
Abstract
The article presents the experimental results of the regularities of circulating vortex motion of the working environment and displacement of the body of the vibrobunker at its symmetric shock-impulse load. It is found that the shock-impulse load on the vibrobunker leads to the occurrence of a slow circulating movement of the working environment, which is intensified at the asymmetrical shock load. The results of experimental research of the process of vibrating processing of parts are presented and the reliability of the obtained results is verified. The analysis of technological possibilities of vibroprocessing in a wide range of frequency and vibration span is carried out. The reasons of problems of vibroprocessing optimal modes choice and possible directions of their overcoming are clearly presented. Different modes of vibrating installation are simulated. The analysis of the results gave an opportunity to determine the principles of optimal selection of vibration processing modes. The way to achieve the mode of vibration installation with maximally effective use of mechanical energy of vibrations is established.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Actuality of vibrating method of details processing is explained by advantages of this method on traditional finishing operations. Vibroprocessing allows to provide the machining process of trimming, to improve the trimming of geometric-complex external and internal hard surfaces of parts, as well as trimming of brittle and non-rigid parts without violating their geometric shape and damaging surfaces [1]. Application of Vibroprocessing as the finishing operation allows to significantly reduce the cost of production parts and provides a mixer order 0.15÷0.25 μm. In some cases, it can replace the closer, which cost is 4–5 times higher. The process of vibrating treatment consists in sequential application on the surface of machined parts a large number of micro strikes, as well as the use of large amounts of microscratches on the surface of the working environment. The basis of the process is mechanical or mechanical-chemical removal of small metal particles and its oxide from the machined surface, as well as burnishing of the surface microrononalities due to the plastic deformation of the working environment particles that reproduce in the process of working complex movements [1, 2].
2 Literature Review
A number of advantages explains the interest in the vibroabrasive method of trimming parts during the manufacture of parts with a high class of surface purity. These are the details of bearings of rolling, tool (cutters, drills and cutters after heat treatment and welding), details of engines, machine tools, refrigerators, etc. [1]. An important advantage of vibroprocessing is the high stability of the results of processing all parts of one party, which is especially important in the processing of high-precision parts [1, 2]. The finishing methods include vibrating trimming of parts in various environments, which provides the creation of necessary roughness, physical and mechanical properties of the surface and surface layers [2]. Vibration processing of parts in the abrasive environment is carried out using certain equipment. Vibrosetting, as a rule, contains a source of driving force (vibrator) and a container for loading a working mixture, which includes processed parts, filler (abrasive), and, if necessary, liquid solutions [3]. The technological factors of the process include: performance at the given quality, selection of abrasive materials and processing regimes, the need to apply chemical additives to working solutions or heating them in order to improve processing efficiency [3].
3 Research Methodology
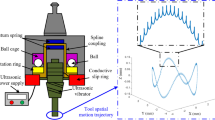
Vibrating unit contains a working chamber installed on the supports connected with the base, the ends of each support are equipped with springs, and the bottom of the working chamber is equipped with the electromagnets. There are four supports and electromagnets. Necessary circulating movement of the working environment is formed depending on the sequence of electromagnets inclusion [12,13,14,15,16]. Regularities of movement consider for various cases of shock loading. Shock loads can be carried out in symmetric pattern when all four electromagnets and asymmetric circuits [4,5,6,7,8,9,10,11] are included. With the simultaneous inclusion of all four electromagnets, the vibrobunker will move towards the axis of the z. In the first approximation we take the movement of vibrobunker sinusoidal, corresponding sinusoidal force created by electromagnets. Impact impulse load on the vibration bunker occurs at its interaction with the pores in the point 1 (Fig. 1a).

The law of displacement of the body of the vibrobunker at its symmetric shock-impulse load (a) and the cyclogram at the simultaneous inclusion of all four electromagnets (b).
The frequency of inclusion of electromagnets is 50 Hz. The amplitude of displacement is 2…3 mm. When the vibration hopper is down, it interacts with the pores and stops. In this case, there are intensive processes of pulsed nature in the working environment (Fig. 1b).
When hitting the point D1, the bottom of the vibrobunker D2 interacts with the pores and stops (Fig. 2). Working environment and the bottom of the vibrobunker move on inertia. It has a place of elastic deformation of the bottom of the vibrobunker and it is bent. Its point D3 moves downward under the force of inertia of the bottom and inertia of the environment and stops in a state of dynamic equilibrium. In this case, pellets and parts that form the working environment, stop directly near the bottom of the vibrobunker. Equivalent of the pressure of the working environment near the bottom of the vibrating bunker rises on the size of py0. The elements of the working environment, located above the bottom, move on the inertia (by arrow V1), click on the fixed elements located near the bottom, and are inhibited, increasing the pressure in the bottom area and extends this area. The shock wave of F1F3F2 is formed. Front of the shock wave is moving upwards at the speed of shock wave Va.

The law of displacement of the body of vibrobunker at its symmetric shock-impulse load.
The third reason is deformation of the walls of the vibrobunker in the radial direction (point D4D5) (Fig. 3). Expansion of the vibration bunker reduces the equivalent pressure on the periphery relative to the pressure in the center. It leads to the emergence of microdisplacement elements of the working environment from the center to the periphery. Move the shown arrows V2 and V3. A shock wave front F1F2F3 moves upwards on the height of the vibrohopper until it reaches the free surface of the working environment. Free surface due to the passage of the front is somewhat distorted and acquires the shape of the curve F4F5F6 (distortion shown in a larger form). Moving workspace items causes the circulation movement that is formed in the radial planes. The equivalent lines of currents (movement trajectory) are closed and represent the ring lines having lower branches of L1, L2, L3, L4 and the upper branches of L5, L6, L7, L8. The circulation movement is slow. It covers the entire volume of the working environment. Circulation movement has the form of a vortex ring with the center in points O1 and O2. Thus, at the shock-impulse load of vibrobunker in the working environment there is a vortex circulation movement, which covers the Toro shaped area. In the center of the Toro shaped area (O1 and O2) there is a focus of the currents, where its translational speed is close to zero. The time of propagation of the shock wave front from the bottom of the vibrohopper to the free surface is a phase of a hydraulic shock τ:

The scheme of the axial-symmetric vertical displacement of the vibrobunker and the circulating movement of the working environment.
where H – height of the working environment; \( v_{a} \) – shock wave speed.
The rate of propagation of the hydroshock wave is small and is 50…100 m/s. The resistance force in the working environment is extremely intense. Therefore, hydroshock pressure increase is rapidly decreasing. It is suggested as the first approximation that increasing pressure in the vicinity of the bottom of the vibrobunker is changed by a triangular law (curve 2 in Fig. 4).

Schematic graph of the hydroshock pressure change in the vibration bunker at hydroshock.
Pressure increases the circulating movement of the working environment, which is sent from the middle of the vibrobunker bottom on its peripheral (Fig. 5). The working environment is distributed by a slow circulating flow. Movement of the environment occurs under equivalent pressure for a portion of the corresponding line O1O3O2 flow. It is accepted that the equivalent pressure of the hydraulic shock is \( \frac{1}{2}p_{y} \). This pressure is in the time period \( \Delta t_{B} = t_{2} - t_{1} \) between points 1 and 2 (see Fig. 1a). In this case, the hydraulic stroke operates at point 1 and fades at point 2. Accordingly, the equivalent pressure in the vicinity of the bottom of the vibrobunker will be:

Circulating movement of working environment at symmetric shock-impulse load: (a) – lateral view; (b) – top view.
The current of the working environment takes place under the influence of equivalent pressure on the line O1O3O2. The average velocity of the Vc is determined by the following formula:
where a1–a4 are permanent, which will be specified on the results of experiments. The vortex circulation movement leads to a slow rotation of the working environment mass. The profile of the average velocities in the radial intersection of the environment is described by parabolic addiction. On the axis of the vibration bunker speed of the working environment varies from zero to surface and in the central part of the bottom of the vibrobunker it varies to maximal in the central part of the working environment (point O3). Thus there is a torlike vortex circulating movement of the working environment (Fig. 5b). The intensity of the circulation movement is estimated by the equivalent angular velocity ωe, which characterizes the slow rotation of the working environment. Dependency is used for estimation of angular velocity of circulating movement:
Vortical movements cover the entire volume of the working environment. Intensity of vortex circulating movement at symmetric shock load is small. This is explained by stabilizing effects of the individual storm, which are symmetric. The circulating movement under the asymmetrical shock load of the vibrobunker is more intensive (Fig. 6).

Circulating movement of the working environment at asymmetrical impact load of vibrobunker.
At asymmetrical load the stroke takes place on one side of the vibrobunker (D1). The shock wave of F1F2 is asymmetrical. Increased pressure near the bottom of the vibrobunker leads to its deformation. The deformation will be asymmetrical; the largest deflection of the bottom will be shifted to the point of impact. In addition to static deformation of the vibrobunker bottom and walls there are high-frequency fluctuations. It reduces the strength of friction elements of the working environment on the surface of the vibrobunker. The bottom of the vibrating hopper is tilted under some angle to the direction of the particle abrasive movement. Therefore, the inertia of the working environment causes it to move towards the wall (shown by arrow V1). This is the main reason for the formation of an intensive working environment circulating movement. An additional reason is the passage of the shock wave front.
4 Results
Experimental researches for determining the dependence of the indicators of intensity and quality of vibroprocessing from amplitude of vibration hopper oscillations have been carried out. The details of the type of bodies of rotation, which have external and internal cylindrical, flat and torsion surfaces, obtained in different ways (milling, precision) and have different initial roughness have been used as the test samples. This allows to determine the degree of processing of each surface type, estimate the degree of rounding of sharp edges. As a result, the following values of a container oscillation span depending on the load of its working mixture have been obtained (Table 1). From the table we can see that the average of the arithmetic and the average quadratic value of a span of vibrations are not significantly different and it is possible to conclude about small random measurement error.
Experimental measurements were carried out directly in the vibration bunker. An optical method was applied when measuring the position of the elements of the working environment. It was carried out wood surveying the surface of the working environment in the vibrobunker. Frame rate was 1 s. The photo processing of neighboring frames served as a basis for establishing a set of coordinates of individual elements of the working environment.
For several adjacent frames, define the coordinates of a separate abrasive granules or marker. We will establish successive provisions of individual granules on the surface of the working environment. The array of vectors of the position of separate individual elements in the form of a set of vectors which determine the position of element of the working environment on the surface in the form of points A1, A2, An; B1, B2, Br; C1, C2, Cq. Number of points is chosen sufficiently large in order to describe movement on the entire surface of the working environment. The number of vectors depends on how long the element on the surface of the working environment is. The array of selected points describes the trajectory of the particles on the entire surface of the working environment. The trajectory has the appearance of the broken lines (Fig. 7).

Typical experimentally defined trajectory of the pellet movement on the surface of the working environment.
To determine the speed of the slow circulating movement of the working environment increments of coordinates of elements in the neighboring positions, which are formed as vectors, are determined [6]. The linear speed of the working environment item is calculated with the following formula:
where φ2, φ1 – corner coordinates of the element defined on the neighboring frames; Δt – time interval between coordinates; Re – the radius of the code trajectory moves the working environment item.
Frame-by-frame photography allows to determine the rotational movements of parts and granules abrasive. To do this, apply a cylindrical shape marker for small values (as a drive).
On separate frames registered angular position of details and used normal to its reference surface (Fig. 8). The normal vectors on the neighboring frames \( \vec{n}_{2} ,\vec{n}_{3} ,\vec{n}_{4} ,\vec{n}_{5} \) are determined by the position of the disc. The photo disc is recorded as an ellipse, the difference of the axis which determines the angle of the disc (Fig. 8).

Defines the transverse-angular position of the marker in the working environment and the prognosis of the element’s motion trajectory in the volume of the working environment.
The angular position of the details is determined by the angle of the θ, which is connected with the ratio of the ellipse shaft, respectively:
Angular position of the disk in the plane of the shaft coordinates of the xoy is determined by the angle φ between the axis of the ellipse and the axis x. From the analysis of the demonstrative shooting, we can predict the trajectory of parts in the volume of the working environment. Determination of the prognosis trajectory is simulated by the scheme (Fig. 9).

Determination of the estimated values of the trajectory of the movement in the volume of the working environment (a)-fixed movement of details on the surface; (b) – spatial movement of details (trajectory projections shown by a dotted line).
For the details (marker) and made to show wood shooting. Position details are fixed on the frames, starting from point A1 and ending with point Ak. The aim was to demonstrate wood shooting until the piece has showed up again on the surface (near point A1). A dotted line shows the trajectory of the traffic details. It can be quite accurately predicted. The time when details have been in the volume of the working environment is precisely determined. In studying the process of vibration trimming it was determined that metal removal is uniform during the entire processing time with some increase in the initial period when the removal of the gross microdefects and rounding is carried out by the sharp crock [7].
With the increase of abrasive medium grain, that is, the size of granules of abrasive crumb, metal removal increases as a result of increase of mass grains and increase of depth of their penetration into metal, which causes more intensive surface tillage.
5 Conclusions
Spherical motion of the vibrating hopper is determined by the law of inclusion of electromagnets and leads to the spiral motion of the vibrobunker in the established dynamic modes. Transient processes occur when the electromagnets are switched on and manifested in the form of complex across-angular mixing of vibrobunker. Transitional processes stipulate significant dynamic loads on the working environment. It is determined that the shock-impulse load on the vibrobunker leads to the occurrence of a slow circulating movement of the working environment. This movement is intensified under the asymmetrical shock load. The circulation movement has the form of annular or ellipse vortex ring, which covers the entire volume of the working environment. To determine the nature of the vortex motion, the application of the law changes the amount of movement in the integral form for the allocated control volume of the working environment. The average speed of the circulation movement depends on the impact intensity, vibration hopper speed to the impact and mass of the working environment. Angular velocity of the vortex motion is proportional to the average velocity of the circulation movement.
References
Blekhman, I.I., Blekhman, L.I., Yaroshevich, N.P.: Upon drive dynamics of vibratory machines with inertia excitation. Obogashchenie Rud, 49–53 (2017), https://doi.org/10.17580/or.2017.04.09
Blekhman, I.I., Kremer, E.B.: The dynamics of a complex machine assembly: vibration-induced drag on the rotation. J. Mach. Manuf. Reliab. 46(4), 330–335 (2017). https://doi.org/10.3103/s1052618817030037
Filimonihin, G.B., Yacun, V.V.: Investigation of the process of excitation of dual-frequency vibrations by ball auto-balancer of GIL 42 screen. Eastern-Eur. J. Enterp. Technol. 1(7(79)), 17–23 (2016). https://doi.org/10.15587/1729-4061.2016.59881
Strutinski, V.B., Symonyuk, V.P., Denysiuk, V.Y.: Improvement of equipment and process of shock-pulse processing of parts in vibrobunker: monograph. SPD Gadjak Zhanna Volodymurivna, Lutsk (2016)
Filimonikhin, G., Yatsun, V., Dumenko, K.: Research into excitation of dual frequency vibrational-rotational vibrations of screen duct by ball-type auto-balancer. Eastern-Eur. J. Enterp. Technol. 3(7(81)), 47–52 (2016). https://doi.org/10.15587/1729-4061.2016.72052
Symonyuk, V., Denysiuk, V., Lapchenko, Y.: Experimental study of circulating vortex movement working environment in vibrobunker. Mech. Mater. Sci. Eng. J. 12 (2017). https://doi.org/10.2412/mmse.58.82.178
Symonyuk, V.P., Fedorchuk, O.V., Denysiuk, V.Y., Kaidyk, O.L., Lapchenko, Y.S.: Lutsk national technical university. Ukraine patent 126090, 11 June 2018
Pavlenko, I.V., Yukhymenko, M.P., Lytvynenko, A.V., Bocko, J.: Solving the nonstationary problem of the disperse phase concentration during the pneumoclassification process of mechanical mixtures. J. Eng. Sci. 6(1), F1–F5 (2019). https://doi.org/10.21272/jes.2019.6(1).f1
Blekhman, I.I., Indeitsev, D.A., Fradkov, A.L.: Slow motions in systems with inertial excitation of vibrations. J. Mach. Manuf. Reliab. 37(1), 21–27 (2008). https://doi.org/10.1007/s12001-008-1006-z
Balthazar, J.M., Mook, D.T., Weber, H.I., Brasil, M.L.R.F., Fenili, A., Belato, D., Felix, J.L.P.: An overview on non-ideal vibrations. Meccanica 38(6), 613–621 (2003). https://doi.org/10.1023/a:1025877308510
Blekhman, I.I., Vasil’kov, V.B., Yaroshevich, N.P.: On some opportunities for improving vibration machines with self-synchronizing inert vibration exciters. J. Mach. Manuf. Reliab. 42(3), 192–195 (2013). https://doi.org/10.3103/s1052618813030023
Filimonihin, G.B., Yacun, V.V.: Method of excitation of dual frequency vibrations by passive autobalancers. Eastern-Eur. J. Enterp. Technol. 4(7(76)), 9–14 (2015). https://doi.org/10.15587/1729-4061.2015.47116
Artyunin, A.I., Eliseyev, S.V.: Effect of “crawling” and peculiarities of motion of a rotor with pendular self-balancers. Appl. Mech. Mater. 373–375, 38–42 (2013). https://doi.org/10.4028/www.scientific.net/amm.373-375.38
Yatsun, V., Filimonikhin, G., Dumenko, K., Nevdakha, A.: Equations of motion of vibration machines with a translational motion of platforms and a vibration exciter in the form of a passive auto-balancer. Eastern-Eur. J. Enterp. Technol. 5(1(89)), 19–25 (2017). https://doi.org/10.15587/1729-4061.2017.111216
Yatsun, V., Filimonikhin, G., Dumenko, K., Nevdakha, A.: Search for two-frequency motion modes of single-mass vibratory machine with vibration exciter in the form of passive auto-balancer. Eastern-Eur. J. Enterp. Technol. 6(7(90)), 58–66 (2017). https://doi.org/10.15587/1729-4061.2017.117683
Yatsun, V., Filimonikhin, G., Haleeva, A., Nevdakha, A.: On stability of the dual-frequency motion modes of a single-mass vibratory machine with a vibration exciter in the form of a passive auto-balancer. Eastern-Eur. J. Enterp. Technol. 2(7(92)), 59–67 (2018). https://doi.org/10.15587/1729-4061.2018.128265
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Symoniuk, V., Denysiuk, V., Lapchenko, Y., Kaidyk, O., Ptachenchuk, V. (2020). About Trimming Processes of Parts in the Shock-Impulse Load of Vibrobunker. In: Tonkonogyi, V., et al. Advanced Manufacturing Processes. InterPartner 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-40724-7_33
Download citation
DOI: https://doi.org/10.1007/978-3-030-40724-7_33
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-40723-0
Online ISBN: 978-3-030-40724-7
eBook Packages: EngineeringEngineering (R0)