
Abstract
In this article investigations on micromilling of hardened tool steels as well as developments for an efficient process design are presented. In the course of this, suitable parameter ranges as well as process instructions are given, with which stable micromilling processes of hardened tool steels can be achieved. Besides the analysis of the milling process, a developed simulation technique is presented, which can be used to design and optimize the machining process. For further optimization, the cutting edge preparation of micromilling tools by wet abrasive jet machining and millpolishing and its influence on the manufacturing results are discussed. The production and application of functional surface structures in forming processes is additionally examined. Approaches and developed software are presented, with which machining programs for large-area structures as well as free-formed component surfaces can be generated with minimal effort within the CAD/CAM environment. Besides the derived process chain and tools for an efficient generation of machining programs, the performance and wear behavior of the surface structures is considered.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


1 Introduction
Sheet bulk metal forming (SBMF), which is a combination of conventional sheet and bulk metal forming, offers the possibility to efficiently produce complex components by combining forming processes. Due to the high degree of deformation, these processes are often characterized by high process forces, making the use of high-strength forming tools out of difficult-to-machine materials indispensable. Furthermore, high surface quality as well as dimensional and shape accuracy are required, which is a reason why the tools have to be machined in a hardened state. High reliability and long service life are further decisive criteria for successful industrial use. Micromilling offers the potential to meet these requirements. However, this also requires a profound understanding of the underlying mechanisms.
Electronic discharge machining (EDM) processes are often used for the production of forming tools with filigree secondary form elements. Due to the resulting surface quality and residual stress state, however, fine post-processing of the tools can be required [1]. In addition, costs increase due to long preparation times and manual reworking. Micromilling allows the production of high quality surfaces in hardened material condition [2]. Suitable machining strategies enable a nearly burr-free production of form elements, so that subsequent reworking is not necessary [3]. At the same time, comparably high removal rates are achieved.
In this project in addition to the manufacturing of filigree mold elements, micromilling has proven to be a suitable manufacturing technology for surface structures, which allows the targeted application of different and directed friction properties on certain areas of the forming tool. Through this local adaptation of the friction situation, the material flow within the forming process can be influenced to enhance the shaping of the workpiece, filling of cavities and reduce process forces.
2 Objective and Methodology
The aim of the presented investigations is to achieve fundamental knowledge about micromilling processes in order to be able to manufacture advanced forming tools for SBMF in a requirement-oriented, efficient and highly precise way. Thereby, the highly hard and difficult to machine materials represent a great challenge in the process design. Thus, the micromilling process for these materials had to be investigated and process parameters and machining strategies had to be determined which allow the production of high performant forming tools. In particular, the production of the geometrically complex, filigree secondary shape elements, requires the use of small milling tools (d < 1 mm). The use of these micromilling tools and the associated downscaling of the milling process from the macro to the micro scale required the extensive adaptation of the process to the requirements of micromachining. In order to ensure a possibly short process chain and thus also a cost-effective production and furthermore to meet the high accuracy requirements, the technological foundations for a hard machining of the molds are to be laid in this subproject. However, the machining of high-strength and hardened materials is still associated with great difficulties, since above all the high tool wear and the high tool displacement have a considerable negative effect on process reliability and accuracy. The basic investigations to be carried out are intended to determine process parameters and boundary conditions with which an increase in the service life of the milling tools can be achieved. In addition to a basic understanding of the machining process and the derivation of suitable manufacturing strategies, it was also essential to adapt the tools used to the machining task. Due to the great success of cutting edge preparation in the field of macro machining, the potential for micro-hard machining also had to be clarified.
The local variation of friction as well as material flow control at the contact surfaces are a further design criterion in the manufacture of the forming tools for the SBMF. The variation is realized by using different surface structures, scales and coatings. Bionic and technological structures were developed in cooperation for this purpose, which allow a high variation of friction factors. In combination with the high achievable surface quality, a wide range of surface characteristics such as friction factors can be produced. Unfortunately, the number of individual structural elements for an area is currently limited. These limitations result from the construction of the CAD models needed and subsequent calculations in a CAM system. Therefore, methods have to be developed which allow a structuring of large areas, or generation of a large number of structural elements respectively. In addition, the characteristics of the individual surface structures must be determined in order to enable a targeted application in the forming processes. Thereby the interaction of surface structures with other approaches for the surface condition, e.g. coatings, and other processes of the SBMF had to be investigated. The real application case requires a preparation of the tool surfaces according to the requirements, which results in transition areas between several different structures. Hereby, the different design of the structures could also have a negative effect. Varying height and spacing of the elements lead to undefined transitions, which can result in restrictions with regard to load capacity. For this purpose, strategies had to be worked out in cooperation with other subprojects to ensure a defined transition between varying structures and not to negatively influence the friction situation. Additionally, the knowledge of the wear behavior of milled and structured surfaces provides a further important design criterion. Therefore, wear investigations had to be carried out to determine the impact of the processes on the durability of the surface structures.
The experimental investigations are carried out on the machining center HSPC 2522 of the company Kern Microtechnik. Due to its positioning accuracy of 1 µm and a working accuracy of 3 µm as well as an optionally usable rotary/swivel table, simultaneous five-axis machining can be realized in sufficient quality.
3 Results
The results of the TCRC73 subproject B2 are presented in the following. Thereby, particular focus is set on the process design for micromilling of tool steels, e.g. high-speed steels (HSS), and the production of surface structures for the application on forming tools of the SBMF.
3.1 Micromilling of Hardened Tool Steels
Machining is an essential manufacturing technology in mould production. In particular, micromilling enables the machining of various and complex shape elements of different materials [2]. It is an important technology for manufacturing non-rotational symmetrical components. Micromachining describes a miniaturisation of conventional machining processes in the submillimetre range [4]. In general, the structure or tool size can be used for differentiation. A tool diameter of d ≤ 1.0 mm is a typical value [5]. In comparison to electric discharge micromachining (µEDM) and laser micro ablation, micromachining processes are characterized by a higher rate of material removal and a better surface quality [6]. A reduction of the tool diameter to the submillimetre range with a linear downscaling of the cutting parameters usually leads to a tool failure during the machining process. The reason for this are the so-called size effects [7]. A decisive factor is the cutting edge radius, as it is not scalable to the same extent as the tool diameter and other characteristic process parameters [8].
3.1.1 Process Design
To achieve suitable cutting-parameter sets for the machining of tool steel experiments with varying parameters were carried out [3]. Thereby, Latin Hypercube Design (LHD) of experiments were used to reduce the number of experiments significantly. One of the most important analysis criteria was the evaluation of the process forces as a ruling factor for tool wear, with the attention to achieve a stable manufacturing process with sufficient tool life. Figure 1 shows the models of the averaged active and passive forces for the analysis of the interdependencies between depth of cut ap and feed per tooth fz as well as between width of cut ae and depth of cut ap. The models indicate a significant influence of the depth of cut on the active forces, because of the correlation between the depth of cut and the width of undeformed chip. It is noticeable that the width of the cut and the feed per tooth have a lower influence on the active force excepting the range of large depth of cut. The results of the passive force clarified that a reduction of the cross-section of undeformed chip thickness leads to an increase of the passive force. This can be explained by the ploughing effect [8]. If the tool engagement is only performed by the cutting edge rounding, the process of material removal changes and ploughing processes occurs in front of the cutting edge, which leads to an increased passive force. Supported by the coefficient of determination of \( R_{\text{adj}}^{2} \; = \;0. 4 3 6 \), it is clear that the modeling of passive force for micromilling is very difficult because there are many disturbance factors which have an impact on the micromilling process and fundamentals of chip formation.

Models of the average forces for constant cutting speed vc depending on depth of cut ap, width of cut ae and feed per tooth fz - [9]
Furthermore, the micromachining of highly hardened tool steel results in a high process related load on the filigree tools. Therefore, investigations on the tool load and the resulting wear progression when machining hardened HSS were carried out within the project. It has been shown that, if suitable process parameters are used, tool wear can be limited mainly to abrasive processes. With greatly increased cutting parameters, an increase in chipping of the cutting edges as well as tool breakage occurs, which significantly reduces the tool life [9]. For end mills with d = 1 mm, values of ap < 25 µm, fz < 25 µm and ae < 0.4 mm allowed stable processes with acceptable tool lives when machining hardened HSS.
Additionally, an approach has been developed to make a prediction of the material volume removed per segment along the cutting edge based on the engagement situation of the tools. Following the implementation of this within a process simulation, the local cutting edge load could be estimated for real processes. As can be seen in Fig. 2, it was possible to display the volume removed over the course of the machining program. In this way it is possible to identify critical areas in the machining program in which the material volume to be removed is concentrated on certain cutting edge segments and it can be assumed that intense wear will occur in this section of the cutting edge [10].

Results of the process analysis. Scanning electron microscope (SEM) image of the tool and time dependent load on the cutting edge segments by the sum of removed workpiece volume - [10]
Furthermore, the influence of the engagement conditions, e.g. the inclination of the tool in the feed direction as βf and crosswise as βfn, on the tool wear and the surface roughness was analyzed, as depicted in Fig. 3. The results confirmed the assumption that a tool inclination has a high influence on the process, especially on the surface characteristics. However, for the selection of an advantageous tool inclination the specific process has to be considered. In processes with relatively high feed rates and requirements on surface quality, the inclination crosswise to the feed direction is recommended, as long as the tool wear is not too high. In processes with an extensive wear progression and less strict surface requirements, a drill cut positioning with a characteristically negative lead angle βf is suggested [11].

Cutting conditions and tool wear due to varying tool inclinations. SEM images of tools (a); Flank face and rake face wear (b); arith. mean roughness (c); REM images of surface (d) - [11]
3.1.2 Surface Quality and Process Optimization
Micromilling offers the capability of producing very high surface qualities without having to rely on an extensive fine machining of the milled surfaces [6]. This offers great advantages, especially in comparison to other processes of the micro-systems technology such as laser ablation or EDM. In order to simplify the process design with regard to surface quality, investigations were carried out into the characteristics of the resulting surface topography [3]. Furthermore, it was possible to adapt a software developed at the Institute of Machining Technology for the simulation of material removal to the requirements of micromachining, see Fig. 4. By realizing high resolutions in the simulation software, it was possible to make well-founded statements about the surface quality in micromilling processes [12].

Illustration of the applied geometric physically-based simulation system showing two adjacent tool paths with the discretized workpiece surface model [12]
By considering the shape of the tool, the microgeometry of the cutting edges and further manufacturing deviations of the end mills, it was possible to predict the material removal within a micromilling process simulation. As shown in Fig. 5, simulated surface topographies show a good accordance to the experimental results. Minor deviations regarding plastic deformation can be seen throughout the surface, which could not be considered yet due to limitations of the chosen simulation approach. However, the determined deviations of the surface roughness values are within a range of a few nanometers, which indicates a good prediction capability.

Exemplary validation of the simulation system using three experiments (E1–E3) for a face micromilling process. [12]
As the resulting manufacturing quality in machining processes depends mainly on the effective engagement situation in real machining tasks [8], a sufficient analysis of the influences is necessary for a sufficient understanding of the manufacturing quality. Investigations have shown that in micromachining the tooth feed fz has a significant influence on the formation of burrs and thus on the manufacturing result. As can be seen in the Fig. 6, falling below a critical feed value leads to a significant increase in burr height. This effect can be explained by the increased influence of the cutting edge rounding on the minimum chip thickness in micromachining [7]. Falling below the minimum chip thickness leads to a process that is mainly characterized by plastic deformation, which is called ploughing [8].

Influence of the feed per tooth on the: height of burr (a); and width of burr (b) [13]
Since the formation of burrs during the structuring process is a major challenge, it was necessary to understand these processes limits and to take them into account when designing the machining strategies [3]. However, since the effective tooth feed is not only dependent on the set values in the NC programs, the machine tools also had to be considered due to their technically limited kinematics such as the acceleration capabilities. Therefore, for improved process analysis in micromachining, a simulation was developed, with which effective feed rates vf,eff can be calculated based on machine models. Extensive investigations of the used micro machine tool KERN HSPC 2522 were carried out. As can be seen in Fig. 7, feed rates vf could be determined for a variety of machining scenarios in order to derive a valid machine model. Additional validation tests revealed a high degree of agreement between calculated and actual production times th, which deviated by a maximum of only ε = 5% [13].

Acceleration and deceleration behaviour of the machine axes as a function of the nominal feed rate vf,tar (a); achievable feed rates vf on a circular path as a function of the radius and the manufacturing tolerance (b); and distance values sT to initiate the deceleration as a function of the feed rate vf (c) [13]
In the use case, manufacturing tasks for the production of forming tools were investigated. In this context, the manufacturing strategies of tooth cavities for SBMF forming tools were analyzed. As can be seen in Fig. 8, a significant decrease in production quality could be observed in certain areas on the machined surface of the workpiece. By analyzing the machining programs in consideration of the limit of the feed per tooth shown in Fig. 6, critical areas in the NC program could be identified. Thus, the varying manufacturing quality could be attributed to the varying effective feed rates, Fig. 9. This offers the possibility to optimize the manufacturing process strategy without having to rely on comprehensive parameter studies.

Manufacturing result of a tooth cavity [13]

Analysis of the feed rate vf for a roughing process [13]
3.1.3 Design of Cutting Edges for Hard Micromachining
The machining of hardened tool steels is a great challenge for the filigree tools of micromachining due to the resulting mechanical loads as illustrated before [10]. Rapidly progressing tool wear due to chipping and abrasive wear mechanisms leads to drastic changes in the shape of the tools, whereby a sufficient manufacturing of shape elements is only ensured to a limited extent [9]. In the field of macro-machining, the cutting edge preparation has proven effective in tool manufacture to increase the performance and wear resistance of the tools [14,15,16,17]. This additional preparation step focuses on the condition of the cutting edge, which is described as the microgeometry [15]. By means of an additional processing step after the manufacturing of the macroscopic shape of the tool, microscopic defects on the cutting edge, such as chipping and burrs, can be reduced. In this step, a defined microgeometry of the cutting edge is produced, which can be adapted to the later application case [14, 15, 18]. In comparison to the production process of macro tools, the process chain to manufacture cemented carbide micro tools (d ≤ 1 mm) commonly consists of grinding and coating only. Preparing micro tools is not state of the art yet because most preparation processes are not directly adaptable or sufficiently precise for this scope [19]. As will be shown below, investigations have been carried out to transfer cutting edge preparations to micromachining of hardened high-speed steels in order to develop suitable tool concepts for micromachining of hardened HSS.
One procedure for the preparation of cutting tools is wet abrasive jet machining. While wet abrasive jet machining offers the opportunity to accurately generate cutting edge roundings [20, 21], there was no literature available dealing with the preparation of micro tools. Therefore, investigations have been carried out to analyse the ability to prepare cutting edges of cemented carbide micro milling tools. It could be shown, that wet abrasive jet machining is very well suited for this purpose, since a significant improvement with regard to the condition of the cutting edge and the coated tool can be achieved, see Fig. 10. In all experiments, the cutting edges were prepared in a high quality removing all defects. Burr formations were removed within an impact time of approximately 2 s, and a minimal rounding of the cutting edge was achieved. In addition, a cutting edge rounding of S̅ > 20 µm could be realised within an impact time of tst < 1 min per tool. The hightest material removal rate is supposed to be located in the center point of the jet. This led to higher rounding values of the minor cutting edge due to the center point alignment to this area.

Cutting edge preparation via wet abrasive jet machining [22]
Furthermore, the development of new preparation methods was pursued with which micromilling tools can be efficiently processed and provide sufficient influence on the cutting edge shape to be produced. Especially since a very precise control of the water jet is required for the preparation with wet abrasive jet machining to produce asymmetrical cutting edge geometries, it was necessary to analyze preparation processes with far-reaching possibilities.
The process of millpolishing developed is based on an already established preparation method for drilling tools, the drillpolishing [23]. In the preparation procedure, an elastically bonded grinding body is machined with uncoated tools. Due to the tool engagement and the sliding of the bonded abrasive medium, material is removed from the cutting edges and functional surfaces of the tools. This reduces the microdefects and produces a defined cutting edge shape. By adjusting the process parameters, influence could be gained on the engagement situation and thus on the preparation results. This has made it possible to create a variety of cutting edge shapes, see Fig. 11. In addition, by varying the direction of rotation, a preparation of the free surface could be achieved. Furthermore, a high reproducibility was achieved [24]. With the aid of the new preparation method, double-edged micro-milling tools with a diameter of d = 1 mm could be conditioned and thus a significant improvement in the quality of the cutting edge was achieved, see Fig. 12. The reduced number of microscopic defects on the cutting edge also led to an improvement in coating adhesion and thus to a higher wear resistance of the tool system.

Preparation results of micro end mills with millpolishing [24]

Process results of millpolished micro end mills [25]
As can be seen in Fig. 12, this led to a considerable reduction in the wear. While the face cutting edges, which were mainly modified, were significantly more resistant to abrasive wear, there are clear signs of wear around the cutting edge corner. This was justified by the increased adhesion of the tool coating and a more favorable compressive load on the solid carbide substrate of the milling tool. Current efforts are aimed at the homogeneous preparation of the cutting edge corner as well as the peripheral cutting edges in order to further increase the performance of the tools. The significant improvement in surface quality is attributed to the cutting edge shape generated. This results in a uniform tool engagement with the workpiece, so that a significant improvement in surface quality can be observed. In further application tests it was shown that also after a cutting distance of xcut = 1.84 m an improved surface quality could be achieved. Thus, the maximum height Rz could be reduced by ΔRz = 71,2 µm in a slightly worn state of the tool. Further wear investigations of the optimized tool design are still pending.
3.2 Micromachined Surface Structures
The surface characteristics of forming tools have a significant influence on the process due to the contact situation with the workpiece [26, 27]. This offers the possibility of modifying the process by adapting the friction situation. The aim was to influence material flows by locally adapting the friction situation. Based on these opportunities, a variety of structures were derived and their application behavior in forming processes was analyzed in the context of the research target.
3.2.1 Derivation of the Bionic and Technological Surface Structures
For the derivation of surface structures, naturally occurring textures of beetles and leaves were analyzed based on their tribological properties. On the basis of SEM images and topography measurements, the surface structures were replicated in idealized shape and transferred to CAD designs [8, 28, 30]. A selection of the surface structures derived can be seen in Fig. 13.

Selection of derived bionic surface structures [9]
Initial studies on the manufacturability showed that attention must be taken when designing the processes in order to ensure a sufficient machining of the shape [3, 9, 29]. This occasionally led to extensive manufacturing times, which is why efforts were aimed at deriving technological structures which have a significantly simpler shape. By simplifying the design and considering the processing necessary, very simple but easy to produce structures were developed. By such a simplification the necessary effort of the structuring process by micromachining could be limited. However, the great simplification of the machining strategy makes post-processing of the structures essential since the formation of burr cannot be completely avoided in this way. A selection of technological structures can be seen in Fig. 14.

Selection of derived technological surface structures [9]
3.2.2 Manufacturing Methods and New Approaches for the Process Design
The process design and generation of NC paths is a major challenge in manufacturing of functional surface structures. Particularly in manufacture of bionic structures by micromilling, individual structural elements already require a large number of NC points in order to adequately produce the shape of the complex element. Due to the amount of shape elements of the entire surface structure and the resulting high density of NC points, machine programs can only be created to a limited extent within the framework of the conventional process chain via CAD/CAM. It was found that problems occur with the generation of the programs from approx. 6000 structural elements or an area of about 8 × 8 mm. Besides high calculation times and software breakdowns, the uniformity of the processing of individual elements can only be influenced to a certain degree. For this reason, new approaches were developed within this investigation in order to enable an efficient and target-oriented generation of machine programs. The approach developed for the manufacturing of the structures will be explained in the following step-by-step description. In addition, the advantages and applications in manufacturing tasks are presented.
To minimize the influence of complications of common approaches, the design effort in a CAD environment was reduced to a minimum by constructing only a single element or small section. Based on this CAD data, NC paths can be determined for one structural element or section via CAM. Here, the machining strategy can be specifically optimized and adapted to ensure a sufficiently designed machining process. For a large-area replication of this partial machining programs, the NC code generator developed at the ISF can be used, which creates a large area machine program based on the respective structure arrangement and surface dimensions [9]. The possible settings and an application example can be seen in Fig. 15.

Arrangement parameters of NC Code Generator (a); application variants for surfaces (b)
By reducing the workload within the CAD/CAM environment and simplifying the replication technique, it was possible to achieve significant progress in the generation of machine programs for surface structuring. Since the NC points do not have to be determined anew for each structural element, but only a replication of already calculated points is performed, it was possible to generate large-area programs (approx. 71,5 mm2) in seconds [9]. This also applies to very filigree structures which could not be manufactured due to the high density of NC points.
Furthermore, methods were developed to enhance the boundary and transition areas of surface structures. Since the surface structures are designed for a local and specific adaptation of the friction situation, it is necessary to adapt the structures to existing surface conditions or other surface structures. By creating a soft transition of the surface structure and the present surface condition, negative influences of structure boundaries and abrupt changes of friction could be avoided. For this purpose, a mathematical distortion function was deduced to distort the NC points in the boundary areas of the machining program. The distortion approach is based on a compression of the structural shape, which reduces the depth of the surface structure, and an elevation of the NC points, which creates a smooth runout. For a sufficient convergence of the structure to the existing surface condition, a wide variety of parameters must be accounted for. As can be seen in Fig. 16, the hull profile of the structure and the surfaces condition have to be analyzed in order to determine the distortion needed. In addition, the final height of the last structural elements and the size of the transition area can be set. Using this approach, transitions of different surface structures could be manufactured and used in forming trials. An example of this can be seen in Fig. 16, which shows a hard and soft transition of a micro- machined honeycomb structure to a high-feed surface structure.

Illustration of transition distortion for structure boundaries
With this approach it was possible to implement structural transitions in machining programs without changing the construction (CAD) and NC path generation (CAM). Initial wear tests showed that weak points can be avoided and a negative influence on the workpieces can be reduced by soft transitions of surface structures. This indicates that the application of surface structures can be further enhanced by adapting the boundary areas, enabling targeted and locally limited structures to be applied without inducing negative effects of a local application of surface structures. In further investigations it must be clarified which impact the transitions have on the resulting friction factors of this area and how large the transition should be to avoid a negative influence on the forming process.
The task of structuring freeform surfaces is also a great challenge, since the possibilities of designing such geometries in CAD environments are very limited. Therefore, an approach and a software for the distortion of plane NC-programs on free formed components were developed. The basic approach, which is carried out by the software developed, is a projection of the NC points on geometrical data of components, as can be seen in Fig. 17. This was realized in a first step for STL files, which provide an approx. description of CAD files based on triangular polygons. As shown in Fig. 17, in the first calculation step the intersection point with the corresponding polygon is determined for each NC point and a new z-coordinate is determined. Hereby, the original z-coordinates are considered to ensure that the effective structure shape is still guaranteed. However, since the engagement situation of the spherical cutters changes when the NC points are projected onto an angled surface, the tool radius must be compensated in a second process step. The tool radius and the normal of the cut polygons are used to perform a second distortion of the NC points in all spatial directions. In this way, the tool engagement can be corrected, so that the structural shape can be produced according to the given shape.

Schematic explanation of the NC projection onto an STL-mesh (a); Developed process chain for structuring of free-form surfaces (b)
Using the presented developments, it was possible to avoid the barriers of the conventional process chain via CAD/CAM and to derive new techniques for the application on surface structures within the framework of the research project. Due to the flexible and fast generation of machining programs for large-area structures, the process design for structuring large surfaces could be significantly enhanced. However, this approach can so far only be applied to segmentable structures. This means that mainly structures with self-contained shape elements, such as for example BS4 shown in Fig. 13, are suitable for this approach. However, further approaches for an efficient segmentation of structural sections can be developed.
In addition, the possibility to adapt structures in boundary areas to existing surface conditions and the structuring of free-form surfaces enhance the potential of micromachined surface structures significantly.
3.2.3 Tribology and Wear of Surface Structures
The design of the surface structures influences the contact behavior between tool and workpiece, which results in the possibility of inhibiting or promoting the material flow during the forming process by homogeneous or local adaptation of friction [26]. Due to the flexibility of micromilling a large number of different types of structures that can be manufactured, which can be used for targeted optimization of forming processes. In particular, highly anisotropic or direction-dependent structures offer the potential to enhance the material flow in one direction [27].
To obtain a sufficient understanding of the operational behavior regarding, comprehensive investigations were therefore carried out focusing on friction behavior [26, 28, 30]. For the characterization and classification of the derived structures, analyses were conducted on machined samples. For this purpose, the topographies of the micromachined structures were measured with a confocal white light microscope, see Fig. 18 (a). The surface structures were then analyzed in a simulation system using elastic-plastic half-space model with an implemented mechanical-rheological model [27]. The mechanical rheological model is suitable for mixed lubrication and sections the surface [31], as shown in Fig. 18 (b). The material ratio αma describes the proportion of the solid area and is compliant with the real contact area denoted by αrl, which is the area that is in contact due to the surface asperities. The share of the closed void area on the total area is defined as αcl. Figure 18 (c) shows the results for the material ratio αma as well as the closed void area αcl.

The evaluation showed a great variety of αma and αcl, resulting in various possibilities to modify the contact situation in SBMF processes. A detailed analysis showed high values of αcl for the structures MS2 and MS3. This indicates high potentials of transmitting the hydrostatic pressure to reduce friction. On the other hand, the lowest value for a was found in structure MS1. For this structures, high friction coefficients are expected. Further experimental studies focused on the friction behavior of selected structures in static ring compression tests [27].
In addition to fundamental investigations of the friction behavior of the surface structures, the interaction with an oscillation superimposition of the forming tools was examined. Since the adaptation of the SBMF process by an oscillation superimposition led to significant reductions in friction and process forces [32], it was essential to examine the combinability of these approaches. Therefore, ring compression tests with structured tools and an oscillation superimposition were carried out to be able to observe the interaction with the adapted process control and the lubricant used. The surface structures examined as well as their characterization is depicted in Fig. 19. The friction factors were determined based on the equation according to Rajesh et al. [33], see Fig. 19 (b).

Selection and arrangement of surfaces structures (a); Results of the ring compression tests regarding the friction factor (b) and forming force (c) under variation of oscillation superimposition and lubricant – according to [34]
The different microstructures observed had a strong influence on the resulting friction conditions as it can be seen by the determined friction factors. The highest friction factors were achieved with a tool sided application of the MS1. A radial application of the wave-like microstructure MS3 resulted in the lowest friction factors in the non-oscillated experiments for both steels, both in the lubricated and unlubricated state. The flow of material is therefore clearly favored along the radial channels. According to the results it can be stated that the structure MS1 achieved significantly higher friction factors compared to MS2, although the roughness determined differ only slightly (MS1: Rax = 5,5 µm/MS2: Rax = 4,3 µm). This was explained by clamping due to the tapering shape of MS1.
The evaluation of the lubricated experiments showed a significant response of MS1 to the lubricant, which led to a strong reduction in the friction factors determined compared to the dry test. Since previous investigations [35,36,37] had shown that the contact conditions in SBMF processes can be influenced by lubricant pockets, it can be assumed, that the behavior of the MS1 can be attributed to the structural shape, in particular to the shape of closed pockets [27]. The decisive factor here is the shape of the surface structures. Based on this finding, a further adaptation of MS1 to a lubricated process is also feasible, since a rounded shape can be created by conditioning the tips of the structure to avoid clamping. Compared to a vibration-free tests, only for MS1 lubricated surfaces an oscillation superimposition lead to a significant reduction of the determined friction factors. The friction factors determined were reduced from mdry = 0,25 ± 0,04 to mlub = 0,18 ± 0,05 for the DC04 specimens and from mdry = 0,3 ± 0,02 to mlub = 0,12 ± 0,08 for the DP600 specimens by an oscillation superimposition. Based on the observations from the static ring compression tests, it can be concluded that this process behavior of the MS1 structure can also be attributed to the influence of the lubrication pockets. Since the pockets are enclosed by the workpiece during the forming process, it is generally expected that a hydrostatic pressure builds up, see Fig. 20. It is expected that this results in a dampening effect between the surfaces during a vibration superimposed process. Despite reduction of friction for lubricated tests of the isotropic MS1 structure, this structure did not lead to a reduction of the average forming force with an oscillation superimposition, as can be seen in Fig. 19 (c). This can be justified with the damping effects due to the lubricant, which prevents the dissipation of the vibration energy. The softening effect is therefore inhibited.

Schematic diagram for the mechanism of friction performance under different conditions for the example of MS1 structures [34]
Furthermore, in the unlubricated experiments a minimal average forming force is achieved for radial MS3 structures with oscillation superimposition (in the range of 62 ± 2 kN for the DC04 and in the range of 88 ± 2 kN for the DP600 samples). The oscillation superimposed experiments showed very similar force profiles for lubricated and unlubricated radial MS3 structures. This may be due to the lubricant, which is likely forced outwards from the radial channels during the forming process. Hence, no lubrication pockets were formed.
In summary it was concluded that for most considered surface structures no significant friction reduction occurs for the investigated structured surfaces when oscillation superimposition is used. An exception here was the lubricated isotropic MS1 structure. In this case, the friction factor halved when applying an oscillation superimposition. This significant change in friction was attributed to the influence of lubrication pockets resulting from the isotropic honeycomb shape of the MS1 structure. Despite the reduced friction for these process parameters, there was no average forming force reduction compared to vibration-free forming. This effect supports the assumption that hydrodynamic lubrication pockets are formed for the isotropic and lubricated structure. This led to an increased damping between the sample and the tool, which means that less vibration energy can dissipate into the sample. The volume-related effects of a vibration-induced reduction of the average forming force are thus inhibited. Despite the negligible influence on the average forming force during an oscillation superimposition, the MS1 structure shows high potential in combination with an oscillation superimposition due to its strong influence on friction reduction. For both investigated materials, the radial MS3 surface structure in combination with an oscillation superimposition proved to be the most favorable combination in terms of process force reduction. Both the unlubricated and the lubricated MS3 structured surfaces led to similar forming forces. In regard of reducing average forming force, from a lubrication is to be foreseen in an oscillation superimposed forming, since this produces no apparent advantage. The lubricant is either immediately displaced or the advantage of a reduction of the plastic work by a vibration superimposition is offset by damping effects due to the lubricant. In addition, the structures of the tailored surfaces are imprinted on the surfaces of the samples, which leads to a considerable, typically undesired increase in the roughness of the sample surfaces. When designing forming tools with tailored surfaces, care must therefore be taken to ensure that the tailored surfaces do negatively affect the active surfaces of functional elements of the components.
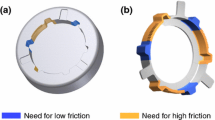
In addition to the fundamental investigation, these structures were also used in forming processes [38,39,40]. As an example, surface structures were applied to forming tools to observe the influence of surface modification on the incremental forming process. The experiments were performed as an incremental embossing process with a cog-styling tool on a universal testing machine Zwick 100. A bionic honeycomb structure was applied to the functional surfaces of the tool cogs and was additionally coated with a CrAlN layer. This tool was compared with an unmodified reference tool in the forming process, see Fig. 21. It could be shown that the process force could be considerably reduced by the application of surface structures. Furthermore, the combination with the coating led to a reduced wear development.

Incremental forming process (a); applied bionic surface structure (b); process forces of structured/coated and reference tool (c) – according to [38]
Furthermore, the wear behavior of surface structures was considered [39,40,41]. In the following, the wear-related changes in the roughness and shape of two deterministic surface structures are discussed. An isotropic honeycomb structure MS1 and a shallower quasi-isotropic surface structure MS2 were analyzed in coated and uncoated variants each. The characterization of the structures can be seen in Fig. 22.

Topography of investigated surface structures MS1 and MS2 (a); wear analysis of surface structures based on roughness values Sa, Ra, Sz and Rz (b) – according to [42]
The surface structures were used in a forming test rig, in which the active elements performed 10,000 cycles in the dual-phase steel DP600. The parameters of the roughness profile Ra and Rz as well as the surface parameters Sa and Sz were determined on the structured surfaces before and after use with a confocal white light microscope, see Fig. 22. Based on the surface characteristics, it is evident that only a slight change in the overall roughness of the surface structures occurred over the considered service time. However, the overall shape of the surface structure remained unchanged. Based on the determined Sz value of the uncoated structure MS2, an increase in roughness of 3% can be seen, contrary to the trend, but this does not correlate with the profile parameters Ra and Rz.
A comparison of the material ratio curves of the initial state and the worn state allowed a conclusion about the distribution of the wear-induced shape change in relation to the structure height, see Fig. 23. It became evident that the decisive wear on the surface structures MS1 and MS2 in uncoated condition appeared in the area of the tips and the core profile. However, the basic shape of the material ratio curve remained almost the same, which is why it was assumed that the change in material proportion is the change in surface condition on the surface structure. The basic shape of the structures is thus retained, which is why it is assumed that their functionality is also retained. Additional investigations into the wear-induced alteration of the friction factors are still pending. Furthermore, Fig. 23 shows the influence of the additionally applied CrAlN coating. It can be seen that by the application of coating system a stabilization of the surface structure could be achieved. By combining the structures with the coating system, the wear of the core profile could be significantly reduced. Furthermore, the wear detected was limited to the tips of the structures. Here, mainly delamination of the coating layer was observed, which, based on an examination of the manufacturing processes, could be attributed to a small burr formation on the tips of the structures. Further investigations therefore focus on a fine finishing of the surface structures to avoid even the slightest burr formation and related layer delamination.

Wear-related change in the material components of the structures MS 1 (a) and MS 2 (b); SEM (BSE) image of delamination of coating on MS1 due to burr formations – according to [42]
4 Conclusion and Outlook
Within the scope of the presented research, extensive fundamentals in micro-hard machining of hardened tool steels could be investigated. Based on analyses of the process force, tool wear and the resulting manufacturing quality, suitable cutting parameters, and manufacturing strategies for the machining of highly hardened steels could be determined. By additionally developed analysis methods, manufacturing processes for the forming tools of SBMF can now be efficiently designed taking into account the specific characteristics, limitations and capabilities of micromachining. Here, the simulation approaches developed offer far-reaching possibilities to meet the high demands of manufacturing quality of SBMF tools without extensive experimental effort during process design. In addition, tools for micromilling have been optimized by modifying the microgeometry of the cutting edge and adapting the macroscopic shape for machining high-speed steels in hardened condition. Thereby basics for the preparation processes of wet abrasive jet machining as well as millpolishing were established. Application tests have shown that by modifying the microgeometry the wear resistance and achievable surface quality can be increased. This was mainly attributed to the significantly increased adhesion of the coating on the cutting edge as well as the adapted engagement situation.
In addition, extensive fundamentals for the design, manufacturing and application behavior of surface structures were established. Thereby, bionic structures were derived from natural examples and further simplified technological structures were developed. For the purpose of an efficient application of these surface structures, new process chains for the generation of machining programs were developed, as this was, according to the current state of the art, strongly limited by the capabilities of common CAD/CAM software. Thus, the creation of large-area NC programs was significantly simplified by the development of a replication software, reducing the necessary design and calculation effort in the CAD/CAM environment to a minimum. Furthermore, an approach for the design of transitions of surface structure has been developed to enable a smooth transition from the structural shape to the existing surface condition or other structures. This significantly increases the possibilities of a locally specific application of structures since the friction situation of the forming tools can now be adapted very specifically to a small area without creating negative effects at the structural boundaries. In addition, a software has been developed enabling the projection of plane structuring programs onto free-form surfaces in order to modify complex forming tools. This has created a far-reaching foundation for the production of surface structures, enabling an efficient modification of SBMF tools. Further investigations on the application behavior of the surface structures showed far-reaching possibilities to adapt the friction situation. In addition, anisotropic structures offer the advantages of counteracting a sheet anisotropy or enhancing material flows in a desired direction. In this respect, comprehensive knowledge of the friction factors achieved, and the process behavior was determined. Furthermore, the interaction of the structures with oscillation superimposition of the forming tools was analyzed to examine the potentials of a combination of different optimization approaches. It could be shown that surface structures which form a closed pocket have great potential for reducing friction in combination with lubricants. This was justified by the formation of lubrication pockets in which hydrostatic pressure can build up, which results in damping effects. However, a further reduction of the process forces could not be achieved. Further investigations on the wear behavior of the structures showed that the developed structures withstand the process loads of SBMF. Here, minor abrasive processes at the structure peaks as well as the core profile were observed, which, nevertheless, only slightly influenced the determined roughness properties. By combining the structures with coating systems the wear resistance could be further increased so that a sufficient process capability of the developed surface structures can be assumed.
Within this project the great potential of structure-based tailored surfaces was proven and the fundamentals for the manufacturing were laid. However, due to the large number of structure designs and the interaction with other processes, future investigations on the possible utilization is still necessary. In addition, it remains to be clarified to what extent the findings can be transferred to other forming processes to make the acquired potentials usable beyond the scope of the project.
References
Guu, Y.H., Hochend, H., Chou, C.Y., Deng, C.S.: Effect of electrical discharge machining on surface characteristics and machining damage of AISI D2 tool steel. Mater. Sci. Eng. 358, 37–43 (2003)
Denkena, B., Hoffmeister, H.-W., Reichstein, M., Illenseer, S., Hlavac, M.: Micro-machining processes for microsystem technology. Microsyst. Technol. 12, 659–664 (2006)
Biermann, D., Krebs, E., Schlenker, J.: Micromilling of bionic structures. In: Proceedings ASPE 2011 Spring Topical Meeting Structured and Freeform Surfaces, pp. 120–125 (2011)
Kirsch, B., Bohley, M., Arrabiyeh, P.A., Aurich, J.C.: Application of ultra-small micro grinding and micro milling tools: possibilities and limitations. Micromachines 8, 261–279 (2017)
Cheng, K., Huo, D.: Micro-Cutting: Fundamentals and Applications. Wiley, Hoboken (2013)
Park, S., Malekian, M.: Mechanistic modeling and accurate measurement of micro end milling forces. CIRP Ann. Manuf. Technol. 58, 49–52 (2009)
Vollertsen, F., Biermann, D., Hansen, H.N., Jawahir, I.S., Kuzman, K.: Size effects in manufacturing of metallic components. CIRP Ann. Manuf. Technol. 58, 566–587 (2009)
De Oliveira, F.-B., Rodrigues, A.-R., Coelho, R.-T., de Souza, A.-F.: Size effect and minimum chip thickness in micromilling. Int. J. Mach. Tools Manuf. 89, 39–54 (2015)
Krebs, E.: Simulationsgestützte Mikrofräsbearbeitung gehärteter Werkzeugstähle zur Herstellung filigraner Formelemente und funktionaler Oberflächenstrukturen. Disseratation, TU Dortmund University, Vulkan Verlag (2017)
Kersting, P., Biermann, D., Krebs, E.: Simulation-based analysis and intuitive visualization of the cutting edge load in micromilling of hardened steel. In: SciRP Engineering, pp. 532–539 (2012)
Krebs, E., Kersting, P.: Tool-wear reduction in the five-axis micromilling of hardened high-speed steel by applying a suitable tool inclination. Proc. CIRP 14, 366–370 (2014)
Meijer, A., Bergmann, J.A., Krebs, E., Biermann, D., Wiederkehr, P.: Analytical and simulation-based prediction of surface roughness for micromilling of hardened HSS. J. Manuf. Mater. Process. 3(3), 70, 1–17 (2019)
Meijer, A., Krebs, E., Wiederkehr, P., Biermann, D.: Prediction of feed-rate slowdowns in precise micromilling processes. J. Manuf. Mater. Process. 2(1), 19, 1–14 (2018)
Biermann, D., Aßmuth, R., Wolf, M., Kipp, M.: Der letzte Schliff formt die Mikrogestalt der Schneide, Neue Potentiale in der Schneidkantenpräparation mittels elastisch gebundener Diamantscheiben. In: Forum Schneidwerkzeug- und Schleiftechnik, pp. 76–83 (2013)
Denkena, B., Biermann, D.: Cutting edge geometries. CIRP Ann. – Manuf. Technol. 63, 631–653 (2014)
Bouzakis, K., Bouzakis, E., Kombogiannis, S., Makrimallakis, S., Skordaris, G., Michailidis, N., Charalampous, P., Paraskevopoulou, R., M’Saoubi, R., Aurich, J., Barthelmä, F., Biermann, D., Denkena, B., Dimitrov, D., Engin, S., Karpuschewski, D., Klocke, F., Özel, T., Poulachon, G., Rech, J., Schulze, V., Settineri, L., Srivastava, A., Wegner, K., Uhlmann, E., Zeman, P.: Effect of cutting edge preparation of coated tools on their performance in milling various materials. CRIP Ann. – Manuf. Technol. 7, 264–273 (2014)
Biermann, D., Denkena, B., Haubrock, J., de Leon, L., Terwey, I., Weinert: Schneidkantengestalt bestimmt Einsatzverhalten, Einfluss der Kantenpräparationvon Zerspanungswerkzeugen. In: VDI-Z Spezial Werkzeuge, pp. 13–15 (2009)
Basset, E., Köhler, J., Denkena, B.: On the honed cutting edge and its side effects during orthogonal turning operations of AISI1045 with coated WC-Co inserts. CIRP J. Manuf. Sci. Technol. 5, 108–126 (2012)
Löwenstein, A.: Steigerung der Wirtschaftlichkeit beim Mikrofräsen durch Schneidkantenpräparation mittels Tauchgleitläppen. Diss.- Tech. Universität, Berlin (2014)
Bassett, E., Köhler, J., Denkena, B.: On the honed cutting edge and its side effects during orthogonal turning operations of AISI1045 with coated WC-Co inserts. CIRP J. Manuf. Sci. Technol. 5(2), 108–126 (2012). https://doi.org/10.1016/j.cirpj.2012.03.004
Bouzakis, K.-D., Skordaris, G., Mirisidis, I., Mesomeris, G., Michailidis, N., Pavlidou, E., Erkens, G.: Micro-blasting of PVD films, an effective way to increase the cutting performance of coated cemented carbide tools. CIRP Ann. – Manuf. Technol. 54(1), 95–98 (2005). https://doi.org/10.1016/s0007-8506(07)60058-4
Krebs, E., Wolf, M., Biermann, D., Tillmann, W., Stangier, D.: High-quality cutting edge preparation of micromilling tools using wet abrasive jet machining process. Prod. Eng. 12(1), 45–51 (2017)
Brodbeck, J., Rothenaicher, S., Biermann, D., Heymann, T., Wolf, M.: Drillpolishen als neuartiges Kantenpräparationsverfahren – Mit elastisch gebundenen Scheiben die Kante verrunden. In: WB Werkstatt + Betrieb, pp. 84–88 (2014)
Biermann, D., Meijer, A., Ott, A.: Präparation von Mikrofräswerkzeuges aus Vollhartmetall mit elastisch gebundenen Schleikörpern. In: Jahrbuch Schleifen, Honen Läppen und Polieren, Band 68, pp. 80–92. Vulkan-Verlag, Essen (2018)
Biermann, D., Meijer, A., Krebs, E., Michel, S., Jaeger, J.: Neue Entwicklungen für den produktiven Einsatz von Hartmetallwerkzeugen in kleinsten Dimensionen. In: 37. Hagener Symposium, 29–30 November 2018, Hagen, Pulvermetallurgie - neue Herausforderungen und neue Wege, Heimdall Verlag, pp. 135–155(2018)
Löffler, M., Andreas, K., Engel, U., Schulte, R., Gröbel, D., Krebs, E., Freiburg, D., Biermann, D., Stangier, D., Tillmann, W., Weikert, T., Wartzack, S., Tremmel, S., Lucas, H., Denkena, B., Merklein, M.: Tribological measures for controlling material flow in sheet-bulk metal forming. Prod. Eng. 10, 459–470 (2016)
Kersting, P., Gröbel, D., Merklein, M., Sieczkarek, P., Wernicke, S., Tekkaya, A.E., Krebs, E., Freiburg, D., Biermann, D., Weikert, T., Tremmel, S., Stangier, D., Tillmann, W., Matthias, S., Reithmeier, E., Löffler, M., Beyer, F., Willner, K.: Experimental and numerical analysis of tribological effective surfaces for forming tools in Sheet-Bulk Metal Forming. Prod. Eng. 10, 37–50 (2016)
Biermann, D., Merklein, M., Engel, U., Tillmann, W., Surmann, T., Hense, R., Herper, J., Koch, J., Krebs, E., Vierzigmann, U.: Umformwerkzeuge in der Belchmassivumformung. In: 1. Workshop Blechmassivumformung, Tagungsband, pp. 119–138 (2011)
Biermann, D., Krebs, E.: Fertigen bionischer Strukturen in einem Mikrofräsprozess. wt - Werkstattstechnik online 101(11/12), 742–746 (2011)
Tillmann, W., Stangier, D., Hagen, L., Biermann, D., Kersting, P., Krebs, E.: Tribological investigation of bionic and micro-structured functional surfaces. Mat.-wiss. u. Werkstofftech. 46(11), 1096–1104 (2015)
Engel, U., Neudecker, T., Popp, U.: 3D-Oberflächenanalyse - Methoden, Kenngro¨ßen, Anwendungen. Materialwiss Werkstofftech. 31, 747–753 (2000)
Behrens, B.-A., Hübner, S., Krimm, R., Wager, C., Vucetic, M., Cahyono, T.: Development of a hydraulic actuator to superimpose oscillation in metal-forming presses. In: 14th International Conference on Sheet Metal, pp. 217–222 (2011)
Rajesh, E., Siva Prakash, M.: Analysis of friction factor by employing the ring compression test under different lubricants. Int. J. Sci. Eng. Res. 4(5), 1163–1170 (2013)
Behrens, B.-A., Meijer, A., Stangier, D., Hübner, S., Biermann, D., Tillmann, W., Rosenbusch, D., Müller, P.: Static and oscillation superimposed ring compression tests with structured and coated tools for Sheet-Bulk Metal Forming. J. Manuf. Processes 55, 78–86 (2020)
Henneberg, J., Lucas, M., Denkena, B., Merklein, M.: Investigation on the tribological behavior of tool-sided tailored surfaces for controlling the material flow in sheet-bulk metal forming. In: AIP Conference Proceedings 2013: Proceedings of the 22nd International ESAFORM Conference on Material Forming, pp. 1–6 (2019)
Sulaimann, M.H., Christiansen, P., Bay, N.: Influence of tool texture on friction and lubrication in strip reduction. Proc. Eng. 207, 2263–2268 (2017). International Conference on the Technology of Plasticity
Tillmann, W., Stangier, D., Lopes Dias, N.F.: Influence of PVD-duplex-treated, bionic surface structures on the wetting behavior for sheet-bulk metal forming tools. J. Bionic Eng. 14, 520–531 (2017)
Sieczkarek, P., Kwiatkowski, L., Tekkaya, A.E., Krebs, E., Biermann, D., Tillmann, W., Herper, J.: Improved tool surfaces for incremental bulk forming processes of sheet metals. Key Eng. Mater. 504–506, 975–980 (2012)
Sieczkarek, P., Wernicke, S., Gies, S., Tekkaya, A.E., Krebs, E., Wiederkehr, P., Biermann, D., Tillmann, W., Stangier, D.: Wear behavior of tribologically optimized tool surfaces for incremental forming processes. Tribol. Int. 104, 64–72 (2016)
Sieczkarek, P., Wernicke, S., Gies, S., Tekkaya, A.E., Krebs, E., Wiederkehr, P., Biermann, D., Tillmann, W., Stangier, D.: Improvement strategies for the formfilling in incremental gear forming processes. Prod. Eng. 11(6), 623–631 (2017)
Tillmann, W., Hagen, L., Stangier, D., Laemmerhirt, I.-A., Biermann, D., Kersting, P., Krebs, E.: Wear behavior of bio-inspired and technologically structured HVOF sprayed NiCrBSiFe coatings. Surf. Coat. Technol. 280, 16–26 (2015)
Behrens B.-A., Biermann, D., Menzel, A., Tillmann, W., Krimm, R., Meijer, A., Schewe, M., Stangier, D., Commichau, O., Müller, P., Hübner, S., Rosenbusch, D.: Untersuchungen strukturierter Werkzeugflächen und der Einfluss auf den Werkzeugverschleiß. In 4. Workshop Blechmassivumformung, pp. 7–30 (2019)
Acknowledgment
This study was supported by the German Research Foundation (DFG) within the scope of the Transregional Collaborative Research Centre for sheet-bulk metal forming (TCRC 73, Subproject B2) under grant number 68237143. The authors are in addition grateful to all laboratory assistants and students who supported the realization of this work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Switzerland AG
About this paper

Cite this paper
Meijer, A., Biermann, D. (2021). Machining of Molds with Filigree Structures for Sheet-Bulk Metal Forming. In: Merklein, M., Tekkaya, A.E., Behrens, BA. (eds) Sheet Bulk Metal Forming . TCRC73 2020. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-61902-2_7
Download citation
DOI: https://doi.org/10.1007/978-3-030-61902-2_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-61901-5
Online ISBN: 978-3-030-61902-2
eBook Packages: EngineeringEngineering (R0)