and age, as well as on the merits of being able to speak Swedish. In contrast, the design- and manufacturing engineers were recruited via outreach in the company’s internal network and a “snowball” approach [10], as the CP was rarely affiliated with the departments where those engineers worked. They were contacted individually by the researchers, and participated on a voluntary basis.
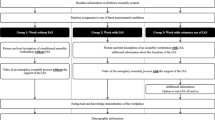
Each interview was semi-structured, using an interview guide with an introduction script followed by a set of questions adapted to each of the roles Assembler, Design engineer or Manufacturing engineer. The questions explored how each person carried out their work, what they perceived as enabling or hindering their work, and how the product or production work tasks and environment affected assemblers’ ability to perceive signals, recall from memory, solve problems and make decisions. All interviews were audio-recorded and afterwards transcribed verbatim. A qualitative analysis followed, involving a combination of top-down as well as thematic analysis [11]. Figure 1 shows examples of the interview questions and illustrates the procedure for the analysis of the interviews.
The qualitative analysis resulted in a wide range of codes, segmented by roles (Assemblers vs. Design or Manufacturing Engineers) to clarify the interviewees’ respective involvement with the operative phase vs. the design and planning phases of production. To provide an overview of themes identified in the analysis, a (selective) “coding tree” is shown in Fig. 2, indicating the first two analysis steps in Fig. 1. Due to the limited space in this paper, we can only elaborate on the contents of a limited selection of themes; the bottom-up thematic analysis is elaborated for the clusters marked green in Fig. 2.

The data processing and analysis procedure for the interviews, with examples

Excerpt of the overall top-down “coding tree” - green clusters are elaborated upon in this paper. Each cluster was coded thematically (bottom-up) in the third analysis step.
3 Results
Assemblers chiefly spoke about on-site work conditions, teamwork and experiences of dealing with assembly under time pressure, while the engineers provided perspectives on workflow in the earlier phases and whether they perceived opportunities to introduce assembly-facilitating design solutions to decrease the risk of mistakes or confusion. In this paper we concentrate on the cognitive aspects reported, however most assemblers characterized the workload as more physical than mental in nature, due to the intense tempo, component handling and sometimes heavy lifting.
The assembly complexity handled by the assemblers varied, mostly due to the fact that both vehicle manufacturers produce largely customized vehicles with specific instructions and component setups for each individual vehicle on the line. The component manufacturer made batches with mostly identical assembly steps and components, but still with a high degree of manual assembly. Furthermore, the assemblers worked at different factory line segments within vehicle assembly, for instance engine, gearbox, axles, frame, chassis, brakes etc., and some were also team leaders. Some inexperienced assemblers worked at only one station performing repetitive manual assembly work like entering screws, while more experienced assemblers performed a wide variety of work tasks such as assembling special customization solutions in vehicles with high complexity.
Quotes in the following sections are traceable to interviewees using the code [company][role][serial number]; for example, AA-5 is the fifth interviewed assembler at company A, BM-2 the second manufacturing engineer at company B, and CD-1 is the first design engineer at company C.
3.1 Physical and Mental Demands on Assemblers
Many assemblers tended to associate the mention of “ergonomics” to physical strain and provided many telling examples of heavy, physically tiring, strenuous, cumbersome and pain-inducing workload, often with high loads on hands, wrists and backs. Many vehicle assemblies involved far reaches, challenging gripping positions and heavy lifting, depending on the component size, weight and placement.
All assemblers reported working under some degree of time pressure. For new assemblers, the countdown of the station cycle time added a sense of stress until they felt habituated to the tasks. Cycle times at paced workstations varied between approximately one and a half to seven minutes (indicating varied degrees of repetitiveness) although some specialist assemblers worked on customized installations that involved a lot more problem-solving and decision-making, and could take up to several weeks to complete. Other taxing time aspects included long days, additional mental strain when working overtime, and often needing to be “quick-thinking” (AA-1). Sources of stress mentioned included “When somebody is unfocused and causes stoppage time” (AA-4), i.e. a team member making mistakes, or when unusual product variants had a large impact on the remaining time on the cycle time. In contrast, some assemblers stated that the ideal was to be in control and work calmly, following a standardized work procedure. Some “older” longtime workers at one company served as good examples to their younger colleagues, by working “calmly and methodically” (AM-5).
Regarding complexity, the sequence of vehicles could be both over- and understimulating. The former situation involved “A lot to keep track of” (AA-12), and many attributed high mental effort to whenever there was great variation between vehicles in a sequence. “You always need to stay one vehicle ahead, in your mind” said assembler BA-11, and three others explained how much there was to take in as a new employee. Whenever mistakes occurred, additional handling could lead to heavier physical loading, particularly when undoing tightened assemblies. Small components with high precision demands and tight tolerances were seen as challenging to deal with, as were complicated and fragile sub-assemblies. Experienced vehicle assemblers felt that having a holistic knowledge of the product was a valuable resource that benefited their craftsmanship: “Those who have been in the main-line flow and have seen how they build (…) have a better understanding for why we do things in certain ways (…) in particular, you can tell when the specifications are wrong.” (BA-14).
Receiving incorrect assemblies from earlier stations in the line or having a lack of materials were sources of frustration, as well as when a vehicle needed to be taken out of the production sequence to be dealt with and then reintroduced out of order. A recurring explanation for mistakes was that the time pressure and some over-balanced stations led to rushed, careless work and letting mistakes go unadjusted: “When you’re behind (…) the mistakes come. Because you more or less throw in the screws and washers. Whether it’s the wrong way round or not (…) I have to hurry on to the next one.” (BA-12) One assembler reflected that just knowing or expecting that a coming vehicle would be difficult could cause feelings of reluctance, disturbing concentration.
Some vehicle assemblers mentioned incorrect or incomplete instructions and dealing with missing components as disturbance situations that could cause insecurity, particularly if no help was available from local technician teams. Sometimes changes were introduced with short notice without changes being made to the specifications. Sounds, noises and blinking lights from machines, Andon systems and materials in the production line added to the distraction and mental strain.
3.2 Assemblers’ Motivation and Attitudes Towards the Work
The assemblers reported different factors motivating them to continue working or wanting to move onward in their career. These factors were further divided into intrinsic and extrinsic factors [12]. The intrinsic factors included the possibility for further self-development, being driven to learn new things, having the ability to focus on tasks during working hours, collegial interaction, having good group dynamics and friendly work colleagues. Dysfunctional collegial interaction could however lead to decreased motivation. One significant intrinsic factor that emerged was professional pride, which involved feeling enjoyment from the work tasks, working with high quality and having the sense of performing good work. Regarding the extrinsic factors there are two that motivate assemblers to continue working: a good salary and good working hours. Assemblers also described that high physical workload and poor ergonomic conditions decrease their motivation to continue on the job.
Moreover, the assemblers’ attitude towards their work also influenced motivation to continue working or wanting to change career tracks. Some described how lack of collegial cohesion had a negative effect on their work attitude. It therefore appears important to support collegial well-being and collegial interaction to sustain assemblers’ interest in continuing working. Assemblers also described how feeling positive emotions, satisfaction with the work tasks and experiencing variation within the work tasks is a fundamental basis for a positive attitude towards the assembly work. Furthermore, inner calm, good ergonomic conditions and having a complete overall picture were factors that contributed positively to their wanting to remain as assemblers. In contrast, they highlighted that having limitations within the work tasks, lack of support and lack of development possibilities decreased their positive attitude towards the work and created a feeling of wanting to do other tasks, either within their present employment or with a different employer.
3.3 Assembly Conditions and Work-Related Flow
According to the participants a good “flow” in their work meant having good conditions to assemble correctly, being in step with the assembly sequence, having a smooth collegial interaction between assemblers, and feeling content at the workplace. The analysis revealed three main factors affecting the assembler’s ability to achieve flow in assembly work. First, the individual characteristics that varied among assemblers in terms of level of prior experience, daily form, the ability to concentrate (especially on quality) in order to reduce the number of adjustments, and committing to follow a standardized way of working (e.g., the principle of 5S, a common methodology within Lean management for keeping good workplace order, abbreviating: Sort, Set in order, Standardize, Shine and Safety [13]). Second, organizational factors that influenced assemblers’ work-related flow were: adequate staffing; as little process disturbance as possible; manageable product variability and precision-demanding tasks; the possibility to influence the work conditions; well-balanced and planned workstations that enable the feeling of calm and having time to perform the work task; and having had adequate training for new work tasks. According to one vehicle assembler, “Everything beyond the standard [way of working] takes extra time and contributes to more stress” (AA-14). Overbalanced workstations (i.e., with a high task-to-time ratio) could create stress, forcing assemblers to take shortcuts potentially leading to personal injury and improper assembly that deteriorated the quality. Third, design-related aspects of the work environment that influenced the work-related flow were: easy-to-read instructions, frequent work rotation, having necessary functional equipment at the assembly station without unnecessary clutter, structured materials delivery and functional placement to avoid time losses, and forgiving tolerances for the components, to avoid incomplete assembly.
3.4 Learning and Training
Several factors regarding the learning method have in our results proved to be important for correct execution of the work. Having a uniform, systematic learning method enables the assembly supervisor to teach methods that facilitate the assembly work. Assemblers also stated that the introduction needs to be accurate and clear to avoid causing stress. Additionally, it was considered important to introduce correct movements and routines from the beginning. To avoid creating overload when learning, assemblers needed to learn the work one step at a time and the introduction time needed to be long enough to avoid the feeling of being left alone too soon. One vehicle assembler stated: “I believe the most important thing is to have enough time to learn. (…) I don’t know if there are any shortcuts to learning faster, but during this particular time you shouldn’t have to be feeling stress, just doing it at your own pace, letting it take time” (BA-19).
The assemblers had different opinions regarding the number of supervisors who should be involved during the introduction. Some argued that it was important to be taught by the same supervisor to ensure continuity, while others wanted to have different supervisors during the introduction to get exposed to different individuals’ working methods. According to the assemblers the supervisor needed to have patience and provide the opportunity to ask follow-up questions to support the assemblers in their learning process. Furthermore, the analysis showed that the assemblers needed an overall picture of the product and a general background understanding of the execution of the work steps. Regarding work instructions, it was found that present work instructions were not successful at conveying visual angles and “tricks”, making it harder to learn how to assemble correctly and efficiently. In addition, having consistently updated work instructions facilitated the learning process.
3.5 Design- and Manufacturing Engineers’ Perspectives on How to Contribute to Sustainable Cognitive Performance
According to the 25 interviewed design- and manufacturing engineers, the focus of their development process was generally on ensuring good quality of product components and minimising the risk of errors. When considering easy assembly, the focus was mainly on addressing physical ergonomics aspects, such as lifting or reaches. Nonetheless, two distinct mindsets were identified among the interviewees, when asked how they contribute to an easy assembly during the design process.
The first mindset can be described as a product-centred mindset, characterised by prioritising the optimisation of the product’s functionality and quality over making easy-to-assemble solutions. According to design- and manufacturing engineers with this mindset, assembly experience and knowledge among assemblers is a prerequisite for avoiding errors. There appeared to be a general absence of strategies and measures to address cognitive aspects of assembly. Sufficiently good assembly instructions were therefore considered the main measure to ensure accurate assembly.
The second mindset was assembler-centred, characterised as an iterative and collaborative process. These interviewees spoke of using early-phase prototyping and engagement of assembly representatives and ergonomists throughout the process to ensure easier component assembly. The mindset is called assembler-centred due to a focus on designing solutions that rely less on prior experience: “There is so much [employee] rotation here that it becomes very important to have solutions that can be understood by anyone” said design engineer BD-3. In addition, the design- and manufacturing engineers with this mindset emphasized the importance of learning from evaluating existing production lines for further improvements.
Both mindsets were identified on an individual level, appearing at each organisation. Regardless of their mindsets, the design- and manufacturing engineers mentioned limitations in the design process that hinder and complicate achieving easy-to-assemble solutions. For example, collaboration difficulties between design engineering and production in early phases and limited feedback on early concept drawings were raised as impediments. Limited time and resources, and conflicting requirements (such as spatial limitations within the component design) were also commonly mentioned.
4 Discussion
This study identifies a variety of factors that can impact assemblers’ cognitive performance, many of which could be possible to consider (but are currently not fully) in early design phases. A preliminary analysis indicates that task design, assembly timing, physical loading demands, extrinsic motivation factors, teamwork and the assembly “interface” design all have both positive and negative potential to affect workers’ cognitive performance. Despite organizational differences and conditions between the companies that took part in the study, these factors are largely consistent. Our results point to the influence of social interaction on the mental workload. Our results indicate that good teamwork is a valuable resource to achieve sustainable cognitive loading.
Our study has not carried out measurements of quality outcomes related to cognitive load factors, which is something that could be elaborated in future studies. This could be useful to clarify the business rationale of developing better proactive guidelines for prevention of cognitive over- or underload. These interviews were conducted mainly in the automotive industry, but the results may contain applicable lessons-learned for other manufacturing sectors that are also characterized by highly customized and timed manual assembly.
Our results show a general absence of strategies and methods for engineers to address cognitive ergonomics during the product and production development process. A future goal is to convert the (more detailed) results of this analysis into a system model of cognitive aspects that can be associated with work task properties and demands; cognitive resources available at individual, group and organization levels; and desired vs. undesired outcomes.
5 Conclusions
Regarding assemblers’ work conditions, we have found that factors related to product design, workplace culture, social support, workstation design, training, experience, standardized work, participation and motivation and attitudes all contribute profoundly to either benefiting or hindering cognitive performance when coping with day-to-day complexity in manual assembly.
Regarding design- and manufacturing engineers’ role in ensuring an easy assembly of complex products, two mindsets were identified: (i) a product-centred mindset relying on assemblers having sufficient experience, knowledge, and assembly instructions, (ii) an assembler-focused mindset characterised by an iterative and collaborative development process to ensure easy-to-assemble solutions, and avoid errors, delays and costly re-work. The latter mindset should be encouraged among assembly workplace designers and product developers to increase their facilitation of good cognitive working conditions for assemblers.
References
Falck, A.C., Rosenqvist, M.: A model for calculation of the costs of poor assembly ergonomics (part 1). Int. J. Ind. Ergon. 44(1), 140–147 (2014)
Falck, A.C., Örtengren, R., Högberg, D.: The impact of poor assembly ergonomics on product quality: a cost–benefit analysis in car manufacturing. Hum. Factors Ergon. Manuf. Serv. Ind. 20(1), 24–41 (2010)
Falck, A.C., Örtengren, R., Rosenqvist, M.: Assembly failures and action cost in relation to complexity level and assembly ergonomics in manual assembly (part 2). Int. J. Ind. Ergon. 44(3), 455–459 (2014)
Zare, M., Croq, M., Hossein-Arabi, F., Brunet, R., Roquelaure, Y.: Does ergonomics improve product quality and reduce costs? A review article. Hum. Factors Ergon. Manuf. Serv. Ind. 26(2), 205–223 (2016)
Young, M.S., Brookhuis, K.A., Wickens, C.D., Hancock, P.A.: State of science: mental workload in ergonomics. Ergonomics 58, 1–17 (2015)
Öztemel, E., Gursev, S.: Literature review of Industry 4.0 and related technologies. J. Intell. Manuf. 31(1), 127–182 (2020)
Frank, A.G., Dalenogare, L.S., Ayala, N.F.: Industry 4.0 technologies: implementation patterns in manufacturing companies. Int. J. Prod. Econ. 210, 15–26 (2019)
Galy, E., Cariou, M., Mélan, C.: What is the relationship between mental workload factors and cognitive load types? Int. J. Psychophysiol. 83(3), 269–275 (2012)
Van Acker, B.B., Parmentier, D.D., Vlerick, P., Saldien, J.: Understanding mental workload: from a clarifying concept analysis toward an implementable framework. Cogn. Technol. Work 20(3), 351–365 (2018)
Patton, M.Q.: Qualitative research and evaluation methods (2002)
Braun, V., Clarke, V.: Using thematic analysis in psychology. Qual. Res. Psychol. 3(2), 77–101 (2006)
Ryan, R.M., Deci, E.L.: Intrinsic and extrinsic motivations: classic definitions and new directions. Contemp. Educ. Psychol. 25(1), 54–67 (2000)
Womack, J.P., Jones, D., Roos, D.: The Machine that Changed the World. The Story of Lean Production. Rawson Associates, New York (1990, republished 2007)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Berlin, C., Bergman, M.W., Chafi, M.B., Falck, AC., Örtengren, R. (2021). A Systemic Overview of Factors Affecting the Cognitive Performance of Industrial Manual Assembly Workers. In: Black, N.L., Neumann, W.P., Noy, I. (eds) Proceedings of the 21st Congress of the International Ergonomics Association (IEA 2021). IEA 2021. Lecture Notes in Networks and Systems, vol 221. Springer, Cham. https://doi.org/10.1007/978-3-030-74608-7_47
Download citation
DOI: https://doi.org/10.1007/978-3-030-74608-7_47
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-74607-0
Online ISBN: 978-3-030-74608-7
eBook Packages: EngineeringEngineering (R0)