
Abstract
The paper presents data from the study of the influence of methods and modes of surface plastic deformation (SPD) on the temperature of the contact region during titanium alloy processing. It shows that, as a result of deformation and the work of friction forces, heat is generated. In this case, the overall temperature field is influenced by the geometrical parameters of the part to be processed, the time of the previous treatment, the total thermal power of the sources and the nature of heat exchange with the environment. A generalized solution is given for determining the maximum contact temperatures during ball rolling and ultrasonic hardening by the method of moving sources. The authors find out that the maximum discrepancy between theoretical and experimental data, as a rule, does not exceed 12–16%. Obtaining the temperature of the contact region makes it possible to check the selected modes by the maximum possible heating temperature, which is especially important when using optimal modes of surface plastic deformation.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Surface plastic deformation processing (ball rolling, ultrasonic hardening, diamond burnishing, etc.) is one of the effective methods to increase the reliability and durability of machine parts from difficult-to-cut materials (including titanium alloys) used to manufacture parts operating in extreme conditions [1,2,3,4,5,6,7]. As is known, titanium alloys have a special combination of physical and mechanical properties: high specific durability and heat resistance, low heat and thermal diffusivity, etc. Due to the low thermal conductivity, titanium alloys are characterized by a concentration of heat in the near-contact region, which can lead to a decrease in operational characteristics. To study thermal phenomena during ball rolling and ultrasonic hardening, materials of two structural groups were used: OT-4 alloy and VT6 and VT9 alloys.
2 Determination of Maximum Contact Temperatures
Intensive processing regimes due to a significant increase in the temperature of the surface layer cause thermoplastic deformations, which reduce favorable residual compressive stresses, and in some cases contribute to the formation of residual tensile stresses [8,9,10]. The combined effect of high pressures and temperatures can lead to structural transformations. During ball rolling and ultrasonic hardening as a result of deformation and the work of friction forces, heat is generated, which is spent on heating the tool, the workpiece and on heat exchange with the environment [11, 12].
The work of friction caused by the movement of the tool on the machined surface, during ultrasonic hardening by a ball freely installed in the socket and by ball rolling is very small in comparison with the work of deformation and can be neglected. Heat transfer to the environment with an error of 1% can also be neglected [13, 14].
In the quasi-stationary stage of the process at the set thermal mode, we assume that the parts of the tool in contact with the part turn out to be warmed up to the maximum temperature, since they are constantly exposed to heat. Moreover, the contact area is continuously moving relative to the part, meeting all the time with unheated points. Therefore, the temperature gradients in the direction of the deforming tool are much smaller than the gradient in the part. Thus, the heat sink to the tool in the steady state can be neglected without a significant decrease in accuracy [15, 16]. Therefore, for ultrasonic hardening and rolling ball it can be stated that Q ≈ Qp.
Sources of heat generated as a result of plastic deformation are local under these SPD methods. In ultrasonic hardening, a variable periodic force with a frequency of ultrasonic vibrations is superimposed on a constant static force created by a deforming tool (indenter). In accordance with this, the thermal power should be considered a time-dependent variable [14].
Since the general work consists of work carried out by constant Pst and periodic force, in accordance with the principle of superposition, we consider two independent sources of heat. The power of the first is determined as follows
where K—coefficient of friction; V—speed; M—mechanical equivalent of heat.
The power of the source when rolling the ball is determined similarly.
The work of the plastic introduction of the indenter, produced by a variable periodic force, is performed with a frequency of ɷ cycles per minute. In this case, the average power of the source
where A—the work of plastic implantation; ω—the frequency of cycles.
During each cycle, the indenter deployment effort changes. Consequently, the power of the source also changes. To calculate the maximum temperatures, it is necessary to determine the largest (amplitude) power of the source q0.
We assume that the change in effort, and, accordingly, in power occurs according to a cosine law. Then
When studying the temperature fields formed during the SPD, the temperature in the deformation zone is considered as the result of the combined action of two fields: the local one, which occurs at the time of deformation of a certain part of the part and the general one arising from the heat influx from previously deformed sections [17].
The general temperature field is influenced by the geometric parameters of the workpiece, the time of the previous processing, the total thermal power of the sources, the nature and intensity of the heat exchange with the external environment. The distribution of sources in the part has practically no effect on the overall field. Therefore, for each specific case, the total heating can be determined by any known dependence, using the most simple method for schematizing the shape of the source and the type of the motion. So, the local temperature field is determined by the shape of the sources and the distribution law of the power of their heat generation and practically does not depend on the other factors listed above.
We accept that the heat source has a spherical shape and its intensity is distributed normally in three spatial coordinates. In this case, we can write
where qm—the maximum heat release intensity; c—the heat capacity; γ—the specific weight; k—the coefficient of concentration of thermal power, characterizing the shape of the curve of the normal distribution; R—radius vector of the point being considered.
For hardening with the application of ultrasound, it is recommended that the radius of the indent be taken equal to the conditional heating spot rn, where the heat release qi is 0.05 of the highest intensity in the center of the indent. In this case
Since the shape of the part practically does not affect the local temperature field, we take the surface of the part processed to be flat, representing the product itself in half-space
The surface z = 0 of the half-space is assumed to be adiabatic, and the initial temperature is assumed to be zero.
The intensity of the sources during the ball rolling can be considered constant in time, with ultrasonic hardening, a periodic change in intensity occurs. In this case, the most interesting is the maximum temperature in the steady-state stage of the SPD process.
We determine the local component of the temperature field at the maximum temperature of the deformation zone. We assume that the maximum value of the contact temperature is close to the temperature of point 0 (0, 0, 0), at which the intensity of the heat sources is greatest. It should be noted that at high speeds of the source, the temperature maximum can be slightly shifted from the central point (0, 0, 0) in the direction of the lag along the axis OX. Assuming in the equality \(X = Y = Z = 0 \,\) and noting that in this case
we find the image of the maximum contact temperature for an arbitrary distribution of sources [18,19,20]
where \(\alpha = \frac{{V^{2} }}{4a}\);—coordinates of the points of location of heat sources at time points; p—Laplace transform parameter.
With ultrasonic hardening, two independent heat sources operate. The temperature T1 arises from the action of a constant power source q1. Temperature fluctuations T(t) are superimposed on it, which arise as a result of an additional action, which depends on time and changes according to the sinusoidal or cosine laws of the variable source q0(t). If we assume that the intensity of a variable power source q0(t) varies in time with frequency ω in a cosine dependence, then the total thermal power
where q0—the amplitude value of the variable component of thermal power.
The resulting temperature T(t) in the quasi-stationary stage of the process can be written as the sum of the constant component of temperature T1 arising from a constant source q1 and the variable component T0(t) from the action of the source \(q_{0} \left( t \right) \,\),
In this case, each component of the contact temperature can be searched separately, solving two independent tasks. To determine the variable component of the steady-state temperature T0(t), we use (with some modifications) the method proposed in [8]. It is more convenient to present the dependence of the oscillating power of the source on time in a complex form, assuming
To calculate the maximum temperature of the contact region T(t) during ultrasonic hardening, a constant component of the contact temperature should be added to the amplitude value of the variable. The local temperature thus found is added to the overall field temperature, which is determined each time depending on the processing conditions and the shape of the workpiece:
where l is half the width of the contact strip (imprint radius); qcp—the average heat flux equal to the heat power referred to the middle of the surface of the belt; λ—the coefficient of thermal conductivity, K0(x) and K1(x) are the MacDonald functions of zero and first orders, respectively; Vs is the velocity of the source.
The temperature during SPD in the contact zone was studied in the ANSYS software package using the finite element method.
The task is axisymmetric elasto-plastic and has a three-dimensional (3D) character, but to simplify the calculation, it is performed in a two-dimensional (2D) model. The solution obtained for the section (2D) applies to the entire model.
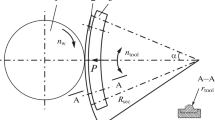
Contact interaction of two surfaces is simulated: spherical (tool) and flat (part). The axis of the sphere is fixed in the direction of the x-axis, the cylinder is fixed on the lower surface in all directions. The force Fn that acts on the surface of the sphere is determined during loading by the displacement of this surface along the y-axis. Tool material (ball material)—ShH15 steel; the processed material is titanium alloy VT-9.
Properties of materials: isotropic elastic ball with modulus of elasticity E1 = 2.2 × 105 MPa and Poisson’s coefficient ν1 = 0.33, simulated part isotropic elastic-plastic with modulus of elasticity E2 = 1.18 × 105 MPa, Poisson’s coefficient ν2 = 0.35, breaking point σв = 1300 MPa.
We break the surfaces into finite elements, creating a finer mesh at the contact points. The results of determining the temperature in the contact region are presented in Fig. 1.

Temperature distribution during SPD of titanium alloy VT-9 a ball rolling: V = 50 m/min, pH = 1500 N, b ultrasonic hardening: V = 50 m/min, Pst = 250 N, c ultrasonic hardening: V = 100 m/min, Pst = 250 N.
As you can see, with ultrasonic hardening, the maximum temperature does not exceed 170 °C, and when ball rolling—180 °C, which indicates the identical effect of both methods on the temperature under optimal processing conditions. At the same time, with an increase in speed from 50 m/min to 100 m/min during ultrasonic hardening, the temperature in the contact zone increases from 174 to 596 °C, while the heating zone decreases significantly, since due to the low thermal conductivity of the VT-9 alloy and the high processing speed the heat flow does not have time to spread deep into the metal.
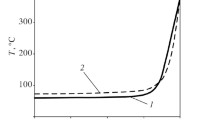
In the process of an experimental study of temperature, the basic parameters of the process of ultrasonic hardening and ball rolling—the value of the static (normal) force and speed—were changed. The analysis of the results obtained theoretically and experimentally showed their good convergence. From the graphs shown in Fig. 2, it follows that the maximum temperature in the contact zone is determined by the force and processing speed, i.e., parameters that determine the amount of heat released in the contact area.

Dependence of the temperature in the contact zone on the effort and speed during ultrasonic hardening of the alloy OT-4: 1. V = 15 m/min; 2. V = 30 m/min; 3. V = 50 m/min, empty circle—experimentally; filled circle—in theory.
During ultrasonic hardening with an increase in force from 100 N to 350 N and a speed from 15 m/min to 50 m/min, the maximum temperature rises from 600 to 1700 °C. During ball rolling, a similar dependence is observed.
3 Conclusion
A generalized solution is proposed for calculating the maximum contact temperatures during ball rolling and ultrasonic hardening by the method of moving sources.
It was found that the maximum discrepancy between theoretical and experimental data, as a rule, does not exceed 12–16%.
Determination of the temperature of the contact region makes it possible to check the selected modes by the maximum possible heating temperature, which is especially important when using optimal modes of surface plastic deformation.
References
Nerubaj M, Kalashnikov V, Shtrikov B (2005) Physico-chemical methods of processing and assembly. Mechanical engineering, Moscow
Gubanov V (2010) Finishing and hardening of parts by smoothing. Strengthening Technol Coat 8:3–5
Kazantsev V, Kudryashov B, Nigmetzyanov R, Prikhodko V, Fatyukhin D (2009) Ultrasonic surface plastic deformation. Bulletin of the Kharkov National Automobile and Highway University, Kharkiv
Gubanov V, Gerasimov V (2006) Comparative evaluation of the quality of processing of cylindrical surfaces by cutting and smoothing. Technol Mech Eng 3:17–18
Gubanov V, Marfitsyn V, Orlov V, Shirtladze A (2008) Smoothing technology. Repair Restor Modernization 11:36–38
Gubanov V, Orlov V, Maslov D (2005) A new way of finishing by pressure. Technol Mech Eng 12:20–21
Dvoivnev A, Barats F, Aleksandrov S (2007) Improvement finishing and hardening treatment Surface diamond burnishing. Autom Mod Technol 4:36–39
Vologin M (2002) The use of ultrasound and explosion during processing and assembly. Mechanical engineering, Moscow
Markov A (1989) Ultrasonic processing of materials. Mechanical engineering, Moscow
Smelyansky V (2002) Mechanics of hardening of parts by surface plastic deformation. Mechanical engineering, Moscow
Gubanov V (2002) The formation of residual stresses when ironing parts with a wear-resistant tool. Strengthening Technol Coat 7:6–9
Ovseenko E (2011) The surface layer of non-rigid parts hardened by surface plastic deformation. Bulletin of the Kharkov National Automobile and Highway University, Kharkiv
Reznikov A (1986) Thermophysics of the processes of mechanical processing of materials. Mechanical engineering, Moscow
Reznikov A, Reznikov L (1990) Thermal processes in technological systems. Mechanical engineering, Moscow
Barats A, Kochetkov V (2013) Cooling of the deformation zone during finishing and hardening treatment by increasing the heat flux into the tool. Strengthening Technol Coat 6:33–37
Papsheva N, Akushskaya O (2012) The effect of SPD on the temperature in the contact area. SSAU, Samara, pp 303–305
Barats I, Maslyakova I, Barats F (2011) Mathematical models of technological thermophysics and physical interactions. SSTU, Saratov
Ilyicheva O (2012) The technology of logical modeling and analysis of complex systems. Eng Bull Don 4
Dec G (1989) Guide to the practical application of the Laplace transform. Science, Moscow
Neumoina N, Belov A (2006) Thermal processes in a technological cutting system. Polytechnic, Volgograd
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Editor(s) (if applicable) and The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Papsheva, N., Akushskaya, O. (2021). Thermal Processes in Surface Plastic Deformation of Difficult-to-Cut Materials. In: Radionov, A.A., Gasiyarov, V.R. (eds) Proceedings of the 6th International Conference on Industrial Engineering (ICIE 2020). ICIE 2021. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-54817-9_113
Download citation
DOI: https://doi.org/10.1007/978-3-030-54817-9_113
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-54816-2
Online ISBN: 978-3-030-54817-9
eBook Packages: EngineeringEngineering (R0)