
Abstract
Complex forming parts that include functional elements can be produced by means of sheet-bulk metal forming within one process step. Adding functional elements to a workpiece design can lead to design asymmetry. As a result, horizontal forces appear during the forming process, leading to horizontal displacements of the press ram. Such displacements lead to process inaccuracies. In this report, the appearance of press ram displacements is discussed. Studies were carried out to determine the amplitude of possible displacements. The impact of horizontal forces on the manufactured workpiece quality was investigated. A numerical study that featured both, the manufacturing process as well as a multibody-model of the press has been conducted to increase the accuracy of the process simulation. In order to avoid horizontal displacements of the press ram, electromagnetic solenoids were designed and built. Experiments were carried out that show the increased process accuracy by compensating press ram displacements by means of counteracting forces. Additionally, a reduction of tool wear by superimposing horizontal oscillations to the forming process was detected in an experimental approach. A concept for a tool, which adds the horizontal degrees of freedom to the framework of the press bed, is presented as well.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


1 Introduction
Sheet-Bulk metal forming was defined by Merklein et al. as the combination of sheet-metal and bulk-metal forming (SBMF) [1]. This process allows the forming of very complex workpieces featuring additional functional elements [1]. This process can lead to an undesired effect for the forming press. Off-centre loads and horizontal process force appear due to the asymmetry in common SBMF workpieces. Vertical forces that are off-centre as well as horizontal forces that create a torque load on the press ram appear. These loads can create tilt or horizontal displacement of the press ram.
One significant aspect of SBMF is to produce complex workpieces at a relatively high stroke rate. Mechanical presses can work at a desirable high stroke rate, but their robustness has limits. While the stiffness of press frames in vertical direction is high, the stiffness in horizontal directions is relatively low. In addition, the guidance systems of the press ram has a low stiffness. As a result, the amplitude of the press ram shift during the forming process is relatively high. The ram shift appears in the form of horizontal displacements and tilt of the press ram. Forming of highly precise structures within small tolerances can be impaired by this effect. One consequence of a horizontally displaced press ram can be an insufficient mould filling due to a defective material flow during the forming process. Defective material flow can lead to a non-tolerable deviation of the workpiece geometry or the appearance of burr.
In this project, the appearance of horizontal loads is characterized. The magnitudes of the displacements will be characterized as well as countermeasures to avoid horizontal displacements. These investigations will be carried out by focusing on one SBMF process. Superimposing vibrations to the process can reduce the appearance of pressure peaks within the forming tool and thus reduce necessary forming force and tool wear. In [2], Politis et al. reported that vibrations in vertical direction reduce process force. However, the effect of horizontally vibrating tools has not been investigated yet. In order to gain knowledge of potential wear reduction, the potentials of using horizontal vibration to improve the forming process are investigated.
2 Objective and Methodology
The main objective of this work is to provide for a more accurate and efficient SBMF process, by focusing on horizontal effects that occur during the forming of asymmetric parts. Horizontal displacement of the ram can cause unacceptable results of the forming process. The displacement of the press ram was characterized by investigating the causes and the effects as well as countermeasures to ram displacements in order to avoid insufficient mould filling. Additionally, horizontal oscillations were investigated to reduce tool wear and increase mould filling. By these measures, a fundamental understanding and the ability to control horizontal forces and displacements will be provided. With the knowledge gained in this project, a higher product quality, less tool wear and the prevention of post processing steps in the SBMF process can be achieved.
The objectives were achieved in multiple steps. Firstly, the appearance of press ram displacement is investigated with an experimental approach. A hydraulic actuation unit was used to induce horizontal force to the ram while performing a forming process. A multi-body model of the press was developed and coupled with the process model in order to increase the overall modelling accuracy. Based on the process force, an electromagnetic system was developed that is able to counteract to the process forces. Experiments were conducted, to prove the effectiveness of this measure. Moreover, the electromagnetic system will be used to superimpose oscillations onto the SBMF process.
3 Characterization of Horizontal Displacements
First, a forming process comprising a deep drawing of a simple blank with a diameter of 100 mm and a subsequent extrusion of gear elements in one process step is regarded. The tool and the work piece are shown in Fig. 1 a) and b).

Overview of the experimental approach showing a) the produced part, b) the forming tool and c) the experimental data [3]
A workpiece, which is highly asymmetrical, was chosen, since asymmetry is the core of this investigation. It contains gear-elements on a bevel and multiple carrier elements next to each other. The thickness of the workpiece increases in the area of the gear elements while the deep-drawn wall has a lower thickness than the pre-product sheet-metal. This represents the core idea of SMBF perfectly. A mechanical press processed the material to the depicted workpieces. The corresponding experimental parameters are shown in Fig. 1 c). An ideal mould filling could not be achieved, which has been shown by the analysis of the workpieces geometry. Hence, the process parameters, calculated by simulations of the process, do not provide sufficiently accurate results [4].
One reason for the discrepancy is the lateral shift between the punch and die caused by high forces while forming the gear elements. In order to quantify the load on the tools during the experiments, a finite element analysis was conducted. Figure 2 shows the von-Mises stress and the elastic deflection in the contact area while the punch is located at the bottom dead centre during the forming process. The vertical process force is superimposed with horizontal forces due to the asymmetrical workpiece geometry, as intended with the experimental design. While the vertical force applies high loads on the press drive, the horizontal force counteracts with the guidance system of the press. Guiding systems have limited capability of resisting horizontal high loads. This leads ultimately to the expectation of high horizontal displacements of the press due to the limited stiffness of the guidance system.

Tool load during the forming process [3]
In a next step, the amplitude of the displacement was investigated by means of the optical measuring system PontosHS by GOM. The system can measure displacements with a resolution of 10 µm by tracking reflecting stickers that were placed on the object previously. The bottom plate of the press is used as a reference to the press ram. Figure 3 shows the shift between the ram and the bottom plate by means of scaled vectors. The displacement of the ram versus the stroke of the ram is shown in the diagram at top dead centre (TDC) and bottom dead centre (BDC). As shown, the extrusion of the gear elements causes a horizontal ram displacement of up to 0.3 mm (Fig. 3b) when the ram reaches BDC.

GOM Pontos image with scaled vectors of ram displacement at TDC (a) and BDC (b). c) Measured displacement over ram stroke.
In comparison to the dimensions of the gear elements (height and width around 1 mm) the measured ram displacement is not acceptable. Therefore, the ram displacement needs to be taken into account when modelling a process to ensure computational accuracy.
A hydraulic actuator has been developed, that is capable of applying 3-axial quasistatic loads to the press in order to simulate multiaxial stress by forming asymmetrical workpieces [5].
The pressure can be controlled for each of the three cylinders individually, hence a wide spectrum of different load profiles can be applied. With the working cylinders installed in the mounting room of the press, the displacement was measured by means of the optical measuring system GOM Pontos. Since this investigation shows the press behaviour under static load, the results can be used for the validation of the static press model, which will be discussed in the next section (Fig. 4).

Hydraulic 3-axial actuation unit
Industrial requirements on process accuracy are high. Therefore, a representation of the machine characteristics is vital. This has been realized by developing a multi-body-system (MBS) of the press within the commercial software LMS Virtual Motion-LAB© as well as ANSYS© [6]. Finite Element (FE) components have been used to replace the rigid components of the press such as the eccentric shaft, connecting rod, the press ram and the press frame. A modal reduction of the FE components by means of the Craig-Bampton-Method [7] was executed to reduce computational time. The method leads to separate sets of static and dynamic modes for each body. As a result, all machine kinematics, dynamics and elasticities are regarded by means of the model, which leads to high simulation accuracy at relatively small computational effort. The validation of the model was conducted in an experimental approach by comparing the simulation results with the experimental results.
3.1 Validation of the Machine Model (Static)
First, the vertical displacement of the press ram versus the bolster plate due to vertical forces between 0 and 1600 kN was determined. The difference between the measured and the calculated displacement is shown in Fig. 5. Obviously, the model featuring rigid machine components could not match the reality due to their infinite stiffness (cZ = ∞ kN/mm) (see Fig. 5 I and II). More accuracy could be achieved by adding the design data of the bearings to the simulation. By replacing the rigid bodies of the press frame with elastic FE-components, the computational accuracy could be improved even more. This has been confirmed by adding elasticity of the press body parts, ram, rods and eccentric shaft to the model (Fig. 5 III - VII) [8]. The remaining deviation between the calculations and the experiments is caused by the fact, that not all press components are modelled elastically. However, the correlation of the model is very acceptable.

Measurement and simulation of vertical ram displacement [3]
3.2 Validation of the Machine Model (Dynamic)
The previously described process was used to validate the computationally determined results of the press ram deformation. In the hydraulic load experiment, the vertical and horizontal forces versus the ram position have been recorded. These forces are now used as input for the multi-body simulation of the press. The computed horizontal displacement is set as the validation criterion.
Two different modelling approaches were analysed. The elastic model, which showed good correlation in Fig. 5, and additionally a spring model. Both models were compared to each other and to the experimental results. In the spring model, the FE-components were replaced by springs in their respective contact areas. The resulting spring setup is shown in Fig. 6. As shown, springs are attached at the positions of the guiding wagons (ch) and at the contact point of the conrods (cy). The advantage of using springs is the easy adjustability of the stiffness. Existing data of horizontal stiffnesses were provided by the manufacturer and applied to the springs ch. Measurements Fig. 5 (I) were used to determine the vertical stiffness cv. In an experimental approach, an aluminium alloy blank (Al99.5) was formed with the tool presented in Fig. 1. Additionally, the process was simulated with both, the FE-model and the spring model of the press. The results of the investigation are shown in Fig. 7. The horizontal displacement of the press ram at the BDC in x-direction is displayed. The results of the elastic model show a deviation compared to the experimental results of 4% while the spring model has a deviation of 12%.

Model of the guidance system with springs

Horizontal displacement while forming an aluminium alloy blank (Al99.5)
The results prove that the modelling approach with elasticity is more accurate and presents a good method to consider process-machine interaction in simulations. The modelling approach with springs on the other hand leads to higher deviations between the simulation results and the experiments.
As a conclusion, it has been proven that horizontal forces resulting from asymmetrical forming geometries have an influence on the positioning accuracy of the press ram. The appearance of ram displacement can be regarded in the process simulation by using FE-models [8]. Another approach is the avoidance of the aforementioned ram displacement, which is discussed in the next section.
4 Countermeasures to Ram Displacements
The appearance and the related problems of horizontal forces have been investigated and characterized. The insufficient mould filling due to a shift between bolster and ram as a consequence of horizontal forces is not acceptable. Countermeasures are necessary. In a first approach, the challenge of press ram displacement was regarded by including the limited stiffness of the press in the simulation process. With the help of a more accurate simulation, the designer of forming processes can forecast the problems. However, this procedure might not be feasible in any case. Data of the press and of the flexibility of the guidance system in particular might not be available. It that case, the aforementioned approach comes to its limits in terms of applicability.
Another approach is to counteract to horizontal press ram displacement. The displacement of the ram is caused by horizontal forces, which in theory can be compensated by applying a counteracting force in the opposite direction.
The measured press ram displacement that occurred during the forming of the workpiece (see. Figure 1a) was initiated by horizontal forces of around 140 kN. This force is due to the asymmetry of the workpiece geometry and must be compensated by an appropriate device. Additionally, the compensation force must be controlled highly dynamic. While the press is requested to manufacture at a high stroke rate, the timeframe for one forming process becomes very narrow. Therefore, counteracting forces must be able to act quickly. In order to reach high dynamics in combination with high forces, electromagnetic actuation is an adequate solution. The following chapter shows the development of an electromagnetic system, which can compensate horizontal process forces during SBMF. The development is based on the process to produce the workpiece according to Fig. 1 a).
4.1 Design of an Electromagnetic Solenoid System
Electromagnetic solenoids are linear actuation units providing force to create linear motion. In general, solenoids are able to provide linear actuation at very high forces within a spectrum a few millimetres, which is a good for this application. The basic components of a solenoid are a magnetic core, a coil and an armature (see Fig. 8a). Between the armature and magnetic core is an air gap of about 1 mm. The coil, installed in notches within the magnetic core, sets up a magnetic field. The result of the magnetic field is the magnetomotive force Fmag, which is proportional to the number of the coil’s windings and the current in the coil’s conductor. The magnitude of the force depends as well on the surface area of the solenoid [9].

a) Basic components of the solenoid and b) the force development simulation and experimental results
Within the scope of this project, the magnets were designed, simulated using Ansys and manufactured. The electrical simulations were conducted to ensure, that the magnets are sufficiently strong for this application. One coil is made of 4 mm2 cross section copper conductor in 252 windings and is designed for a nominal current of 20 A. A more specific presentation of the single design steps is given in [10] and [11]. The magnetic field is amplified by ferromagnetic materials. For this reason, the magnetic core and the armature are made of the magnetic steel sheets type M400-50A in order to gain a high magnetic flux density . The higher the flux density in the air gap, the higher is the magnetic force [12]. Besides the magnetic flux density, the size of pole face influences the maximum magnetic force. The magnetic force increases almost linear to the size of the pole face. In the past, extensive simulations were performed to find the optimum design regarding the magnitude of maximum magnetic force and its dynamics at a given build-volume [12]. The numerically determined magnetic force at an air gap of 1 mm and a current density in the coil of 5 A/mm2 is about 97 kN in steady-state (see Fig. 8b). The electromagnets were designed numerically. The electromagnets were embedded in a test rig for an experimental approach. A total force maximum of 92 kN has been measured.
The performed transient simulations have revealed that the slew rate of the magnetic force is the lower, the bigger the electromagnet is. To gain a sufficient slew rate, current injection was probed numerically and experimentally to raise dynamics. The principle of current injection is to overexcite the magnet with a higher voltage than necessary to reach the steady-state for a limited time [13]. By means of the current injection with up to 420 V, a steady-state can be achieved within 50 ms or about 56 ms as measured in experiment (Fig. 8 b).
The manufactured electromagnets were embedded in a rigid framework in order to install them into the mounting space of the try-out press Schuler MSC 2000 (Fig. 9). The armature is fixed to the ram by means of an upper frame and the magnetic body is bolted to the bolster plate by means of a lower frame. The lower frame allows adjusting the air gap between the armature and the magnetic body within the range between 0.5 mm to 3.5 mm. The framework design is as robust that a maximum deflection of less than 0.1 mm appears at the maximum load (approximately 120 kN at 0.5 mm air gap length) [14]. To avoid a magnetisation of the bolster plate or the ram, the framework is made of the aluminium alloy EN AW-7075 partly because it is non-conductive for magnetic flux. In total, four solenoids were built. There are two actuators on the left side of the forming tool and two on the right side. Each solenoid is able to apply 92 kN of magnetic force to the ram to compensate horizontal process force.

a) Experimental setup and b) control concept
The experimental setup is shown in Fig. 9a). It shows the forming tool in the middle between the actuators. The laser-optical sensor is attached to the bolster plate of the press. It measures relative horizontal movements between the upper tool and the bolster. The actuators are located on the left and on the right side. Two Siemens DCM converters, with a nominal current of 60 A each, were acquired to power the magnets. They have an integrated current controller to apply overexcitation. Figure 9b depicts the connection scheme. The measured ram displacement xhor,meas serves as an input to the position controller which is illustrated by the red dashed line. DC converter 1 (DC1) powers the actuators connected parallel on the left side of the tool, the second one powers the actuators on the right. The converters provide an internal position controller. Since the ram displacement is supposed to be compensated, the set point xhor,set is set to zero. As shown in Fig. 9 b), the converter DC1 calculates a current based on the measured ram displacement. Since electromagnets can apply solely attraction forces the actuators are active exclusively on the left or the right side at the same time. If the ram shifts to the right side, the actuators on the left side will pull it back. In contrast, the solenoids on the right side will pull, if a ram movement to the left is detected. The position controller of DC1 is the master that enables the current controller of DC1 and DC2.
The current controller inputs of the DC converters while performing a forming operation are depicted in the diagram in Fig. 10. It shows the measured displacement and the solenoid current that is set by the converters, while forming an aluminium alloy blank. Forming the gear elements of the asymmetric workpiece takes place around BDC, highlighted grey in the diagram in Fig. 10. Since the solenoids are controlling the ram position, the displacement xhor,meas is reduced to an interval of ±100 µm throughout the whole stroke. This shows, that the application of electromagnetic force successfully reduces horizontal displacement. Since the magnets are reacting to the measured displacement by means of the position controller, a full compensation of the horizontal displacement is improbable due to the time lag between the occurring ram displacement and the compensation force of the magnet. The solenoid system works within its full potential at currents of 20 A during the forming process, this shows, that the scaling of the magnets by means of simulation was accurate and that the magnets need to utilize their full potential during the forming process.

Current controller inputs during the forming process
4.2 Effects of the Electromagnetic System on the Accuracy of Ram Travel
Experiments were performed to investigate the ram displacement having the actuators enabled and disabled. For the experiments, the ram movement in reference to the bolster plate was measured with the camera system GOM pontos HS. Photos at the top of Fig. 11 show the ram displacement in horizontal direction in BDC while forming sheet aluminium 99.5. On the left side, forming was performed with the actuators disabled. The tracked reference marks on the upper plate of the forming tool reveal a maximum horizontal displacement in positive x-direction of about 0.30 mm at BDC while forming asymmetric workpieces like the test workpiece (see Fig. 1a). The maximum displacement with enabled actuators occurs during touchdown of the upper tool part on the sheet to be formed instead at bottom dead centre. This could arise from little ram tilt while the ram begins to rest on the sheet and the position controller activates. Collectively, in bottom dead centre the ram displacement is controlled to less than 80 µm, which is a reduction of 73%. Before the ram is lifted, small oscillations are recognizable once more. Next to aluminium 99.5 similar measurements and observations were made in experiments forming DC04. The maximum horizontal ram displacement 0.38 mm (actuators disabled) was reduced by 87% to 0.05 mm (actuators enabled) at a stroke rate of 20 min−1.

a) Optical measurements of ram displacement by GOM Pontos system. b) Maximum Horizontal ram displacement during one stroke and c) maximum displacements at different stroke rates
Additional experiments were conducted at different stroke rates in order to determine whether the electromagnetic system is fast enough to compensate occurring process forces. The system was tested at stroke rates between 20 and 40 min−1. For reference a forming operation with the actuators disabled was performed at a stroke rate of 30 min−1 (see diagram in Fig. 11 c). The material formed was DC04.
A maximum horizontal ram displacement of about 0.32 mm at BDC has been measured with disabled electromagnetic actuators. Compared to this, the absolute value of the maximum horizontal ram displacement is reduced to 0.04 mm at 20 min−1 and to 0.07 mm at 40 min−1. This leads to the conclusion, that the system is fast enough to improve the accuracy of the ram motion at typical stroke rates in the field of SBMF.
4.3 Improvement of Mould Filling by Means of Solenoids
The goal of this investigation is an increased mould filling of the workpiece by reducing the amount of ram displacement. In order to prove this expectation, the produced workpieces were measured by means of an electronic surface measurement system. Figure 12 illustrates the geometry of the formed gear elements. There is a deviation between the tooth heights of the tool and the produced part. In case of disabled actuators the measured maximum deviation is about 0.41 mm. Enabling the actuators while forming reduces the deviation to 0.29 mm, which is a reduction of 30%. A mould filling close to 100% could not be achieved even though the maximum ram displacement amounts only 0.07 mm (cf. Figures 11 and 12). This might originate from internal deflection in the upper die, which can be fully avoided neither by the electromagnetic system nor by guided bolts.

Comparison of the tooth structure of manufactured parts with and without controlled ram displacement
5 Investigation of Tool Wear
The forming tools in SBMF apply high forces in order to form the parts. As a result, the tool is highly stressed during the forming process. The high loads act on the surface and can lead to wear. In the case of SBMF, the geometry of the tool can be damaged or altered after a high number of forming operations. Especially filigree structures can be damaged and will need replacement. For the identification of tool wear, experiments were conducted. The experimental setup requires a fully automated production setup, which is able to produce a high number of parts at a relatively high stroke rate. In that context, the setup described below was used. It consists of the basic components of automated production: A reel-system, a roller straightener, a roll-feeder and a forming press (see Fig. 13). Additionally, a band conveyor transports the produced parts out of the forming press. All components of the reel system, the decoiler, the straightener and the feeder are supplied by Helmerding Maschinen GmbH. The forming press is manufactured by Schuler AG. It is a servo-electric driven forming press, driven by two individually controlled torque-motors. The motors are linked to the press ram by means of knuckle joints. The press ram itself is guided by linear guidances. A forming force of 2000 kN can be applied. The individually programmable trajectory of the ram offers the opportunity to vary the ram speed during the stroke.

Production setup for tool wear experiments
For example, the ram could move fast during the transfer phase, when no forming operation is performed and move with reduced speed during the forming process, to ensure sufficient material flow. The design of the experiments intends to process sheet-metal material that is supplied as coil material. The SBMF operation will be an imprint of a gear structure into the workpiece. Additionally, the formed part is cut off afterwards. With the tool also providing a function to adjust the horizontal force during the forming process, further investigations on horizontal effects can be made. That leads to the two basic functions of the tool: Adjustable horizontal force and Combination of a coining and a shearing operation in one stroke.
The design solution for the horizontal force adjustment is shown in Fig. 14. As shown in the figure, the tool consists of a lower and an upper tool part. The central parts of the tool are the coining stamps. The stamps are nested in bearings, which can be rotated around the angle α as illustrated. One stamp is mounted in the upper tool part and the other one is located in the lower tool part. The surfaces of the upper and lower part are parallel to the angle α, which is adjustable. The adjusted angle is secured by a clamping system to ensure, that the angle remains constant under load. When the forming force is applied, a horizontal force Fhoz will appear.

Adjustable angle of the coining stamp
The amplitude of the force depends on the process force and α. Since the stamps are exchangeable, varying surface structures can be used. Two different stamp geometries were manufactured. One features a complex gear structure. The other one consists of six plateaus with a height of 1 mm on the surface. For the experiments described in the following, the surface with the plateaus is used. The experiments were performed in cooperation with the subprojects B2 and B3. Varying combinations of structures and coatings have been applied on the plateaus to increase the resilience against tool wear. The stamp is shown in Fig. 15. In the course of these experiments, the most resilient structure has been identified [15].

Plateau structures with applied coatings
The second fundamental function of the tool is the cutting process. The cutting is realised by two sharp edged blocks located on the right side of the tool (see Fig. 16, cutting stage). The position of the cutting edges is also adjustable. This allows adjusting the clearance between the edges.

Overview of the process stages in the tool
In the experiments, the dual-phase steel DP600 was processed. This type of steel has a yield strength of Rp0,2 = 330 MPa. High process forces are desired since the goal is to cause tool wear on the stamp. The sheet-metal band has a thickness of 3 mm and a width of 50 mm. The feeding length and thus the sample size was set to 20 mm. The tilt angle of the tool was set to α = 4°. The insertion depth of the stamp imprinting into the sheet-metal was set to 1 mm, which results in a forming force of approx. 300 kN. The process force leads to a surface pressure of 1.25 kN/mm2 on the plateaus.
The combination of a tilted stamp and the process force leads to a horizontal ram displacement of 100 µm to the right. The displacement was measured with the optical system GOM Pontos. The stroke rate was set to 30 min−1 with 10.000 strokes in total. Figure 17 a) shows the ram trajectory and the corresponding process force during one stroke in one diagram. As shown, the ram moves slowly while imprinting the geometry into the sheet metal along with a steady increase of the process force. The force maximizes around the lowest point of the ram at 300 kN. The resulting imprint on the sheet-metal is shown in Fig. 17 b).

a) Trajectory and corresponding process force and b) picture of the imprint
A high number of strokes was performed in a short time to gain knowledge about the tool wear during SBMF. The surface of the stamps were examined in a microscopic analysis. The microscopic images have shown, that the stamps do not show significant wear after 10.000 strokes. The structure, which was applied on the surface did show indications of abrasive wear of the coatings. The wear was noted on the ridges of the structure [15]. The overall structure of the surface has experienced smoothing effects.
Superimposed Horizontal Oscillations
Publications have reported, that superimposing the forming process with vibrations can reduce the pressure peaks on the tool surface [16] and can lead to a reduction of the required forming force [17]. With a new actuation method, the aforementioned solenoids are able to superimpose the forming operation with horizontal vibrations. In this application, each magnet is powered individually with direct current by four separate SIEMENS DC Master converters. For the communication between the user and the converter an interface was built utilizing the commercial software LabVIEW. With the interface, the user can set preferences as the wave type of the signal, amplitude and frequency.
The Siemens DC Converters are controlled by an internal PI-controller. The LabVIEW tool was used to find a well-suited parameter set by using the method of Ziegler-Nichols [18]. The subsequent investigation is based on a sinusoidal signal to investigate the oscillation potential of the solenoids. The system requires processing time to convert the analogue input into a current output. Additionally, the magnetization process requires time until the magnets develop the full force. This leads to a lag between the signal and the pulling force development of approx. 50 ms. However, the existence of the lag has no consequence to the system, since the phase difference does not impair the function of the magnets. The phase difference only limits the maximum achievable oscillation frequency. Besides the phase angle, the current follows the input signal without any uncontrolled oscillations.
5.1 Reduction of Tool Wear by Means of Oscillations
Coining operations were performed at a high number of strokes with the forming tool (Fig. 17). The coining stamp, which contains the plateau structures was used during the experiments. The sheet metal DC04 was processed in the experiments. Three identical coining stamps were manufactured. The ram trajectory and the experimental setup of the experiment are presented in Fig. 18.

Ram position diagram with coloured solenoid activity, experimental setup and produced parts
The left side shows the trajectory of the press ram and the zone of activity of the solenoids. By this measure, overheating of the magnets during long-range usage in this experiment is avoided. The stamps are made of powder metallurgical steel 1.3344, which provides high resistance against adhesive and abrasive wear. The steel was hardened in a vacuum hardening process to 53 ± 1 HRC. In the experimental setup, the manufacturing stroke rate was set to 50 min−1 and the superimposed oscillation was set to a frequency of 5 Hz. The sensor setup and the recording of the optical distance sensor are shown in Fig. 19. While the press is operating, the relative distance dtool between the lower and the upper tool is measured. The figure shows, that the ram oscillates with an amplitude of 0.1 mm. While the magnets are turned off, only signal noise within a range of 13 µm is detected by the sensor.

a) Setup of the laser sensor and b) measured displacements of the press ram
In a reference test series, 10.000 strokes were executed without superimposed oscillations. In the second step, another 10.000 strokes were executed with a new stamp, this time, with superimposed oscillations. In order to find indications of wear, microscope pictures of the tool surfaces were recorded. The results are shown in Fig. 20. The white frame marks the position of the microscopic pictures with the three close-ups of the marked area for the respective stamps. The reference picture shows the stamp without any prior usage. The middle picture shows one stamp after 10.000 forming operations. First indications of wear are visible as the edges around the plateau show microscopic outbursts and abrasion. The right hand picture shows a stamp plateau after 10.000 strokes, with superimposed oscillations during the forming operation. The microscopic view reveals, that the plateaus experienced less wear. The edges are still sharp, while there is much less indication of abrasive wear compared to middle picture.

a) Microscope recordings of the stamp surface and b) determined surface roughness
The reduced wear is especially visible at the edges on the left and right side of the plateau. Within the scope of this experimental approach, the horizontal oscillations lead to reduction of wear on the tool edges. The oscillation of the stamp prevents, that the stamp experiences local pressure peaks. The load rather distributes homogeneously along the surface and thus prevents the load peaks. Another positive impact is an improved material flow during the forming process along the tool surface by means of reduction of friction, which is caused by the oscillating movements of the press ram.
The identified wear on the tool surface can be quantified by means of the surface roughness Rz. For this purpose the roughness was measured along the two reference lines A-A on the edge and B-B in the centre of the plateau. The roughness was measured by means of optical depth measurements. The surface quality criterion is the average roughness Rz along the lines. In all three images, the roughness along the lines B is between 7.5 and 12.8 µm. The surface is roughness along the edges A-A increased after 10.000 strokes. Without oscillations, the roughness was measured to 39.9 µm, while it is only 21.4 µm when the forming process was superimposed with oscillations. This matches with the observations that were made by analysing the microscopic images. This calculates to a wear reduction of 72% in the course of these experiments.
6 A Novel Decoupling Unit to Enable Horizontal Tool Motions
A common problem of SBMF is the appearance of burr during the forming process. The functional elements of the workpieces are formed by upsetting. A small tool gap between the die and the punch is necessary, to avoid crashing. However, while being formed, material can flow into the aforementioned gap, which results in burr. The workpiece has to be deburred in a subsequent process step. Superimposing the forming process with horizontal force is a promising measure to avoid the deburring step. Therefore, a decoupling unit was designed and built. It offers a broad variety to superimpose the forming process with horizontal movements. The horizontal movements can temporarily close the tool gap to prevent material flow into the gap.
This unit provides additional degrees of freedom to the forming process. It works as an adapter between the bolster plate and the forming tool. It is actuated by up to 4 solenoids. Three different actuation concepts have been considered for the unit that can perform movements in the x-y-plane (Fig. 21). The concepts are distinguished by the position of the solenoids. Concept 1 and 2 require four solenoids, while concept 3 needs only three. The design is also limited by the limited room in the press. Another mandatory application for the unit is to allow the passage of the sheet metal strip from the coil. This leaves only concept 1 to fulfil all requirements.

Concepts for the decoupling unit
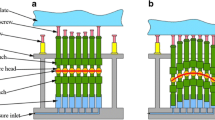
Figure 22 a) shows the full view of the tool, while only one of the four solenoids is visible. In Fig. 22 b), a cross sectional view of the full view is shown. The needle bearings are illustrated in c).

Main function of the decoupling unit
The decoupling function is provided by a multi-stage needle bearing assembly. The main components are the base, middle- and top-plate. The three plates are in contact via needle-bearings. The base plate is bolted to the bolster plate of the press. The needles between the base plate and the middle plate allow movements of the middle-plate in y-direction. The needles between the top-plate and the middle-plate provide a degree of freedom in x-direction. As a result, the top-plate can move in the x-y-plane. It provides the same notch geometry as the bolster plate of the press, hence the forming tools can be bolted to the top-plate. The disc-springs are used, to hold the plates in centre position, if no forces are applied by the solenoids.
In Fig. 22c, the needle-bearing cages are shown. The plates are made from steel, hardened to 52 HRC. The needles are located between the plates and maintain the distance between the plates. Vertical loads are transferred via the needles. Four solenoids are located on all four sides of the tool and assembled at 90° to each other, to actuate the horizontal movements. The installation of one solenoid on the decoupling unit is illustrated in Fig. 22. The core of the solenoid is attached to the base-plate. The armature is connected the top-plate. Due to the attraction forces between the core and the armature, the top-plate can be pulled towards the magnet. The other three magnets are transparent in the figure for a better overview. Combining the attraction of all four magnets, the top plate can be pulled in every direction in the x-y-plane. A control program was developed in LabVIEW for parallel control of all four magnets. Therefore, linear as well as circular movements can be realised with the unit.
The decoupling unit can perform small circular movements in the x-y-plane. The movements are triggered by electromotive force. The springs centre the tool when no load is applied. In order to prove the function of the system, the CAD of the unit was transferred to the FE-software Siemens SimCenter3D and transformed into a FE-model. Oscillating sinusoidal forces Fx and Fy were applied to the plate as well as linear springs in x- and y-direction (Fig. 23 a). The elasticity of the springs was set to 500 kN/mm. With the FE model, the resulting displacement pattern of the decoupled plate was simulated. The simulation also regards the body of the top-plate, thus the inertia in this system is regarded. The results of the investigation are shown in Fig. 23. The displacement in x- and y-direction is shown in orange and blue, while the oscillating force is shown in grey. The plate moves circularly with an amplitude of 0.2 mm while an oscillating force of 100 kN is applied.

a) Simulation model and b) calculated oscillation of the decoupled tool
Due to the inertia of the plate, a lag between the excitation force and the movement of about 0.1 ms appears. The lag limits the frequency to approx. 5 Hz. However, the simulation shows that the unit works well within this limit, which will be validated in future work.
7 Conclusion and Outlook
The investigations and results of this investigation contribute to the improvement of the SBMF process. The goal of the project was improving the SBMF process by characterizing the effects of the horizontal forces that occur during the forming process. The study has shown that horizontal forces lead to press ram displacements that impair the shape setting progress during an embossing operation. An integration of a press model to the process simulation has shown that the effect of ram displacement could be observed also in simulations. An electromagnetic device was developed, that compensates horizontal ram displacement by means of counteracting forces. By means of the electromagnetic device, the mould filling was improved by 29%. Additional experiments have shown, that superimposing the forming operation with horizontal forces reduces tool wear. Abrasive wear that develops along the edges of the forming tools was reduced by over 70% by means of superimposed oscillation. The investigations carried out in this project show clear indications, that the SBMF process benefits from handling the occurring horizontal effects. At manufacturing level, forming tools are expected to perform multiple millions of strokes. In comparison to the total stroke number of 10.000 carried out in this work, further wear effects are expected to appear on manufacturing level. Thus, the reduction of abrasive wear observed in this work is a promising improvement in respect to the lifetime of a forming tool.
Furthermore, a decoupling unit was built and is ready for experimental testing. Future work includes an experimental approach to superimpose the forming of a gear element with vibrations in order to reduce burr.
References
Merklein, M., Allwood, J.M., Behrens, B.A., Brosius, A., Hagenah, H., Kuzman, K., Mori, K., Tekkaya, A.E., Weckenmann, A.: Bulk forming of sheet metal. CIRP Ann. Manufact. Technol. 61(2), 725–745 (2012)
Politis, D.J., Politis, N.J., Lin, J., Dean, T.A.: A review of force reduction methods in precision forging axisymmetric shapes. In: The International Journal of Advanced Manufacturing Technology, pp. 2818-2820 (2018)
Salfeld, V., Matthias, T., Krimm, R., Behrens, B.A.: Analysis of Machine Influence on Process Stability in Sheet Bulk Metal Forming. Procedia CIRP. 3, 32–36 (2012)
Reithmeier, E., Weckenmann, A., Behrens, B.-A., Ohrt, C., Kästner, M., Akkasoglu, G., Cahyono, T., Hübner, S., Krimm, R., Salfeld, V., Voges-Schwieger, K., Vucetic, M.: Qualitätsorientierte Entwicklung der Blechmassivumformung, 1. In: Workshop Blechmassivumformung, pp. 97–118 (2011)
Behrens, B.-A., Bouguecha, A., Krimm, R., Matthias, T., Salfeld, V.: Characterization of Horizontal Loads in the Production of Asymmetrical Parts. Key Eng. Mater. 473, 223–228 (2011)
Salfeld, V., Krimm, R., Matthias, T., Behrens, B.-A.: Investigation on the process-machine interaction by forming parts with sheet-bulk metal forming. Proc. Manufact. Syst. 6, 97–100 (2011)
Craig, R., Bampton, M.: Coupling of substructures for dynamic analyses AIAA journal. Am. Inst. Aeronaut. Astronaut. 6(7), 1313–1319 (1968)
Salfeld, V., Krimm, R., Hübner, S., Matthias, T., Vucetic, M.: Sheet-bulk metal forming of symmetric and asymmetric parts. Adv. Mater. Res. 769, 229–236 (2013)
Behrens, B.-A., Krimm, R., Salfeld, V.: Process-machine interaction in sheet-bulk metal forming. Key Eng. Mater. 504–506, 999–1004 (2012)
Gröne, M., Salfeld, V., Krimm, R.: Design of an Electromagnetic System to Avoid Horizontal Ram Displacement. Adv. Mater. Res. 1018, 237–244 (2014)
Gröne, M., Rosenbusch, D., Krimm, R., Behrens, B.A.: Electromagnetic system to improve the manufacturing accuracy at the presence of horizontal process forces. Adv. Mater. Res. 1140, 369–376 (2016)
Roschke, T.: Entwurf geregelter elektromagnetischer Antriebe für Luftschütze. Zugl.: Dresden, Techn. Univ., Diss. (1999)
Behrens, B.-A., Krimm, R., Gröne, M.: Reduktion des Maschineneinflusses auf die Bauteilqualität bei Horizontalbelastungen, Prozesstechnik in der Blechverarbeitung - Interaktion Maschine| Werkzeug: Tagungsband T42 des 36. Kolloquiums Blechverarbeitung 2016 am 12. und 13. April in Fellbach, Europäische Forschungsgesellschaft für Blechverarbeitung e.V, Hannover, pp. 183–193 (2016)
Kallenbach, E.: Elektromagnete: Grundlagen, Berechnung, Entwurf und Anwendung, 4th ed., Vieweg + Teubner Verlag, Wiesbadens (2012)
Behrens, B.-A., Biermann, D., Menzel, A., Tillmann, W., Krimm, R., Meijer, A., Schewe, M., Stangier, D., Commichau, O., Müller, P., Rosenbusch, D.: Untersuchungen strukturierter Werkzeugflächen und der Einfluss auf den Werkzeugverschleiß. Workshop Blechmassivumformung: Umformtechnische Herstellung von komplexen Funktionsbauteilen mit Nebenformelementen aus Feinblechen, pp. 7–30 (2019). ISBN 978-3-96147-279-6
Izumi, O., Oyama, K., Suzuki, Y.: Effects of superimposed ultrasonic vibration on compressive deformation of metals. Trans. Japan Inst. Metals 7, 162–167 (1966)
Kaiser, H., Lange, K., Panknin, W.: Umformtechnik Handbuch für Industrie und Wissenschaft, Kapitel 5: Umformen unter Anwendung überlagerter mechanischer Schwingungen, pp. 100–112 (1993)
Geering, H.P.: Regelungstechnik - Mathematische Grundlagen, Entwurfsmethoden, Beispiele, Springer, Berlin (1994) 978–3-662-09719-9
Acknowledgment
This study was supported by the German Research Foundation (DFG) within the scope of the Transregional Collaborative Research Centre for sheet-bulk metal forming (TCRC 73, Subproject B7) under grant number 68237143. The authors are in addition grateful to all laboratory assistants and students who supported the realization of this work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Switzerland AG
About this paper

Cite this paper
Behrens, BA., Krimm, R., Commichau, O. (2021). Analysis of Horizontal Loads in Sheet-Bulk Metal Forming and Their Consideration in Simulation. In: Merklein, M., Tekkaya, A.E., Behrens, BA. (eds) Sheet Bulk Metal Forming . TCRC73 2020. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-61902-2_12
Download citation
DOI: https://doi.org/10.1007/978-3-030-61902-2_12
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-61901-5
Online ISBN: 978-3-030-61902-2
eBook Packages: EngineeringEngineering (R0)