
Abstract
The experimental data on the restoration of worn surfaces of cast-iron rolls of rolling mills and microplasma hardening on their durability have been analyzed. The microstructure of the surface of the worn roll and microstructure at a distance of 3.5 mm from the roll surface is presented. The microhardness of white cast iron in the surface layer of a worn roller for various distances from the surface is presented. The structure of the deposited cast iron at low and high cooling rates is shown. The methods of refinement and re-polishing, spray plasma, gas flame, detonation, ion-plasma, electro-erosive strengthening, laser hardening, microplasma strengthening were analyzed to provide the optimal structure of cast iron after surfacing the roll. After a detailed analysis of these methods, a method of a microplasma strengthening for the continuation of the operational properties of welded cast iron rollers was proposed. During the strengthening with the use of high-temperature heating sources of worn surfaces of cast-iron rolls, their service life is significantly increased. The restoration of the worn surfaces of the cast-iron rolls by surfacing, and then microplasma hardening increases their durability.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Over the past decade, the problem of improving the reliability of machines and mechanisms has become extremely important. This problem is most relevant to industries such as mechanical engineering, metallurgical, chemical and oil in which the equipment is working in difficult conditions of high temperatures and loads, corrosive environments. The task of reducing operating costs for the repair of rolling mills can be solved primarily by increasing the life of critical parts that wear out quickly. Increasing the durability of a part is especially important if it depends on the performance of a high-performance unit, and its replacement is associated with idle time. Changing the mill rolls is time-consuming and reduces its performance. For example, on quarto mills of cold rolling of thin tin-plate, the work rolls are changed every 3–4 h of their work, and this operation requires 10–15 min, during which the mill does not work. Change of rolls in other mills is much less frequent (after 1 shift or even several days), but in these cases, it takes more time because it is associated with laborious operations (for example, 1–1.5 h is necessary to change blooming rolls). Along with traditional methods of strengthening, such as thermal, chemical-thermal treatment, spray coating methods using high-temperature heating sources are used. These include plasma, flame, detonation, ion-plasma, high-frequency spraying, and submerged arc welding. For spraying and surfacing, various powder and wire materials, including metal, ceramic, metal-ceramic, metal-polymer compositions are used.
2 Literature Review
Factors that affect the wear of the roll metal include:
-
sliding of the rolled metal, along the rolls during the passage of the deformation focus;
-
temperature conditions of friction and cooling of rolls;
-
the presence of a moving intermediate layer;
-
the chemical composition of the rolled steel;
-
quality of rolls;
Wear on the surface of the roll can be distributed unevenly, which is due to the uneven heating of the rolled metal, the uneven distribution of the reduction, the unevenness of the hardness of the roll metal, and is also related to the condition of the reinforcement and the correctness of the rolling mill setting [4, 5]. Increasing the service life of cast iron rolls is possible due to the restoration of worn working surfaces [6, 7]. The problem is in the complexity of compliance with the structure of cast iron rolls series SShNN-50 (alloyed cast iron rolls with nodular graphite) and SPKhN-69 (alloyed cast iron rolls with lamellar graphite) under the influence of temperature [8,9,10,11,12].
For spraying and surfacing, various powder and wire materials, including metal, ceramic, metal-ceramic, metal-polymer compositions, are used. Using such coatings, in most cases, it is possible to achieve an increase in the durability of parts that wear out quickly, in 2–8 times. Recently, methods based on the use of local high-temperature heating sources, which include laser, electron-beam, plasma, and microplasma, have become widespread.
3 Research Methodology
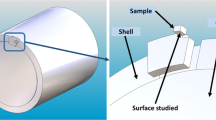
The microstructure of the surface layer of the worn-out cast iron roll is as follows: the dendritic crystals are oriented according to the norms to the working surface, which increases the wear resistance. Propagation of thermal fatigue cracks is mainly at perlite areas. There are a lot of cracks, but the depth of their penetration does not exceed 1 mm (Fig. 1). The microhardness was determined with the PMT-3 device at a load of 1 N and an exposure time of 5 s Micro-investigations showed that at a distance of 3.5 mm from the surface the metal has a perlite-carbide structure with a small number of rounded graphite particles (most of the bleached layer is removed during reconditioning and wear) (Fig. 2). At the surface at a distance of up to 1 mm in depth, the structure of white iron undergoes great changes. Graphitization occurs under the influence of cold work hardening and heating. Cementite portions are separated by isolated graphite plates. Graphite is observed over displacements surfaces. The microhardness of perlite is 3860 MPa, cementite is 11000 MPa. There is a similar orientation of graphite in all crystals: its plates are located mainly perpendicular to the axis of the dendritic crystal and parallel to the working surface. Isolation of a part of the carbon in the form of graphite leads to a corresponding decrease in the hardness of neighbouring sections of cementite. The results of the investigation of the microhardness of structural components at different distances from the surface are presented in Table 1.

The microstructure of the surface of the worn roll. Zoom = 450×.

Microstructure at a distance of 3.5 mm from the roll surface. Zoom = 450×.
The data of Table 1 shows that the hardness of perlite and unchanged cementite remains practically constant. The hardness of the iron solution in the cementite is reduced almost twice in the working surface of the roll. Plates of graphite are located along displacement planes oriented across thermal fatigue cracks. This facilitates the separation and crumbling of small parts of cementite and prevents deep tearing. After crumbling, graphite enters the work surface and serves as a lubricant, which prevents adhesion during friction.
The high wear resistance of cast iron rolls is due not only to the high hardness of the cementite but also to the nature of the structural changes occurring during the wear process - a kind of graphitization in the surface layer. Perlite component of cast iron does not undergo any changes. A method of submerged arc welding to restore the worn-out surfaces of the cast-iron roll is provided. The surfacing of rolls is performed on a specialized roll surfacing unit.
Increasing the stability of a part is especially important if it depends on the performance of a high-performance unit, and its replacement is associated with idle time. This is the reason for the great technical and economic efficiency of surfacing in the engineering industry. The change of mill rolls takes a lot of time and reduces its productivity. For example, in quarto cold rolling mills of thin sheet metal, the replacement of work rolls is performed every 3–4 h of their work, and this operation requires 10–15 min, during which the mill does not work. Replacement of rolls on the other mills is much less frequent (after 1 shift or even several days), but in these cases, it takes more time because it is associated with laborious operations (for example, 1–1.5 h is needed to change the blooming rolls). Preparation of rolls for the surfacing is as follows:
-
1.
The worn rolls are checked by visual inspection for external defects: crumbling the metal deposited layer, annular longitudinal cracks, grid ignition, and other defects;
-
2.
The ultrasonic inspection of the necks, calibres and also blades of rolls for the presence of cracks and other internal defects is carried out. For ultrasound testing on the surface of the blades, the contamination (oil, dust) is cleaned. The surfacing on the bottom of the gauge is not performed if it is not possible to carry out the ultrasonic calibrations.
-
3.
The worked-out calibres are machined (reconditioning) on the roll-turning lathe until the defects are removed completely: the ignition grid, ring cracks, cold working, shells with the formation of a horizontal plane along the bottom of the calibre. The reconditioning is performed to a depth of not more than 80 mm. Surface roughness should not be lower than Ra 12.5.
-
4.
The suitable rolls for further reconditioning are, in which a crack spread to depth is no more than the roll body and by all sizes up to 80 mm per side.
-
5.
Cutting of intermittent and continuous cracks, which is located on the roll body and calibers, as well as other defects to a depth, which is not exceeding the maximum permissible value (80 mm), is performed on a roll-turning lathe, the angle between vertical walls must be within 40–45° with a smooth transition from walls to the bottom.
Mode of surfacing (current strength, voltage, the roll rotation speed, feed rate of the welded wire etc.) significantly influences the process of surfacing and it is adjusted depending on the profile of the calibre, material and diameter of the roll, material of electrode and flux. It is usually selected experimentally, but the main parameters of the process are provided by technological instruction.
Surfacing by electrode wire under a flux can be carried out in many variants using a surfacing wire of various composition and various fluxes, for example, welding flux AN-348-A, the chemical composition of which is presented in Table 2. The chemical composition of the 30HGSA wire is presented in Table 3.
The surface of the wire for surfacing should be clean, without scale, without traces of rust and oils, without dents and tears. The flux for surfacing should be dry. If the flux is moistened (the appearance of gas pores in the weld metal), it must be dried in an electric furnace at a temperature of 150–200 ℃ for some period of time. Before surfacing, flux must be sifted through a sieve with holes of no more than 5 mm and separated from various mixtures (large pieces of slag crust). The hardness of welded layers:
-
wire PP-35V9H3SF - 415-495 HB;
-
wire PP-AN-147 - 350-400 NV;
-
wire NP-60H3V10F - 400-495 HB;
-
wire NP-30HGSA - 180-220 HB;
-
wire NP-30HGSA - 220-330 HB.
The use of electrical wire heating with arc surfacing under flux is characterized by the fact that the increase in the emission of the electrode wire is accompanied by an increase in the deposition rate and a decrease in the degree of influence of the base metal on the composition of the deposited layer. When single-electrode surfacing under flux in order to avoid excessive penetration of the base metal, it is necessary to:
-
1.
Choose a material for surfacing, considering the influence of the base metal on the composition of the deposited layer;
-
2.
Limit the depth of penetration by denser deposition of rolls during surfacing;
-
3.
Ensure the proper thickness of the deposited layer by the multilayer surfacing.
Before surfacing, the rollers are heated by gas burners to a temperature of 280–320 ℃. The uniformity of heating is provided by the rotation of the roll and the simultaneous installation of four burners located along the entire length of the renewable section. The heating is performed for 8–12 h. Monitoring of the heating temperature of the rolls is made by the device, which provides temperature control in the specified ranges. The temperature is controlled 2–3 times during the shift at a distance of 100 mm from the deposited portion of the roll. If the temperature drops to 280 ℃ at a distance of 100 mm from the deposited roll, the surfacing must be immediately stopped and it is necessary to preheat the roll.
The bottom and the release of calibres (a roll barrel, if necessary) are subjected to the restoration by surfacing. The rolls prepared for surfacing should be thoroughly cleaned from grease, rust, and contamination. Surfacing mode depending on the diameter of the wire is selected from Table 4. The performance of surfacing is measured by the amount of metal deposited per unit time.
If there are gaps on the bottom after removal of cracks, it is necessary to weld them with a welding wire S08A Ø5 under a layer of AN-348A or ANC-1 flux in the following modes: Iw = 500–750 A; Vwf = 45–65 m/h; Vw = 25–50 m/h.
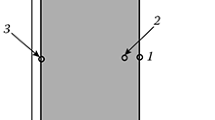
When surfacing a massive part without heating, the hardness of the deposited cast iron reaches 49 HRC, when surfacing a thin plate or with high preheating it is about 41 HRC. After the completion of surfacing, the roll is heated again to 390–400 ℃, then it is placed to a thermally insulated box or furnace for slow cooling to 60 ℃. This is done to relieve internal stresses. To remove the welding stresses, the rolls are subject to heat-treatment - annealing. The roll, which is cooled, is processed on a roll-turning lathe (Fig. 3).

The structure of the deposited cast iron: a - at low cooling rate, hardness 41 HRC, b - at a higher cooling rate, hardness 49 HRC.
Studies have found, that the maximum efficiency of surfacing is achieved when the wear resistance and corrosion resistance of the weld metal is higher than the wear resistance of the base metal. As a result of the use of deposited rolls at the metallurgical plant, their stability is increased by 11%. The stability of the deposited cast-iron rolls is 6–8 times higher than the resistance of steel non-hardened and 3–6 times higher than the resistant of steel hardened rolls. Consumption coefficients were reduced, the productivity of rolling mills was increased, and a significant economic effect was obtained. In the study of the microstructure of the deposited cast iron roll, it has been found that deep heating leads to disruption of cast iron roll structure [3]. This means that traditional heat treatment methods, such as annealing, remove internal stresses, but cannot provide the required wear resistance of the weld layer [3]. The following methods were analyzed to provide the optimal structure of cast iron after surfacing the roll:
-
refinement and re-polishing;
-
spray plasma, gas flame, detonation, ion-plasma;
-
electro-erosive strengthening;
-
laser hardening;
-
microplasma strengthening.
4 Results
After a detailed analysis of these methods, a method of a microplasma strengthening for the continuation of the operational properties of welded cast iron rollers was proposed. The advantages of this method include local heating and a high concentration of thermal energy in the heating zone, protection of the treated metal from oxidation, as well as relative simplicity and relatively low initial cost of the equipment. The roller strengthening requirements are:
-
1.
Depending on the group of mill rolls, one of the strengthening options is selected: with reflow or without reflow.
-
2.
For strengthening with reflow, the surface of the gauges turns out to be rough, ensures good capture of the workpiece.
-
3.
For strengthening without reflow on the rolls of the middle and front-edge groups, the surface of the calibre should not have a rough roughness.
-
4.
Ensuring constant properties over the entire surface of the gauge is achieved by overlapping the plasma arc of the hardened track by the size of half of the plasma spot.
-
5.
Ensuring the stable operation of the arc and the prevention of splashing of particles of liquid metal on the surface of the calibre is facilitated by the supply of protective gas to the plasmatron nozzles.
-
6.
To obtain the required quality on the surface of the calibre, it is necessary to begin the process of strengthening with a deflection of 1,5–3 mm from the calibres.
-
7.
Strengthening of rolls should be carried out on a permanent basis, providing the same thickness of strengthening on both rollers.
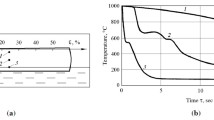
Microplasma technology is one of the local methods of heat treatment. The essence of the microplasma strengthening process consists in high-speed heating (102–105 ℃/s) of the microplasma arc of the surface layer sections and its cooling (102–104 ℃/s) due to intensive heat removal to the roll mass, which ensures for the formation of fine structures that have high wear resistance. A significant advantage of microplasma strengthening, as compared to plasma, gas-plasma, and electro-contact heating, is to obtain a large differential power density (more than 103 W/cm2) with a low integrated thermal power (less than 8 kW), which results in a low level of thermal stresses during treatment. The strengthened layer is formed when processing the microplasma arc with the sequential formation of the annular path for one “stream” from its edges to the middle, and for the next - from the middle to the edges. Arc compression is usually achieved by intensive cooling of the arc with axial, radial or vortex gas flow, as well as with liquid. Compression of the arc column makes it possible to significantly stabilize the anode spot, reducing its movement along the treated surface, and significantly increase the energy density in the anode spot.
The study results of the surface layer structure of the deposited cast-iron roll after microplasma strengthening showed that the reinforcing effect is achieved as a result of grinding (to the size of 5 μm) perlite formations compared to the original 50 … 60 μm, an increased density of defects of the crystal structure, the formation of fine martensite and ledeburite. When processing of the microplasma arc in reflow mode there are the following zones:
-
the first zone is the reflow, which consists of the structure of fine ledeburite, areas of melted austenite and martensite;
-
the second zone is transitional, consisting of fine-grained ledeburite, which is formed on the site of cementite and around graphite inclusions;
-
the third zone is hardening for martensite;
-
the fourth zone - partial phase transformations.
The geometric dimensions of the zones depend on the technological parameters of the hardening of cast iron. When hardening with heating up to tempering temperatures from a solid-liquid surface state, the last three zones are present in the structure. Processing by a microplasma arc, which provides hardening from the solid-state of the surface, causes the formation of the last two zones.
The microhardness of the fused coatings was determined using a PMT-3 device with a load of 1 N and an exposure time of 5 s. X-ray phase analysis showed the presence of a superficial strengthened layer α – Fe, γ – Fe (austenite) and carbides Fe3C. The largest amount of austenite is observed in the first zone. The increase in microhardness correlates with the increase of the austenite lattice parameter.
In the course of exploitation of cast-iron rolls, the surface metal layer is heated to a depth of 0.2 mm to temperatures of about 300 ℃ (fine-line cast iron rolls of finishing groups) and is subjected to alternating thermal and mechanical loads. Changes in the hardness of strengthening zones after release from temperatures of 300° show that the microhardness of the first and second zones increases by 10 … 15%, while the third and fourth decreases by 5 … 20%. Thus, with microplasma hardening, a structure is formed with a high degree of stability against tempering. Industrial studies of hardened metal rolls of semi-finish and finish groups of fine-line mills showed an increase in operating time per calibre by 1.3 … 1.5 times as compared with the cast-iron rolls of current production. The increase in production is due to structural changes that occur after microplasma treatment of roller materials. Calculations show that the maximum possible depth of the hardened layer with reflow and without flashing of the surface is 1.4 and 1.0 mm, respectively. In this case, the hardness of the surface with reflow reaches 85–90 HSD, and without reflow 80–85 HSD. Strengthening of the barrels of hot rolling rolls from the material SShNN and SPKhN are carried out by medium-carbon chromium materials with a hardness of the working surface 53–57 HRC. This technology allows increasing the stability of rolls in 4,5 times.
5 Conclusions
The advantages, which are achieved when cast iron rolls are restored by automatic surfacing under a flux layer:
-
a park of rolls with a constant maximum diameter is created, which allows maintaining optimal rolling conditions for the entire period of operation;
-
the stability of rolls is increased, therefore, the number of transhipments is reduced, the quality of rolled products is improved (due to the low wear of the calibers), wear-resistant deposition is 5–6 times more effective than a direct restoration of calibers;
-
the overall service life of the rolls is increasing;
-
the ability to adjust the rigidity and composition of the deposited layer.
The structure of the hardened layer is characterized by high dispersion, abnormally high hardness, low chemical activity, which has a great influence on the performance characteristics of hardened materials - wear resistance, friction properties, mechanical characteristics, heat resistance, size and distribution of residual stresses. Thus, during the strengthening with the use of high-temperature heating sources of worn surfaces of cast-iron rolls, their service life is significantly increased. According to factory practice, the stability of hardened rolls increases on average by 27%. So, restoration of the worn surfaces of the cast-iron rolls by surfacing, and then microplasma hardening increases their durability.
References
Janerka, K., Pawlyta, M., Jezierski, J., Szajnar, J., Bartocha, D.: Carburiser properties transfer into the structure of melted cast iron. J. Mater. Process. Technol. 214(4), 794–801 (2014). https://doi.org/10.1016/J.JMATPROTEC.2013.11.027
Guifang, S., Zhou, R., Li, P., Feng, A., Zhang, Y.: Laser surface alloying of C-B-W-Cr powders on nodular cast iron rolls. Surf. Coat. Technol. 205(8–9), 2747–2754 (2011). https://doi.org/10.1016/J.SURFCOAT.2010.10.032
Pellizzari, M., De Flora, M.G.: Influence of laser hardening on the tribological properties of forged steel for hot rolls. Wear 271(9–10), 2402–2411 (2011). https://doi.org/10.1016/J.WEAR.2011.01.044
Podgornik, B., Milanović, S., Vižintin, J.: Effect of different production phases on residual stress field in double-layer cast rolls. J. Mater. Process. Technol. 210(8), 1083–1088 (2010). https://doi.org/10.1016/J.JMATPROTEC.2010.02.017
Daisuke, Y., Chittenden, R.J., Dearnley, P.A.: Wear mechanisms of steel roller bearings protected by thin, hard and low friction coatings. Wear 259(1–6), 779–788 (2005). https://doi.org/10.1016/J.WEAR.2004.12.008
Yang, L.J.: Plasma surface hardening of ASSAB 760 steel specimens with Taguchi optimisation of the processing parameters. J. Mater. Process. Technol. 113(1–3), 521–526 (2001). https://doi.org/10.1016/S0924-0136(01)00583-0
Yong, X., Yu, D., Li, Q., Peng, H., Cao, X., Yao, J.: Effects of thermal plasma jet heat flux characteristics on surface hardening. J. Mater. Process. Technol. 226, 238–246 (2015). https://doi.org/10.1016/J.JMATPROTEC.2015.07.022
Specifications TU U 27.5-24432974-001-2003. Section rolling cast iron rolls
Paton, B.E.: Microplasma welding. Naukova Dumka, Kiev (1979)
Kobyakov, O., Ginzburg, E.: The use of microplasma heating in the processes of hardening technology. Autom. Weld. 5, 65–67 (1985)
Berezshnaya, O., Chepel, J., Tsyvinda, N., Pikilnyak, A.: Development of welding equipment for the production of layered tapes. Metall. Min. Ind. 7(12), 332–336 (2015)
Berezshnaya, O., Chepel, J., Tsyvinda, N., Pikilnyak, A.: Mathematic modeling of detail’s restoration combined process. Metall. Min. Ind. 7(10), 198–201 (2015)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Tsyvinda, N., Pikilnyak, A. (2020). The Recovery Method for Cast Iron Mill Rolls. In: Tonkonogyi, V., et al. Advanced Manufacturing Processes. InterPartner 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-40724-7_35
Download citation
DOI: https://doi.org/10.1007/978-3-030-40724-7_35
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-40723-0
Online ISBN: 978-3-030-40724-7
eBook Packages: EngineeringEngineering (R0)