
Abstract
Conventional extrusion of aluminum alloy 7075 is limited to 1–2 m/min in order to avoid surface tearing and cracking. An emerging technique called Shear Assisted Processing and Extrusion (ShAPE) was used to extrude aluminum alloy 7075 tubing at a speed of 7.4 m/min without inducing surface defects. The faster extrusion speed is attributed to the unique flow characteristics inherent to the ShAPE process compared to conventional extrusion. Tubes with inner diameter of 10 mm, outer diameter of 12 mm, and length of 2 m were extruded at temperatures ranging from 340 to 466 °C. Tensile testing was performed per ASTM B557-15 with strain measured using digital image correlation. An ultimate tensile strength of 565 ± 4.6 MPa, yield strength of 496 ± 8.7 MPa, and elongation of 16.4 ± 1.0% were measured for extrusions made at 362 °C and heat treated to a T6 condition with extended aging.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Aluminum Alloy 7075 (referred to as AA 7075) is widely utilized in the aerospace industry due to its high strength to weight ratio [1]. Lighter structures are also of interest to the automotive industry since reduced weight can improve fuel efficiency [2] and reduce CO2 emissions [3]. However, AA 7075 has seen little use in automobiles due in part to cost being roughly 30% higher than 6XXX series aluminum alloys. A primary contributor to high cost is the slow extrusion speed of AA 7075 which is limited to approximately 2 m/min [4,5,6,7]. This is in comparison to 20–100 m/min typical of 6XXX series aluminum alloys [8]. As such, increased extrusion speed is desirable to make AA7075 more cost competitive with 6000 series alloys.
AA 7075 is an Al–Zn–Mg–Cu precipitation hardened alloy having the following composition; aluminum (87.1–91.4 wt%), zinc (5.1–6.1 wt%), magnesium (2.1–2.9 wt%), and copper (1.2–2.0 wt%) with <0.5 wt% allowable for Cr, Fe, Si, Mn, and Ti [9]. Strength of AA 7075 is derived from the existence of η (MgZn2) and η’ Mg(Zn,Al,Cu)2 phases that precipitate within grains and along grain boundaries during post-extrusion heat treatment [10]. Castings of AA 7075 undergo homogenization prior to extrusion in order to reduce compositional inhomogeneity and dissolve low melting point (LMP) phases of [AlMgZnCu] (referred to as T phase), the lowest of which has a eutectic melting temperature of 480–485 °C [11]. In order to prevent heat from plastic deformation raising the temperature above that of the LMP, extrusion speed is kept low. Surface defects, such as micro cracking (<50 µm) to macro tearing (>500 µm), due to incipient melting have been reported for various extrusion speeds and temperatures [12,13,14]. Extrusion surfaces are especially prone to incipient melting where high strain [12] and friction [15] can lead to localized incipient melting. Tearing and cracking also occurs at temperatures below LMP due to abnormal grain growth [16], grain boundary embrittlement [7], stress concentration [17] and strain gradients near the extrusion orifice [18].
The present work investigates the potential of an emerging extrusion technology called Shear Assisted Processing and Extrusion (ShAPE) to increase extrusion speed for AA 7075. ShAPE adds rotational motion to conventional linear extrusion which, empirically, has resulted in substantially increased extrusion speed for AA 7075. This paper reports preliminary results for tensile testing and microstructural characterization for AA 7075 tubing extruded up to 7.4 m/min.
Experimental Methods
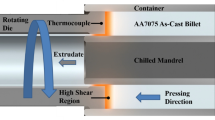
Unlike conventional indirect extrusion where a die presses against a billet using linear motion, ShAPE adds a rotational shear force by spinning the die (Fig. 1) [19]. Frictional heating is generated at the die/billet interface along with adiabatic heating due to severe plastic deformation [20,21,22,23]. Heated and softened material flows inward toward the extrusion orifice through grooves in the die face and then exits between the die bearing surface and mandrel. Compared to conventional linear extrusion, the ShAPE process imparts significantly more strain and microstructural refinement into the billet material, eliminates the dead metal zone, and generates a unique flow field. All of which are thought to enable increased extrusion speed for AA 7075.

Schematic of the ShAPE process for indirect extrusion of round tubing. (Color figure online)
The ShAPE tooling consists of a die, mandrel, and container fabricated from H13 tool steel. The die contains spiral grooves machined into the face and has an inner diameter (ID) of 12 mm. The mandrel has an outer diameter (OD) of 10 mm which gives the tubes a 1 mm wall thickness. Temperature is sensed using a type-K thermocouple spot welded onto the die face. Notably, thermocouple temperature is a comparative indicator of temperature between runs and should not be taken to represent the highest temperature location during the extrusion process. Homogenized AA 7075 castings were machined into billets having an ID of 10.1 mm, OD of 31.8 mm, a length of 100 mm. Extrusions were fabricated using a ShAPE machine manufactured by BOND Technologies capable of 900 kN axial force and torque of 3000 Nm at 500 rpm. The maximum linear speed of tailstock is 0.36 m/min which gives an extrusion speed of 7.4 m/min for the extrusion ratio of 20.6 used in this work.
Table 1 shows the ShAPE process parameters used to fabricate extrusions. For all trials, ram speed was set to 0.36 m/min which corresponds to an extrusion speed of 7.4 m/min for the extrusion ratio of 20.6. The die rotation speed was set to the values indicated and the resulting die temperature and ram force responded as shown. Pressure is calculated from the ram force and billet area of 7.13 × 10−3 m2.
Tubes were cut into 12.7 cm long sections for tensile testing per ASTM B557-15 [24]. Prior to tensile testing, four sections from each tube were heat treated using a Neytech Vulcan 3–550 multi-state programmable furnace. T6 with extended aging was accomplished by solution heat treating at 480 °C for 1 h, water quenching, followed by artificial aging at 120 °C for 48 h.
Tensile testing was performed on an MTS 5 kip servo hydraulic test frame at a crosshead displacement rate of 5.1 mm/min. A Correlated Solutions Stereoscopic Digital Image Correlation (DIC) system and VIC-3D analysis software was used to quantify strain. A black spray paint speckle pattern was applied to create the desired size and density of tracking sites. Metallographic specimens were sectioned in the longitudinal and transverse directions, mounted in epoxy, and polished to final surface finish of 0.05 µm using colloidal silica. Microstructural characterization was performed using a FEI Quanta 3D field emission scanning electron microscope (SEM) and accelerating voltage of 8 kV.
Results and Discussion
Examples of the surface appearance for extrusions performed at 340, 388, 419, and 466 °C are shown in Fig. 2. The surface finish is smooth, reflective, and free of surface defects except for 466 °C where surface tearing and cracking are observed. At all temperatures, an elongated helical feature is apparent on the surface which corresponds to very slight twisting of the extrudate during the ShAPE process.

Surface appearance for AA 7075 tubes extruded by ShAPE at 7.4 m/min
The results of tensile testing are listed in Table 2 for ultimate tensile strength, 0.2% yield strength, and elongation at break. Sample to sample variation is characterized by ± one standard deviation. ASTM minimum [9] and ASM typical values [10] are also shown for comparison. Tensile testing was not performed on extrusions made with a die temperature of 466 °C as listed in Table 1 due to tearing and cracking on the surface of the tubes as shown in Fig. 2. Although a 466 °C die face temperature is below the 477 °C LMP phase, the thermocouple does not necessarily represent the maximum material temperature during the extrusion; rather it is a useful comparative reading between extrusion trials. At 340 and 362 °C, it is observed the tensile properties exceed the ASTM minimum standard and are on par with ASM typical values. Tensile curves for the 340 and the 362 °C data are shown in Fig. 3. For tubes extruded at higher temperatures, strength is slightly depressed yet still near the ASTM standard. This is an interesting result given that the heat treatment should solutionize and re-precipitate similarly, regardless of process temperature. A fundamental explanation of this observation is the subject of ongoing investigation and a definitive explanation is not offered here. In all cases, the elongation is significantly higher than is common for extrusions, with the mechanism of improvement being thoroughly described elsewhere [21, 25]. The ability of ShAPE to extrude AA 7075 with mechanical properties meeting ASTM and ASM values, at an extrusion speed well beyond that of conventional extrusion, is remarkable and is the subject of ongoing research. Preliminary investigations suggest that the faster extrusion speed is the result of the unique flow characteristics of the material prior to entering the extrusion orifice.

Engineering stress vs. strain curves for AA 7075 tubes extruded by ShAPE at 340 and 362 °C with a constant extrusion speed of 7.4 m/min
Figure 4 shows SEM secondary electron images in the longitudinal and transverse planes relative to the extrusion direction. White dots are precipitate particles of a few microns that reside along grain boundaries and within grains after heat treatment. As demonstrated by the electron channeling contrast, grains are elongated in the extrusion direction with a length on the order of millimeters, and thickness of approximately 50 µm in the radial direction as shown in Fig. 4a. Grains are also elongated in the annular direction as shown in Fig. 4b with the extent of elongation higher at the OD compared to the ID.

SEM secondary image of ShAPE extruded AA 7075 tubing made at 419 °C and 7.4 m/min showing grain structure in the a longitudinal and b transvers planes
Conclusion
Shear Assisted Processing and Extrusion has been used to extrude AA 7075 tubing at 7.4 m/min. This speed is significantly higher than the 0.8–2.0 m/min limit of conventional extrusion [4,5,6,7]. Ultimate tensile strength of 565 MPa and yield strength of 496 MPa exceed the ASTM minimum standard and are on par the ASM typical values. Elongation of 16.8% is over twice that of the ASTM standard and significantly above ASM typical values. These results suggest that the ShAPE extrusion process has the potential to improve production rate of AA 7075, and other difficult-to-extrude aluminum alloys, well beyond that of conventional extrusion while maintaining mechanical properties in accordance with standard values.
References
ASM Handbook Volume 2: Properties and Selection: Non-Ferrous Alloys and Special Purpose Materials (1990) ASM International, p 137–138.
Joost W (2012) Reducing Vehicle Weight and Improving U.S. Energy Efficiency Using Integrated Computational Materials Engineering, JOM 10:1032–1038.
United States Environmental Protection Agency (2018), Greenhouse Gas Emissions from a Typical Passenger Vehicle, Office of Transportation and Air Quality, EPA-420F-18–008.
Tempelman E, Shercliff H, Ninaber van Eyben B (ed) (2014) Manufacturing and Design. Butterworth-Heinemann, p 71.
Laue K, Stenger H (ed) (1981) Extrusion: Process Machinery Tooling. American Society for Metals, p 126.
Saha P, (ed) (2000) Aluminum Extrusion Technology. ASM International, p 190.
Zakharov V (1995) Scientific Aspects of Deformability of Aluminum Alloy During Extrusion, Advanced Performance Materials, 2:51–66.
Misiolek W, Kelly R (ed) (2005) ASM Handbook Volume 14A: Extrusion of Aluminum Alloys. ASM International, p 523.
ASTM B221-14, Standard Specification for Aluminum and Aluminum-Alloy Extruded Bars, Rods, Wires, Profiles, and Tubes 02.02. ASTM International.
Anderson K, Weritz J, Kaufman G (ed) (2019) ASM Handbook Volume 2b: Properties and Selection of Aluminum Alloys. ASM International, p 432–438.
Sheppard T (1999) Extrusion of Aluminum Alloys. Springer Science & Business Media Dordrecht, p 234
Fang G, Zhou J, Duszczyk J (2009) Extrusion of AA7075 Aluminum Alloy through Double-Pocket Dies to Manufacture a Complex Profile, Journal of Materials Processing Technology 209:3050–3059.
Ngernbamrung S, Suzuki Y, Takatsuji N, Dohda K (2018) Investigation of Surface Cracking of Hot-Extruded AA7075 Billet, Procedia Manufacturing 15:217–224.
Kim J, Kim J, Yeom J, Lee D, Lim S, Park N (2007) Effect of Scandium Content on the Hot Extrusion of Al-Zn-Mg-(Sc) Alloy, Journal of Materials Processing Technology 187–188:635-639.
Saha P (1998) Thermodynamics and Tribology in Aluminum Extrusion, Wear 218:179–190.
Suh D, Lee S, Lee K, Lim S, Oh K (2004) Microstructural Evolution of Al-Zn-Mg-Cu-(Sc) Alloy During Hot Extrusion and Heat Treatments, Journal of Materials Processing Technology 155–156:1330-1336.
Arif A, Qamar S, Reza M, Al-Fuhaid K (2002) Product Defects in Aluminum Extrusion and their Impact on Operational Cost, Proceedings of the 6th Saudi Engineering Conference, Dhahran Saudi Arabia, December 2002 5:137–154.
Schikorra M, Donati L, Tomesani L, Tekkaya A (2007) Microstructure Analysis of Aluminum Extrusion: Grain Size Distribution in AA6060, AA6082, and AA7075, Journal of Mechanical Science and Technology 21:1445–1451.
Lavender C, Joshi V, Grant G, Jana S, Whalen S, Darsell J, Overman N, System and Process for Formation of Extrusion Products. US. Patent 10,189,063 January 2019.
Whalen S, Overman N, Joshi V, Varga T, Graff D (2019) Magnesium Alloy ZK60 Tubing Made by Shear Assisted Processing and Extrusion (ShAPE), Materials Science and Engineering A 755:278–288.
Whalen S, Joshi V, Overman N, Caldwell D, Lavender C, Skszek T (2017) Scaled-Up Fabrication of Thin-Walled Magnesium ZK60 Tubing using Shear Assisted Processing and Extrusion (ShAPE), Magnesium Technology p 315–321.
Overman N, Whalen S, Olszta M, Kruska K, Darsell J, Joshi V, Jiang X, Mattlin K, Stephens E, Clark T, Mathaudhu S (2017) Homogenization and Texture Development in Rapidly Solidified AZ91E Consolidated by Shear Assisted Processing and Extrusion (ShAPE), Materials Science and Engineering A 701:56–68.
Darsell J, Overman N, Joshi V, Mathaudhu S, Whalen S (2018) Shear Assisted Processing and Extrusion (ShAPE) of AZ91E Flake: A Study of Tooling Features and Processing Effects, Materials Engineering and Performance 27(8):4150–4161.
ASTM B557–15, Standard Test Methods for Tension Testing Wrought and Cast Aluminum and Magnesium Alloy Products. ASTM International.
Whalen S, Olszta M, Roach C, Darsell J, Graff D, Reza-E-Rabby Md., Roosendaal T, Daye W, Pelletiers T, Mathaudhu S, Overman N (2019) High Ductility Aluminum Alloy Made from Powder by Friction Extrusion, Materialia 6:100260.
Acknowledgements
The authors thank the U.S. Department of Energy Advanced Manufacturing Office for supporting this work. The authors are grateful for the dedication of Anthony Guzman for preparation of specimens for microstructural analysis. The Pacific Northwest National Laboratory is operated by the Battelle Memorial Institute for the United States Department of Energy under contract DE-AC06-76LO1830.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Whalen, S. et al. (2021). Shear Assisted Processing and Extrusion of Aluminum Alloy 7075 Tubing at High Speed. In: Perander, L. (eds) Light Metals 2021. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-65396-5_41
Download citation
DOI: https://doi.org/10.1007/978-3-030-65396-5_41
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-65395-8
Online ISBN: 978-3-030-65396-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)