
Abstract
Modern tools with interchangeable cutting inserts currently have a significant impact on the cost of production. A wide variety of tools from the world's leading manufacturers and the binding of the tool casing to the manufacturer of the cutting inserts leads to large stock storage of the same type tools from different manufacturers at the enterprise. There is a division at the enterprise capable to make independently the case of the tool for any cutting inserts, but it is necessary to design the case of the tool for this purpose. This article discusses the design of end mill casings based on the parametric model in the SOLIDWORKS system. The parametric technology allows for a quick design of the end mill case based on the created prototype. As a result, it is possible in a short time to develop and manufacture the end mill case for various types of processing, which will lead to a positive economic effect for the enterprise.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The twenty-first century is a century of technology and innovation development, where enterprises are constantly in a competitive environment, where it is necessary to respond to changing market conditions. Machine-building enterprises are forced to constantly update the range of products, which entails the purchase of new equipment and related tools, which in turn is one of the factors of the pricing of finished products. Metalworking companies are offered a wide range of tools from various leading manufacturers such as Seco, Sandvik Coromant, KORLOY, ZCC, Walter, KZTC and many others [1,2,3,4,5,6].
Tool manufacturers are trying to develop a specific solution for a specific type of processing of cutter bodies and cutting inserts. From a huge list of catalog tables, it remains to choose a ready-made solution. As a result, a large range of unused cutting bodies and inserts accumulate at machine-building enterprises when changing products. Often, businesses become tied to certain manufacturers of cutting bodies that are suitable for certain inserts. All of the above pushes machine-building enterprises with their tool shops to manufacture their own cutting bodies.
Due to the fact that the design and manufacture of end mills for a certain type of processing is a time-consuming process, it is advisable to develop a parametric 3D model of the assembled end mill using automatic design systems, for example, in SOLIDWORKS.
The most difficult part of the cutter is its working part, equipped with replaceable cutting inserts. The parametric program of designing a working part of the end mill for processing planes, ledges, grooves, wells is considered in this article. It is assumed that a single parametric model of the assembled end mill should provide the design of cutter bodies for different types of processing with cutting inserts of different manufacturers in the diameter range 10–63 mm.
2 Materials and Methods
Currently, milling is a fairly common type of Metalworking. End mills are often used in CNC machines as tools with wide technological capabilities. Cutters are used for processing planes, vertical projections, various grooves, wells and shaped surfaces both on vertical milling and horizontal milling machines [7]. The cutter can work as a lateral cylindrical part, and with the end part of the teeth.
There are many publications on the design of end mills, which are mainly aimed at facilitating the work of the designer. Specific solutions are described that eliminate certain disadvantages of certain end mills, or that allow a particular cutter case to become more versatile [8,9,10].
It is also offered to do the universal case without addressing more to its designing and to change sockets under cutting inserts, or to design the new case under a new cutting mode constantly. As shown in [11,12,13,14], parametric technology allows you to quickly build models of typical products on the basis of a once designed prototype.
In this article, we will show how you can design a special end mill case for a certain type of processing in one program with a parametric 3D model, or design a universal end mill case with minimal time.
Let's consider the main parameters that need to be taken into account in the parametric model of the precast end mill during the design process. The main parameters of the end mill that do not change are the material of the cutter case and the geometry of the base surfaces of the shank for fixing to the machine. The main variable parameters of the cutter, determined based on the processing conditions, are given in Table 1:
-
cutter diameter;
-
number of teeth;
-
tooth pitch (uniform/uneven);
-
the angles of the cutting edges of the cutter;
-
the back angle of the cutting edge;
-
the geometry of the insert mounting hole (impression for the type and configuration of cutting inserts or cartridges).
The main changes in the design process will affect only the working part of the cutter case. Consider the basic principles of choosing the main parameters of the end mill.
The diameter of the cutter is determined by the processing requirements and is set by the technologist. When choosing the diameter of the cutter, you need to consider the processing strategy and the end result.
The number of cutter teeth is determined by the strength of the cutter tooth and the size of the replaceable cutting insert. Each cutter diameter can be selected in a limited set (the program specifies the possible range for selection).
The cutter teeth pitch is traditionally uniform, but studies [15] have shown that the uneven pitch of the teeth has a positive effect on the processing by reducing the fluctuations of the machine. The effect of the cutter teeth pitch on the dynamics of the cutting process is shown in Fig. 1.

The influence of pitch on amplitude of vibrations. A—with uniform step, B—with variable step.
Most important for the milling process are the angles of the cutting teeth. In a parametric model, you can specify them, but you should limit the possible limits for selection.
The main angle in the plan φ is the angle between the main cutting edge of the cutting insert and the processed workpiece surface. The main angle in the plan affects chip thickness, cutting forces and tool life.
The small main angle in the plan provides a smoother entry into the cutting, limits the radial cutting forces and protects the cutting edge from damage. However, higher axial cutting forces increase the load on the workpiece.
Cutters with an angle φ = 45° provide a good balance of radial and axial cutting forces, which reduces the power requirements of the machine. Cutters of this type are suitable, first of all, for milling materials that give short chips and are prone to chipping in the event of excessive radial cutting forces on the gradually decreasing allowance at the end of cutting. Smooth entry into the cutting reduces the tendency to vibration when using a tool with a long overhang or short/nonrigid tool holders.
Mills with the main angle of 60–75° allow you to work with increased depth of cut compared to cutters with an angle φ = 45°.
Cutters with the main angle of 10° are designed for high feed milling and plunger milling. In this case, a thin chip is formed, allowing you to work with a very high feed on the tooth at a small depth of cut and, accordingly, at the maximum minute feed [16].
It should be noted that the cutting insert of the cutter can be rotated in radial and axial direction, respectively, the angle of rotation would be radial γp and axial angle of γo, which in turn can be positive, neutral or negative. The ratio of γp and γo angles can be different, as shown in Fig. 2.

Types of geometry of milling cutters with inserts: 1—positive-positive, 2—zero-zero, 3—negative-negative.
Positive-positive geometry is useful in the processing of nonferrous metals. In this case, the cutting process is facilitated, but the disadvantage is the weakened geometry of the cutter case.
Negative-negative—here, the cutting edge is strong, withstands heavy loads and is used for processing high strength materials such as hardened steel, cast iron.
Positive–negative here is the best contact with the workpiece. It is used for processing steel.
The geometric parameters of the end mill can vary in a sufficiently large range; the parameters adopted for the design with the range of their changes are given in Table 1.
End mills allow applying a wide variety of ways of fastening of cutting inserts. Therefore, a huge number of different types of such cutters are currently produced. In order to obtain the minimum radial and end runout of the cutting edges, the most complex methods of fastening allow adjusting the position of the plates in the socket [17].
In our model, we accept a variant with the fastening of cutting inserts by the screws pressing insert to a socket in the case.
The above parameters determine the basic geometric and cutting parameters of the cutter, but they can be obtained by using cutting inserts of different shapes and different manufacturers. For this purpose, the program introduced 3D models of cutting inserts from different manufacturers. An example of a cutting insert is shown in Fig. 3.

Example of 3D insert model in SOLIDWORKS.
3 Results
The design process using the program begins with the selection of the main parameters of the cutter, described in Table 1. First, it is proposed to choose the diameter of the cutter from 10 to 50 mm in increments of 2 mm. Next, select the number of teeth and set the angles of the cutting edges.
When selecting the number of teeth and assigning the angles of the cutting edges, the program does not allow you to go beyond the set range. It is also proposed to spread the teeth in diameter evenly or not evenly. Once the angles of the cutting insert are determined, the cutting insert to be applied is selected, taking into account the constraints.
In the 3D model, each parameter received a number and was presented in a table for interactive input of values. An example of a screen with a model parameter number is shown in Fig. 4.

Screen view when working with a model in SOLIDWORKS.
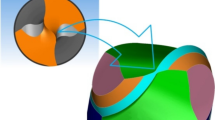
Further, the socket is formed for mounting the insert in the cutter case, according to the existing shape of the support surfaces of the cutting insert. This process is shown in Fig. 5.

Forming a socket for mounting the cutting insert.
Next, the rounding in the corners of the socket under the insert is designed to ensure tight contact between the support surfaces of the cutting insert and the surfaces in the socket on the case. To press the cutting insert to the side surfaces of the socket, the axis of the threaded hole in the case is shifted relative to the axis of the hole in the cutting insert by 0.05 mm.
The designed socket is copied as many times as the specified teeth of the cutter. The result is a model of the working part of the end mill. The result of the design is shown in Figs. 6 and 7.

Working part of the cutter.

The working part of the cutter assembly with cutting inserts.
At the end of the work, the designer can use SOLIDWORKS to edit the cutter model. The modifications can include the addition of one of the variants of the cutter shank in accordance with the standard, channels for supplying the coolant depending on the manufacturing technology and other improvements. An example of a finally designed cutter is shown in Fig. 8.

An example of end mill with cutter inserts in SOLIDWORKS.
Even more advantageous from an economic point of view is the option of developing a universal cutter case for installing the cartridge in which the cutting inserts will be mounted. Switching from one manufacturer's inserts to another manufacturer's inserts will not change the cutter case.
This technology will allow designing a lot of cartridges with different inserts, without changing the cutter case. It is proposed to make the seat in the cutter universal, so that using cartridges with different angles to install the cutting plate at any angle without changing the cutter body itself.
It should be noted that cartridges can be quickly manufactured by using additive technologies [18] with minimal mechanical processing of the base surfaces of the cartridge. Due to the fact that the cartridge has a small size, the manufacture of the cartridge is economically justified. An example of a universal cartridge for mounting a cutting insert is shown in Fig. 9.

Variant of a universal cartridge for a cutting insert.
4 Conclusion
As a result of this work, we have obtained a convenient universal parametric 3d model with a user-friendly interface that allows you to quickly design the end mill with the required parameters. Using this parametric 3D model, machine-building enterprises have the opportunity to reduce their costs and time for the development and manufacture of the desired end mill using any cutting insert.
The enterprises manufacturing own cases of cutters as much as possible minimizes the expenses on this type of the tool as the range of cases of cutters and inserts considerably decreases.
It is proposed to introduce universal cartridges with different geometries and angles for cutting inserts. Reducing the cost of manufacturing the cartridges is possible using additive technology.
References
Metal-cutting tools with replaceable carbide inserts: catalog (2013) Plant JSC “Spetsinstrument” . Russia, Georgievsk
Cutting tool (2019) https://www.spinstrument.ru. Accessed 12 Nov 2019
Metal cutting tools (2019) https://www.sandvik.coromant.com. Accessed 12 Nov 2019
Full catalog of the tool – 2014–2015 (2019) https//www.korloy-tools.ru. Accessed 12 Nov 2019
End mills (2019) https://www.korloy.com. Accessed 12 Nov 2019
ZCC-ST Main catalogue (2019) https://www.zcc-st-tools.ru. Accessed 12 Nov 2019
Filippov GV (1981) Cutting tool. Mashinostroenie, Leningrad, p 392
Volokh V, Sharivker L, Zeidner W, Bulakhov S, Gflipko V (2007) Method of manufacturing a vibration- resistant end mill. RU patent 2462336, 06.08.2007
Robert N. Mitchell (US) (1999) Mortise and end mill with universal slots for cutting plates. RU patent 212/2124970, 20.01.1999
KORLOY metal cutting tools (2019–2020) https://www.korloy.com/en/ebook/2019. Accessed 20 Nov 2019
Lukinskikh SV, Kugaevskii SS (2011) Product design in SolidWorks: studies. Handbook for students, Urfu, Ekaterinburg
Kugaevskii SS, Vlasov VV, Oreshkin AA (2017) 3D face mill model creation method using feature-based modelling. J Adv Res Tech Sci 11–17
Pritykin FN, Shmulenkova EE (2012) Basic elements of CAD of metal-cutting tools using parametric 3D modeling. Omsk Sci Bull 1(107):277–282
Yurasov SY, Yurasova OI, Ryabov EA (2016) Design and technological approaches to parametric modeling of cutting tools on the example of end radius cutters. STEEN 3:18–19
Milling cutters with SMP (2019) https://secotools.csod.com. Accessed 21 Sept 2019
Main angle in plan and chip thickness during milling (2019) https://www.sandvik.coromant.com. Accessed 21 Sept 2019
Features of designs of milling cutters equipped with hard metal (2019) https://texinfo.inf.ua/razdeli/reg_instr. Accessed 21 Sept 2019
Additivnye-tekhnologii-v-deystvii (2019) https://rostec.ru/news/. Accessed 20 Nov 2019
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Editor(s) (if applicable) and The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Bogoyavlensky, A.V., Shatilo, A.V. (2021). Computer-Aided Design of Precast End Mills Based on the Parametric Model. In: Radionov, A.A., Gasiyarov, V.R. (eds) Proceedings of the 6th International Conference on Industrial Engineering (ICIE 2020). ICIE 2021. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-54817-9_63
Download citation
DOI: https://doi.org/10.1007/978-3-030-54817-9_63
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-54816-2
Online ISBN: 978-3-030-54817-9
eBook Packages: EngineeringEngineering (R0)