
Abstract
This paper considers the issue of numeral estimating the residual strength of a centrifugal pump operating in excess of the design life in the line of pumps of the power station. Using modern technologies of computer and mathematical modeling the calculations of pump body for define its stress-strain state taking into account the change of geometry of body details had been carried out. The three-dimensional CE models are made, which take into account the actual geometry of the pump parts and the predict of its possible change for the period of extended time work. Estimation of static strength was performed for the main operating mode of the pump (under normal operating conditions). Taking into account the predicted values of the percentage of thinning of the wall of the pump, the statistical deformed state of the structure had been investigated. On the basis of statistical data, the parameter of damage and the probability of failure-free operation of the structure had been determined.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
At the heart of Ukraine’s energy efficiency and energy security are important issues related to energy components transportation. The use of modern technologies of computer and mathematical modeling makes it possible to effectively assess the residual resource and predict the period of no-failure operation of the power supply elements. Important elements of the system that play a significant role in meeting the needs of the end consumer are the accompanying power machines, in particular centrifugal pumps [1,2,3,4,5]. The pumps that are used at stations in Ukraine have already worked out their design resource, but as practice shows, they can still be exploited. But for their safe use, it is necessary to assess their life-time [1, 2], taking into account the thinning of the walls of the case as a result of long-term operation. In operation, these structures are subject to significant cyclic overloads, as well as experiencing the action of an aggressive environment, influence of aggressive temperature extremes [6], which for some time of operation leads to accumulation of damage [7,8,9,10,11], and as a result to system failures [8, 12, 14]. Untimely detection can cause accidents, environmental disasters, cause significant consumer damage, as well as be a threat to human life [12]. Preventing these events through timely maintenance and repair is an extremely important task.
This paper considers the issue of estimating the residual strength of a centrifugal pump operating in excess of the design life in the line of pumps of the Nuclear station. The results of theoretical researches of its stress-strain state taking into account the change of geometry of case details which was observed after the end of design term of operation are resulted. Estimation of static strength was performed for the main operating mode of the pump (under normal operating conditions).
The study was conducted in the framework of numerical computer modeling based on the finite element method using modern software. Estimated three-dimensional CE models have been developed, which take into account the actual geometry of the pump parts and the predict of its possible change for the period of the extended life-time. The change in the geometry of the structure is taken into account on the basis of extrapolation of the data of the thickness of the walls of the body of pump, obtained in the process of long service life.
2 Defining Parameters of Deformed State
The pump under consideration has exhausted its design resource. Expert assessment of the operating organization of its technical condition shows that there is a thinning of the walls of the body in comparison with the design values. When analyzing the rate of erosion and corrosion wear, it was found that during the operation of the wall thickness of the housing, cover and tubulures, they will thin linearly over time evenly throughout the housing by 1% per 100 h of operation.
Operating experience shows that the average operating time for the pump is 20 h/year. Based on expert estimates of the rate of thinning of the walls and the assessment of the average operating time of the pump per year, the thinning of the walls of the body parts is predicted.
Strength calculations were performed using three-dimensional CE modeling technology. For adequate deformed state assessment, fragments of 1 m long pipes with elastically suspended ends were added to each pipe.
Linear elements of hexagonal and tetrahedral shapes were used for CE sampling (Fig. 1). The pipelines have a less dense mesh than the body parts, because their stress state is not the object of study – they are modeled only to transfer adequate boundary conditions to the pump tubulures. In fact, these elements are needed to level the possible edge effects near the pump. To assess the quality of the constructed model, a series of calculations with mesh of different densities was performed. The wall thicknesses of the body parts are set in accordance with the predicted data on thinning.
The parts of the pump are divided so that the main structural elements have at least two elements in thickness, everywhere the ratio of the sides of the CE is maintained so that the mesh does not have degenerate elements. CE mesh, which is used for calculations, is presented in Fig. 1.

CE mesh of the pump body (a) (horizontal sectional view (b)).
To select the size and number of elements for the CE model, test calculations were performed up to a permissible error of 5% for equivalent stresses.
Physical and mechanical characteristics of materials 12X18H10T, 40X, according to RNNE G 7-002-86 were used for calculations. The following boundary conditions were used:
-
rigid sealing on the bearing surfaces of the pump legs;
-
limiting the possibility of radial compression on the inner circles of the pressure and inlet covers;
-
the base of the pressure and inlet flange in the axial direction had an elastic support, which simulates the effect of discarded pipes.
-
volumetric force – the force of gravity;
-
convective heat exchange water – steel was set on the inner surfaces (heat transfer coefficient, 27900 W/m2 °C);
-
on the outer surfaces was set convective heat transfer steel – wind (heat transfer coefficient, 5 W/m2 °C);
-
the ambient temperature was taken as 22 °C.
In calculations was taken into account the presence of pre-tightening of threaded connections (Fig. 2). The values of the axial forces for the studs of the inlet cover and the pressure head were 100 kN and 35 kN, respectively.
Thus, at the first stage the problem of determination of the prestressing condition caused by tightening of hairpins was solved. In Fig. 3 shows the distribution of the intensity of stresses (equivalent stresses according to the Mises test), which are formed in the pump under this load mode.

Modeling of conditions of tightening of threaded connections.

Pre-stressed state of the studs caused by their mounting tightening.
According to RNNE G 7-002-86 (p. 3.4), the rated stress allowed for the elements of equipment and pipelines loaded with internal pressure, take the minimum of the following values:
where \(R_{m}\) is the tensile strength; \(R_{0,2}\) is the yield point.
For bolted connections
Analyzing the previous stress state of the studs, tightening led to the presence of compressive stresses in the studs of a significant level (the level of maximum stresses is formed under the nut and at the entrance of the stud into the body and is 185 MPa, which is less than the allowable value of 295 MPa).
A high level of stresses in the places of concentration was formed on the covers of the pump (Fig. 3), and the obtained equivalent stress (72 MPa) are less than the nominal allowable stresses (131 MPa). To estimate the residual resource, the results of deformed state calculation at NCE pressure were used (Fig. 4).
Thus, the values of equivalent Mises stresses (88 MPa in the housing, 83 MPa in the pressure cap) are used as the minimum cycle stresses.

Distribution of equivalent stresses according to Mises on the pump housing.
At the welds, the cyclic strength was checked separately, taking into account the decrease in their strength by increasing the equivalent stress amplitudes by dividing them by the coefficient of decrease in the strength of the weld. This coefficient for austenitic grade steel in manual welding followed by visual inspection corresponds to 0.8 (the most conservative estimate) in accordance with the recommendation in the RNNE. Thus, together with the weld on the paw, the minimum cycle stresses are 143/0.8 = 178 MPa, and the maximum – 155/0.8 = 193 MPa.
From the data on the operation of the centrifugal pump at the power plant it is known that after the design period the walls of the housing were thinned by 10% due to erosion and corrosion wear. In subsequent calculations, the predicted value of the percentage of thinning of the hull wall was considered to be a random variable that changes over time.
Thinning of the pump wall is proposed to be taken into account in time in the form of a power function, which connects the operating time and the percentage of thinning \(h(t)\):
where \(t_{0}\) is the design life is 30 years, α and k are indicators of thinning kinetics. The process of wall thinning due to corrosion-erosion wear is random, which can be taken into account if the indicators of the equation of its growth kinetics (3): α and k are considered random variables.
The parameter k is able to change significantly, even under more or less the same external factors. The parameter α in many studies is considered to be a constant deterministic value equal to 0.73. From the statistical data it is also known that the distribution of values with sufficient accuracy can be considered subject to the log-normal distribution law:
where S(t) and μ(t) are the parameters of the law, which depend on the value of the percentage of thinning in the current operation time and are determined from the coefficient of variation and mathematical expectation of the percentage of thinning as follows:
where \(\left\langle {...} \right\rangle\) is the averaging operator, \(m(t)\) is the mean value, \(Var()\) is the variance, \(v(t)\) is the coefficient of variation. Which depends on time. In Fig. 4 schematically shows the development over time of the mean of corrosion damage m(t) and the possible scatter of its values over time (Table 1 and Fig. 5).

Distribution of values of percent of thinning of a wall of the case of the pump depending on time of operation.
Displayed equations are centered and set on a separate line.
The change of plastic deformations depending on the service life and thinning of the pump housing is shown in Fig. 6

Plastic deformations in the pump housing depending on design time of operation.
The level of plastic deformation is shown that in structure could accumulated fatigue die to cyclic load and it for defending safe life-time of pump it should taken into account.
3 Estimation of Pump Body Life-Time
Accordingly, to the probable values of the percentage of thinning of the wall was investigated statistical deformed state of the structure, on the basis of which the parameter of damage was determined. For this purpose, the step law of kinetics of damage accumulation is used within the framework of the Rabotnov-Kachanov concept of effective stresses. Taking into account the processes of accumulation of high- or low-cycle fatigue, the damage parameter is determined for each of the predicted cases in accordance with expression 10.
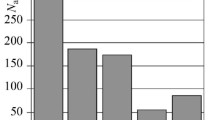
where D is the damage parameter, n is the current value of the cycle, ND is the value of the cycle at which the accumulation of damage begins, δD is a variable that depends on the deformed state parameters of the structure when accumulating low-cycle fatigue, δM is a variable that depends on the deformed state parameters with the accumulation of multicycle fatigue, s, m are the parameters of the material, which are determined from the Wehler curve, dp is the value of plastic deformations [13]. From the data on the operation of centrifugal pumps at the power plant it is known that the number of cycles per year is 1000. Taking into account the developed mathematical model, the parameter of damage to the thinned wall was obtained when predicting further operation for 15 years (Fig. 7).

Mean value of the damage parameter when predicting 5, 10 and 15 works over the design period.
From the analysis of the received data it is defined that at the predict at thinning of a wall in 5 years of operation the number of cycles to failure is equal 30,000 cycles that is equivalent to service life in 30 years, at the predict at thinning of a wall in 10 years of operation the number of cycles to failure is equal – 4200, which is equivalent to 4 years, and the predict for thinning of the wall after 15 years of operation, the number of cycles to failure is equal to 1000 cycles (1 year of operation). That is, operation of the pump after this level of corrosion and erosion wear is dangerous, and this object should be removed from operation.
Thus, the probabilistic characteristics of the accumulation of fatigue damage during operation were obtained. These results can be used to estimate the probabilistic characteristics of the time to failure as a random variable.
Using the obtained statistical data of the damage parameter, the probability of trouble-free operation in predicting the extended service life for 5, 10 and 15 years was determined. For that was used the next equation
where P(t) is probability of non-failure operation.
Using the numerical procedure, the probability of failure-free operation was determined as the probability that the parameter D is equal to the value of Dc (0.5 for the pump material). The results of the calculations are shown in Fig. 8.

Probability of non-failure operation of the pump body with a predict of 5, 10 and 15 works over the design period.
4 Conclusion
In this work the analysis of the residual life-time of the centrifugal pump which has fulfilled the design resource is carried out. Numerical calculations had been performed to determine the parameters of the deformed state, taking into account the thinning of the wall of the pump housing. Based on these studies, the parameter of damage during the accumulation of fatigue in the material of the pump had been obtained. The probabilistic characteristics for the design had been determined, which allow to predict the failure time at the corresponding thinning of the wall of the pump housing. Therefore, it can be concluded that with further operation of the centrifugal pump, after 15 years of operation, its efficiency will be reduced by 15 times, and its further use will be dangerous.
References
Kelin, A., Larin, O., Naryzhna, R., et al.: Estimation of residual life-time of pumping units of electric power stations. In: 2019 IEEE 14th International Scientific and Technical Conference on Computer Sciences and Information Technologies (CSIT), Lviv, vol. 1, pp. 153–159. IEEE (2019). https://doi.org/10.1109/STC-CSIT.2019.8929748
Kelin, A., Larin, O., Naryzhna, R., et al.: Mathematical modelling of residual lifetime of pumping units of electric power stations. In: Nechyporuk, M., et al. (eds.) Integrated Computer Technologies in Mechanical Engineering. AISC, vol. 1113, pp. 271–288. Springer, Cham (2020). https://doi.org/10.1007/978-3-030-37618-5_24
Larin, O., Kelin, A., Naryzhna, R., et al.: Analysis of the pump strength to extend its lifetime. Nucl. Radiat. Saf. 3, 30–35 (2018). https://doi.org/10.32918/NRS.2018.3(79).05
Nechuiviter, M.M., Shelepov, I.G.: Increasing the reliability of the operation of feed pumps for the deaerating plants of the steam-turbine blocks of electric power stations. Bull. Natl. Tech. Univ. “KhPI” Ser. Power Heat Eng. Process. Equip. 15, 151–155 (2015). (in Russian)
Leskin, S.T., Slobodchuk, V.I., Shelegov, A.S.: Analysis of VVER-1000 main circulation pump condition in operation. Nucl. Energy Technol. 3(1), 10–14 (2017). https://doi.org/10.1016/j.nucet.2017.03.002
Zaitsev, R.V., Kirichenko, M.V., Khrypunov, G.S., et al.: Operating temperature effect on the thin film solar cell efficiency. J. Nano- Electron. Phys. 11(4), 04029 (2019). https://doi.org/10.21272/jnep.11(4).04029
Noon, A.A., Kim, M.H.: Erosion wear on centrifugal pump casing due to slurry flow. Wear 364, 103–111 (2016). https://doi.org/10.1016/j.wear.2016.07.005
Xing, D., Hai-lu, Z., Xin-yong, W.: Finite element analysis of wear for centrifugal slurry pump. Procedia Earth Planet. Sci. 1(1), 1532–1538 (2009). https://doi.org/10.1016/j.proeps.2009.09.236
Sarvestani, H.Y., Hoa, S.V., Hojjati, M.: Three-dimensional stress analysis of orthotropic curved tubes – Part 1: single-layer solution. Eur. J. Mech. – A/Solids 60, 327–338 (2016). https://doi.org/10.1016/J.EUROMECHSOL.2016.06.005
Tarodiya, R., Gandhi, B.K.: Hydraulic performance and erosive wear of centrifugal slurry pumps – a review. Powder Technol. 305, 27–38 (2017). https://doi.org/10.1016/j.powtec.2016.09.048
Poberezhnyi, L., Maruschak, P., Prentkovskis, O., et al.: Fatigue and failure of steel of offshore gas pipeline after the laying operation. Arch. Civ. Mech. Eng. 16, 524–536 (2016). https://doi.org/10.1016/j.acme.2016.03.003
Rämä, T., Toppila, T., Kelavirta, T., Martin, P.: CFD analysis of the temperature field in emergency pump room in Loviisa NPP. Nucl. Eng. Des. 279, 104–108 (2014). https://doi.org/10.1016/j.nucengdes.2014.03.002
Potopalska, K.E., Larin, O.O.: Evaluation and forecasting of resource elements of the pipeline taking into account the processes of accumulation of fatigue and corrosion development. Herald of Khmelnytskyi national university. Ser. Tech. Sci. 1, 46–52 (2019). https://doi.org/10.31891/2307-5732-2019-269-1-46-52. (in Ukrainian)
Larin, A.A., Vyazovichenko, Y.A., Barkanov, E., Itskov, M.: Experimental investigation of viscoelastic characteristics of rubber-cord composites considering the process of their self-heating. Strength Mater. 50(6), 841–851 (2018). https://doi.org/10.1007/s11223-019-00030-7
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Larin, O., Potopalska, K., Grinchenko, E., Kelin, A. (2021). Numerical Estimation of the Residual Life-Time of the Elements of the Centrifugal Pump of the Energy Station Due to Corrosion Wear. In: Nechyporuk, M., Pavlikov, V., Kritskiy, D. (eds) Integrated Computer Technologies in Mechanical Engineering - 2020. ICTM 2020. Lecture Notes in Networks and Systems, vol 188. Springer, Cham. https://doi.org/10.1007/978-3-030-66717-7_39
Download citation
DOI: https://doi.org/10.1007/978-3-030-66717-7_39
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-66716-0
Online ISBN: 978-3-030-66717-7
eBook Packages: EngineeringEngineering (R0)