
Abstract
The paper focuses on the theoretical and experimental studies of metal bonded diamond grinding wheels, which are used for the single-point cutting tools finishing. Grinding wheels with coated diamond grains were analyzed. The effect of coatings on the stress-strain state of the system “bond – diamond grain – metal phase – coating – workpiece” was studied. A significant decrease of the stresses in the system compared to the wheels with uncoated diamond grains was found. The presence of coatings significantly improves the retention of the wheels grains and opens up the new possibilities for the control of the wheels cutting relief in a grinding process. Metal coatings on abrasive grains also play a positive role in the combined grinding process with the electrochemical effect due to an increase the electrical conductivity of a wheel and stabilizing its cutting relief. The issues of directional shaping of the cross profile of the wheels working relief in a grinding process were considered. A mathematical model of the electrochemical effects on the wheels working surface has been developed to provide the integrated relief control.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Finite element method
- Single-point cutting tools
- Stress-strain state
- Directional shaping
- Electrochemical effect
1 Introduction
The successful use of polycrystalline superhard materials (PSHM) for high-performance machining is determined by their physical, mechanical and operational properties – hardness, thermal conductivity, wear resistance, etc.
Realization of specified properties of the PSHM single-point cutting tools largely depends on the effectiveness of their finishing machining (sharpening).
The most promising method is the combined grinding process by electrically conductive wheels with coated diamond grains and using the electrochemical effects on the working surface of the wheel. Such technology contributes increasing the productivity of the processing, its stability, which favorably affects the quality of the working elements of the tools.
Mathematical modeling of the shaping process ensures a comprehensive control of the working surface parameters in a real process mode.
The objective of this paper was to establish the physical features in the zone of contact of coated abrasive grains with the processed polycrystalline superhard materials; to develop the practical recommendations for the PSHM single-point cutting tools grinding with the shaping of the grinding wheels working surface under the machining conditions.
2 Literature Review
Polycrystalline superhard materials play a rather important role in machining. New fields of their use as tool materials can be found until there remain their unexhausted possibilities [1, 2].
An important trend in the PSTM single-point cutting tools manufacturing is the tendency to avoid the removal of large allowances when sharpening. It is achieved either by obtaining of the PSHM desired shape (for example, at sintering), or by the cutting of large PSHM tablets on the required workpieces using the laser technologies or methods of electrical discharge machining (EDM).
The efficiency of the EDM method depends essentially on the electrical properties of the processed polycrystals. A certain amount of a metal binder is introduced into their composition, which leads to a deterioration of the PSHM properties [3, 4].
The optimal method is the combined grinding with the electrochemical effect on the base of use the electrically conductive bonded wheels with diamond grains [5, 6]. This technology makes it possible to reduce the manufacturing cost, to improve the production efficiency and sustainability of the process. In addition, at wheels pre-profiling by the electrochemical method the small values of an interelectrode gap between the cathode and wheel can be used (the value can be limited by the height of the grains protrusion over the bond level). As is generally known, it allows increasing the machining accuracy.
Further development of the combined grinding process on the base of the electrochemical effect is associated with the need to increase the grains utilization factor in diamond wheels. To solve this problem, the use of metal coatings on diamond grains has been proposed [7, 8]. Metal coatings increase the electrical conductivity of a wheel, and provide the cutting relief stabilizing. The coatings also prevent the destruction (crushing) of diamond grains at the grinding tool manufacturing and ensure its high operational properties [1, 2].
To determine the role of metal coatings on diamond grains the finite element method (FEM) was used. It allows evaluating the stress-strain state of the grinding zone. At the same time, there are practically no results of the stress-strain state of the system “bond – diamond grain – metal phase – coating – workpiece”, which largely determines the machining efficiency. There is no data on the complex control of the relief parameters at a directional electrochemical effect in a real grinding process.
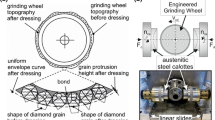
Currently, the correlation of the wheels working relief with the effectiveness of grinding process is an established and highly relevant research area [9]. The cross profile is characterized by the dependence of distances from the most protruding grains up to the conditional outside surface along the wheel width.
The basic requirements for ensuring the process stability are the specified cross profile and sufficient development of the diamond wheel working relief. The latter can be achieved by the dosed impact on the wheel bond during the grinding. It creates the prerequisites for the self-sharpening mode of the wheel without direct contact of the bond and workpiece. The lack of bond surplus friction allows reducing the cutting forces and grinding temperature. The regulation of the intensity of shaping across the wheel’s width is a quite complex scientific and technical problem that can be solved by modeling.
3 Research Methodology
The software COSMOS, ANSYS and NOSTRAN, intended for research by the finite element method, were used [10].
These packages (in a universal configuration) allow the following tasks to be solved: determination of the stress-strain state of the system “bond – diamond grain – metal phase – coating – workpiece” under the static effects (linear statics); determination of the stress-strain state using the nonlinear models (physical, geometric nonlinearity).
The main stages of the analysis by FEM were as follows: 1 – synthesis of the system functional; 2 – division of the system into finite elements and the choice of coordinate functions; 3 – construction of stiffness matrices and reduction of the load to the vector of nodal loads; 4 – synthesis of the canonical equations; 5 – solving the system of the canonical equations and determining the values of the degrees of freedom of the system; 6 – determination of the stress-strain state of the considered system.
Taking into account the PSHM processing conditions by the electrically conductive wheel with coated diamond grains, the coatings up to half the grain size are of particular interest.
The theoretical basis for the production of such coatings has been developed; the technology of their deposition has been well worked out in a practice [1, 2]. The most common is a coating with 56% nickel content; however, the percentage of the metal content can be changed at a customer request. This technology allows the relief coatings to be obtained. It is possible to control the relief degree of the grains surface.
The electrochemical effect on the wheel bond was chosen as the basic method of the diamond wheels’ cross profile shaping [9]. In width and length, the cathode was divided into electrically isolated areas with the possibility of the time control of current flow through each of them. It allowed expanding the cross profile control capabilities.
4 Results
4.1 Analysis of the Stress-Strain State
3D model of the system “bond – diamond grain – metal phase – coating – workpiece”, obtained by the FEM, and the results of the reduced stresses calculation are shown in Fig. 1.

Design scheme of system “bond – diamond grain – metal phase – coating – workpiece” (a) and results of reduced stresses (b).
3D analysis has shown that the presence of the metal coating on a diamond grain makes significant adjustments to the stress-strain state of the system (Fig. 2). Compared to uncoated grains it results in reducing of deformations and stresses.

Comparative analysis of stress-strain state in uncoated diamond grain (a) and grain with nickel-based coating (b).
Hypothesis about the conditionality of the low reliability of the PSHM single-point cutting tool by the presence of a metal phase has been considered.
The metal phase contributes to cleavage of the cutting edge at high temperatures, due to higher values of the coefficient of thermal expansion of the metal phase compared with diamond.
The condition of the PSHM tools cutting edges depends substantially on the size, amount and distribution pattern of the metallic inclusions in polycrystals (Fig. 3). This is due to the temperature factor. To reduce the influence of the temperature factor in the sharpening of the PSHM single-point cutting tool, it is necessary to control the parameters of the wheels working surface.

Influence of large (a) and fine (b) metal phase inclusions (up to 80 and 20 µm, respectively) in polycrystalline superhard materials on stress-strain state of cutting edge of single-point cutting tool.
4.2 Shaping of Diamond Wheels Working Surface When Grinding
Shaping the cross profile of the diamond wheels working relief involves the electrochemical effect on a grinding wheel bond [9].
The conditional current density ic, which determines the intensity of the electrochemical effect, is a basic physical parameter of the shaping process. It is possible to ensure the process controllability by changing the conditional current density over the width of a grinding wheel under the law, determined by the required intensity of the electrochemical effect ν(x).
The conditional current density ic(x) that depends on the current density between the cathode and grinding wheel ik(x) is defined as:
where L – length of a working part of the cathode; Dw – diameter of the grinding wheel.
Therefore, regulation of the conditional current density ic(x) should be carried out by changing the current density between the cathode and grinding wheel.
Due to impossibility of the ik(x) direct measurement it is advisable to accept the value of the current in a control circuit Ic as the technological parameter for controlling the rate of electrochemical dissolution of the wheels bond.
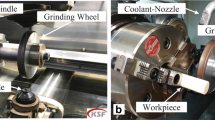
The parameters of the directed electrochemical shaping of the working surface of a grinding wheel are shown on Fig. 4.

Parameters of directed electrochemical shaping of grinding wheels surface.
The current density between the cathode and grinding wheel at the quasi-parallel inter-electrode gap:
where U – part of the voltage on the electrodes, which is used for the process of electrochemical dissolution (further – the voltage on the electrodes); χ – specific electrical conductivity of the electrolyte; δ – interelectrode gap.
In order to expand the control possibilities it is advisable to divide the cathode into electrically isolated areas by width and length. It allows regulating the time of current flow through each of them.
Each of j-electrically isolated area on the cathode-working surface is characterized by the length in the longitudinal direction lj, the applied voltage Uj, the duration of the voltage supply τj for a certain period of time Tj, the interelectrode gap δj, and the current density between the cathode and grinding wheel ikj. While grinding wheel rotation all the parts of its working surface consistently pass through the control zone and they are exposed to the electrochemical effect of all the electrically isolated areas N of the electrode. The current density is averaged along the length of the working part of the cathode L.
The equation of the average current density on the ring element Δx is:
Analysis of the Eq. (3) to determine the possibility of the current density control across the working width allows the following conclusions:
-
interelectrode gap δj is impractical to discretely change on different areas of the cathode; in common case, it is necessary to set the gap as a monotonically varying on a width and length of the cathode working surface δ(x,z);
-
length of electrically isolated areas lj can vary across the cathode width;
-
when applying of various voltages Uj ≠ const, there is a necessity of the areas location on a sufficiently large distance from each other; it is more expedient to use the feeding of the same voltage to all the areas (Uj = U = const);
-
duration τj and voltage feeding period Tj are the most convenient control parameters of the electrochemical shaping; they can be adjusted by means of relatively simple automation equipment.
The averaged current density in an arbitrary section x across the width of the working surface of the grinding wheel:
where χ – specific electrical conductivity of an electrolyte; L – length of the cathode working part; lj – length of the electrically isolated j-areas on the cathode working surface (0 < jj ≤ L); τj, Tj – duration and period of the voltage feeding on electrically isolated areas of the cathode, respectively; U – voltage on electrodes; δj – average value of an interelectrode gap on the length of electrically isolated area in a section x; N – number of electrically isolated areas on the cathode working surface.
Transition from the average current density \( \bar{i}_{{\text{k}(\text{x})}} \) between the cathode and grinding wheel to the conditional current density icj is based on the Eq. (1). After simple transformations the conditional current density across the width of the grinding wheel working surface is:
where D(x) – grinding wheel diameter, corresponding to the x coordinate across the width; designations of other quantities are given above.
Taking into account the dependence of the linear rate of electrochemical dissolution on the conditional current density (\( {\nu = \varepsilon \upeta }i_{\text{c}} \)), we can get the law of control the cross profile of diamond wheels:
where ε – electrochemical equivalent; η – current output coefficient; χ – specific electrical conductivity of an electrolyte; U – voltage on electrodes; D(x) – diameter of a wheel in the x section; τj, Tj – duration and period of time of the voltage feeding on the j-electrically isolated area on the cathode surface, respectively; a(x)j, b(x)j – equations of the lower and upper boundaries of the j-electrically isolated area, respectively; δ(x,z) – interelectrode gap on the width x and length z of the cathode working surface; N – number of the electrically isolated areas.
A special case of the Eq. (6), when the interelectrode gap varies only along the width of a wheel (δ(x) = f(x)) or it is equidistant (δ = const) to its working surface, is of practical interest:
Equations (6) and (7) allow determining the linear intensity of the electrochemical effect on the wheel surface, depending on given boundaries of electrically isolated areas on the cathode surface and the physical parameters (voltage on the electrodes U, specific electrical conductivity of the electrolyte χ, the interelectrode gap δ).
The technological parameter of control current Ic was determined by integrating the Eq. (5). Ic corresponds to the average current flowing through all the electrically isolated areas on the cathode working surface during τj ≥ Tj(max):
5 Conclusions
The PSHM single-point cutting tools machining (sharpening), based on the use of metal bonded grinding wheels with diamond grains in combined processes, is quite effective. One of the ways to improve the technology is the use of coated grains that leads to a significant increase of their utilization rate.
Principles of the directional shaping of the electrically conductive grinding wheels with coated diamond grains in a real process have been proposed. This allows maintaining the parameters of the wheels working surface (cutting relief and cross profile) at a given level or their regulation when changing the grinding conditions.
The developed mathematical model of the electrochemical effect provides solving the problem of predicting the shaping intensity at the complex control of the relief parameters of diamond wheels.
The characteristics of the cathode-working surface (amount, shape and location of electrically isolated conductive areas) were determined for the specific grinding method with allowance of the required electrochemical intensity and the interelectrode gap configuration.
References
Mamalis, A.G., Kundrák, J., Manolakos, D.E., Gyáni, K., Markopoulos, A., Horvath, M.: Effect of the workpiece material on the heat affected zones during grinding: a numerical simulation. Int. J. Adv. Manuf. Technol. 22(11–12), 761–767 (2003)
Wang, W., Su, C., Yu, T., Zhu, L.: Modeling of virtual grinding wheel and its grinding simulation. Key Eng. Mater. 416, 216–222 (2009)
Jeuning, M.: Supreme performance from Syndite CTC 002. Ind. Diamond Rev. 50(5), 151–153 (1990)
Кönig, W., Panten, U., Dauw, D., Levy, G.: Technische keramikenfunken erosive bearbeilen. Werkslaff und Belrieb 122(8), 665–668 (1989)
Sokhan, S.V., Maystrenko, A.L., Kulich, V.H., Sorochenko, V.H., Voznyy, V.V., Gamaniuk, M.P., Zubaniev, Ye.M.: Diamond grinding the ceramic balls from silicon carbide. J. Eng. Sci. 5(1), A12–A20 (2018)
Ivanov, V., Dehtiarov, I., Pavlenko, I., Kosov, I., Kosov, M.: Technology for complex parts machining in multiproduct manufacturing. Manage. Prod. Eng. Rev. 10(2), 25–36 (2019)
Markopoulos, A.P., Kundrak, J.: FEM/AI models for the simulation of precision grinding. Manuf. Technol. 16(2), 384–390 (2016)
Mamalis, A.G., Grabchenko, A.I., Fedorovich, V.A., Kundrak, J.: Simulation of effects of metal phase in a diamond grain and bonding type on temperature in diamond grinding. Int. J. Adv. Manuf. Technol. 58(1), 195–200 (2012)
Ohmori, H., Marinescu, I.D., Katahira, K.: Electrolytic In-Process Dressing (ELID) Technologies: Fundamentals and Applications. CRC Press, Boca Raton (2011)
Bashistakumar, M., Pushkal, B.: Finite element analysis of orthogonal cutting forces in machining AISI 1020 steel by using a carbide tip tool. J. Eng. Sci. 5(2), A1–A10 (2018)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Grabchenko, A., Dobroskok, V., Ostroverkh, Y., Fedorovich, V., Pupan, L. (2020). Features of Using Metal Coatings on Diamond Grains in Electrically Conductive Grinding Wheels When Machining Polycrystalline Superhard Materials. In: Tonkonogyi, V., et al. Advanced Manufacturing Processes. InterPartner 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-40724-7_5
Download citation
DOI: https://doi.org/10.1007/978-3-030-40724-7_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-40723-0
Online ISBN: 978-3-030-40724-7
eBook Packages: EngineeringEngineering (R0)