
Abstract
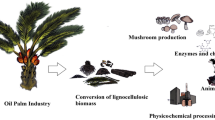
Lignocellulosic biomass has been recognized as a sustainable feedstock for the production of renewable energy and bio-products. Various technologies including biochemical and thermochemical have been developed and applied for the conversion of the oil palm biomass. Thermochemical processes (i.e., combustion, pyrolysis, gasification, and liquefaction) could be the more economically feasible option to convert the lignocellulosic biomass quickly with lower cost compared to biochemical process due to high recalcitrant level of lignocellulosic biomass toward microbial degradation. Pyrolysis is one of the predominant technologies for lignocellulosic biomass conversion into valuable end products. This chapter provides an overview on the palm oil industry, oil palm biomass and current management scenario, pyrolysis process, parameters that influence the pyrolysis process, and the effect of these parameters on the pyrolysis product yield. The potential applications of pyrolytic products from oil palm biomass were also comprehensively addressed.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
11.1 Introduction
Agriculture is an important sector for nearly all major economies in the world. This has also resulted in huge generation of lignocellulosic biomass waste which would lead to severe environmental pollutions if not properly treated. Conversion of lignocellulosic biomass into various high-value bio-products and renewable energy through thermochemical and biochemical processes has become an interesting alternative lately (Mu et al. 2010). Thermochemical conversion process includes combustion, gasification, liquefaction, and pyrolysis (Goyal et al. 2008) while for biochemical conversion, the process includes digestion and fermentation (Balat 2006). Compared to the biochemical process, thermochemical process requires shorter period to complete, i.e., few seconds to hours. Additionally, thermochemical process utilizes entire feedstock to generate value-added end products, in contrast to biochemical process which produces lignin as a by-product that would be difficult for further conversion to C5 sugars. Thermochemical process is not feedstock specific and can even consist of various processes of feedstock (Dhyani and Bhaskar 2018).
Pyrolysis is one of the predominant techniques available to transform the lignocellulosic biomass into different value-added bio-products, biochemical compounds, and renewable energy. It is a heating process in the absence of oxygen at high temperature (Bhatia et al. 2012). The final pyrolysis product consists of solid (char), liquid (bio-oil, tar, and pyroligneous acid), and gaseous product (Demirbas 2004). Final temperature, heating rate, holding time, gas flow rate, and particle size are among the factors that would significantly influence the production and composition of pyrolytic products (Mimmo et al. 2014; Paethanom and Yoshikawa 2012). Pyrolysis process can be classified into three categories, namely slow, fast, and flash pyrolysis. Slow pyrolysis generally occurs at high temperature and slow heating rate which mainly generates high char product accompanied by liquid pyroligneous acid. Meanwhile, both fast and flash pyrolysis occur at higher temperature compared to slow pyrolysis with fast heating rate which mainly generates high liquid bio-oil and gaseous matters, respectively. This work highlights the overview on the oil palm industry and current management scenarios of the biomass generated. Potential applications of pyrolysis to convert the biomass into various end products are also discussed.
11.2 Oil Palm and Palm Oil Industry
Oil palm (Elaeis guineensis) is the most important species in Elaeis genus which belongs to the family of Palmae (Mekhilef et al. 2011). Oil palm tree is a large, pinnate-leaved palm having a solitary columnar stem with short internodes (Corley and Tinker 2008). Malaysia is currently the second largest producer (behind Indonesia) and exporter of palm oil in the world (Gan and Li 2014). The Malaysian palm oil industry is the fourth largest contributor to the Malaysian Gross National Income (GNI) with a value of RM 52.7 billion and is set to increase to RM 178.0 billion in 2020 (Dompok 2013). In 2018, a total of 5.85 million hectares (Malaysian Palm Oil Board 2018a) of land was planted with oil palm that has yielded 19.5 million tons of crude palm oil (Malaysian Palm Oil Board 2018b). Of these, 16.5 million tons were exported to countries worldwide with total value of RM 41.0 billion (Malaysian Palm Oil Board 2018c). Currently, the state of Sarawak has the largest area of oil palm cultivation at 1.57 million ha followed by Sabah (1.55 million ha), Pahang (0.76 million ha) and Johor, 0.75 million ha (Malaysian Palm Oil Board 2018a).
11.3 Oil Palm Biomass and Current Management Scenario
Malaysia has approximately 446 palm oil mills in February 2019, processing about 112 million tons of fresh fruit bunch (Malaysian Palm Oil Board 2019). With every kg of palm oil production, about 4 kg of dry biomass is produced (Ng et al. 2012). The reported production of oil palm biomass in 2014 is as follows: EFB—22,100,614 tons, total OPF & OPT—16,176,705 tons, MF—13,561,741 tons, PKS—5,525,154 tons, and POME—72,767,726 tons (Aditiya et al. 2016). Typical characteristics of oil palm biomass are shown in Tables 11.1 and 11.2. The varying proportion of cellulose, hemicelluloses, and lignin depends on the types of biomass. Cellulose and hemicelluloses are the main compositions present in all types of solid oil palm biomass except palm kernel shell which has high lignin content. According to Loh (2017), the high amount of cellulose and hemicellulose in EFB, MF, OPT, and OPF can be a good source for bioprocessing, while the high lignin content particularly in PKS can be a good source of biofuel for thermal combustion.
Normally, most of the biomass generated is either disposed via landfill, converted to fertilizers, or used as animal feed. Land application of palm oil mill biomass is very common practice as biomass contains numbers of beneficial nutrients by recycling it to the plant in the plantation. Composting is another conventional recycling method that has been applied for oil palm biomass. Baharuddin et al. (2009) carried out co-composting study of EFB and partially treated POME in pilot scale and results gave acceptable quality of compost with very low levels of heavy metals detected. Mixing of biomass with livestock wastes also can be a promising method to produce good compost. Study by Kolade et al. (2006) has successfully converted the palm kernel cake, mixed with goat or poultry manure, as environmentally friendly fertilizer to improve plant growth.
Nasrin et al. (2008) found that milled empty fruit bunch (EFB) and EFB mixed with sawdust was a potential raw material for briquettes production and it showed good burning properties. Oil palm biomass also has been utilized in paper making industry as an alternative to reduce the dependency on current trees (i.e., coniferous and deciduous trees). Two types of oil palm biomass namely OPT and EFB are potential raw materials for pulp and paper making industry. According to Singh et al. (2013), paper from EFB would have good printing properties and a good formation within paper making due to the high number of fibers/unit weight. Review by Sumathi et al. (2008) discussed the application of OPT to produce plywood, particle board, laminated board, fiber board, furniture, and paper. The plywood made from OPT is higher in strength compared to commercial plywood. The OPT also could be used as an alternative source for compressed wood for industrial application (Sulaiman et al. 2012).
11.4 Pyrolysis Process
Pyrolysis is generally described as thermal degradation of the organic components in biomass wastes at high temperature in the absence of oxygen (Demirbas and Arin 2002). Three categories of pyrolysis (i.e., slow, fast, and flash) can be differentiated in terms of chemistry, yields, and product quality (Karaosmanoğlu et al. 1999). Slow pyrolysis can be classified into conventional charcoal making and modern processes. Slow pyrolysis is characterized by a low to intermediate temperature with slow heating rate and long residence time. The biomass feed size is generally larger than biomass feed for fast or flash pyrolysis. Fast pyrolysis is applied to produce high yields of liquid fuels that can be used as substitute for conventional fuels or as chemical source (Kan et al. 2016). Fast pyrolysis is described by high reaction temperature, fast heating rate, short residence time, and small size of biomass feed. Fast or flash pyrolysis is the process of choice when the primary product of interest is bio-oil (Kan et al. 2016).
11.4.1 Pyrolysis Product
Pyrolysis offers efficient utilization of biomass to produce solid (biochar), liquid (bio-oil, tar and pyroligneous acid), and gaseous product. The first main product of the pyrolysis is biochar. For high biochar production, a low temperature with low heating rate and longer vapor residence time would be required (Demirbas 2004). The properties of biochar such as macroscopic morphology and microscopic porosity are affected by the properties of biomass feedstock, heating rate, final temperature, and residence time (Onay 2007; Demirbas 2004). For char, relevant properties relative to its effect on slow pyrolysis are calorific value, elemental composition, and surface area property. The surface area is important for reactivity and combustion behavior of char. Highest amount of biochar can be generated from the pyrolysis of PKS with a value of 32.26% followed by MF (29.8 wt.%) and EFB (29.05 wt.%). The second main product of pyrolysis is liquid product. The yield of liquid product could be maximized by applying moderate temperature with high heating rate and short vapor residence time during pyrolysis (Demirbas 2004). The liquid fraction of the pyrolysis products consists of two phases namely nonaqueous phase (wood tar, bio-oil) and aqueous phase (pyroligneous acid, wood spirit) (Beis et al. 2002; Karaosmanoğlu et al. 1999). The nonaqueous phase contains high molecular weight insoluble polar organics, mostly aromatics and water. Bio-oil is nonaqueous phase of liquid pyrolysis product and its production commonly occurs via fast pyrolysis (Demirbas and Arin 2002). Bio-oil is composed of complex mixtures of organic compounds such as anhydro-sugars, alcohols, ketones, aldehydes, carboxylic acids, phenols, alkanes, and aromatic compounds (Choi et al. 2015; Abnisa et al. 2013a, b). Pyroligneous acid is an aqueous phase fraction generated from condensation of vapor released during charcoal production or pyrolysis. It has smoky and sour odor with acidic pH (Wei et al. 2010). Pyroligneous acid contains a complex mixture of water (80–90%) and organic compounds (10–20%).
The third main product of pyrolysis process is the gaseous product. For a maximum fuel gas yield, a high temperature with low heating rate and long gas residence time was chosen during pyrolysis process (Demirbas 2004). The main gas compounds present are of H2, C2, CO2, CH4, and traces of C2H4 and C6H6. The synthesized gas can be burned directly or processed to create higher energy fuels or chemical products.
11.5 Pyrolytic Product of Oil Palm Biomass
11.5.1 Biochar
Pyrolysis of solid oil palm biomass mixtures produces biochar with high chemical resistance, surface area, porosity, carbon, and low ash and moisture, thus showing desirable characteristics for potential use as pollutant adsorbent in wastewater treatment, or bio-fertilizer to absorb nutrients and promote plant growth (Liew et al. 2018). Study by Kong et al. (2019) reported that the biochar produced from palm kernel shell prove to be a good adsorbent of methylene blue dye because of high fixed carbon content, porosity, BET surface area, and pore volume of the biochar. Lee et al. (2017) showed the potential of palm kernel shell and empty fruit bunch were very promising sources for biofuel. The hydrogen released as flue-gas during microwave pyrolysis of oil palm fiber is also a promising alternative and sustainable energy resource. Microwave pyrolysis of palm kernel shell produced a biochar with zero sulfur content and high heating value (23–26 MJ/kg) that is comparable to conventional coal, thus indicating its potential as an eco-friendly solid fuel (Liew et al. 2018). Biochar porosity is an important character which is significant for soil fertilization. Biochar with high porosity can be used as soil conditioner material because it allows microbials to stay alive in drought periods and enhances the soil ability to retain water, nutrients and agricultural chemicals, thus preventing water contamination and soil erosion (Mullen et al. 2010). The pyrolysis of palm kernel shell also produced biochar containing a highly porous structure with a high BET surface area, thus exhibiting desirable adsorption properties to be used as bio-fertilizer since it can adsorb nutrient and water (Nam et al. 2018).
The biochar from PKS which has high fixed carbon and very low ash content makes it suitable as adsorbent agent. Improvement of this biochar as an adsorbent can be done by physical or/and chemical activation in order to produce a high surface area material known as activated carbon. A highly porous activated carbon produced from palm kernel shell via microwave vacuum pyrolysis combined with sodium–potassium hydroxide (NaOH-KOH) mixture and carbonization followed by steam activation (Zainal et al. 2018) successfully reduced the total suspended solid (TSS), oil and grease, biochemical oxygen demand (BOD), and chemical oxygen demand (COD) in palm oil mill effluent (POME). Activated carbon from empty fruit bunch prepared by pyrolysis followed by physical activation using carbon dioxide (CO2) also was found able to reduce the organic pollutants and colored component of POME (Wafti et al. 2017). A single-step microwave pyrolysis of palm kernel shell has been explored by Yek et al. (2019) to produce activated carbon and it showed high adsorption efficiency of methylene blue.
11.5.2 Bio-Oil
Bio-oil has a promising potential as fossil energy and fuel substitute due to its great versatility in feedstock and environmental benefits. The high volatile content (73.5–78 wt.%) and low ash content (2.9–8.6 wt.%) of oil palm biomass which consists of PKS, EFB, and MF favors the production of bio-oil (Abnisa et al. 2013a, b). Higher hydrogen content in biomass is also advantageous for production biofuel in terms of its calorific value. The hydrogen content of bio-oil from EFB was approximately 12.03 wt.%, compared to bio-oil from MF (10.18 wt.%) and PKS (9.08 wt.%), thus giving high calorific value of bio-oil (Abnisa et al. 2013a, b). Bio-oil contain more than 70 wt.% of oxygen where high oxygen content contributes to low calorific value of bio-oil. An upgraded of bio-oil is required to increase the calorific value of the oil before can be used in industrial applications. Another problem is the high acidity of bio-oil, which hinders bio-oil storage and processing. The degradation of hemicelluloses and lignin during pyrolysis contributes to the presence of acidic compounds and results in corrosion of storage and fluidization piping system (Abnisa et al. 2013a, b). Study by Chow et al. (2018) reported that an increase in pH value of bio-oil was achieved during co-pyrolysis of empty fruit bunch and palm oil sludge. Nevertheless, it led to a negative synergistic effect in terms of bio-oil yields.
11.5.3 Pyroligneous Acid
Studies showed that phenolic compounds in pyroligneous acid from various sources of biomass are the major compounds responsible for the antioxidant activity (Ma et al. 2013, 2011; Wei et al. 2010). Mahmud et al. (2016) studied the feasibility of pyroligneous acid from palm kernel shell as a potential antioxidant agent. The pyroligneous acid showed higher antioxidant activity as free radical scavengers and ferric reducing power compared to commercial antioxidant agents namely ascorbic acid and butylated hydroxyanisole (BHA). The pyroligneous acid also exhibits superoxide scavenging capability twice lower than ascorbic acid, nevertheless still can be considered as potential alternative antioxidant agent. From their study, phenols and derivatives compounds mainly benzene-1,2-diol (catechol), 1,3-dimethoxy-2-hydroxybenzene (syringol), 3-methoxy-1,2-benzenediol, and 4-methylbenzene-1,2-diol found in the phenolic fraction of pyroligneous acid were presumed to be the major antioxidant compounds.
Abas et al. (2018) reported that pyroligneous acid from oil palm fiber exhibits antibacterial properties against Gram-negative (i.eEscherichia coli ATCC 25922) and Gram-positive bacteria (i.e., Bacillus cereus ATCC 10876, Staphylococcus aureus ATCC 25923, and Lactobacillus plantarum WICC B18) with low minimal inhibition concentration (MIC) value ranging from 0.651 ± 0.13 to 1.563 ± 0.00 mg/mL. Study by Ariffin et al. (2017) reported that pyroligneous acid from pyrolysis of palm kernel shell was able to inhibit the growth of B. cereus, S. aureus, E. coli, and Pseudomonas aeruginosa with MIC ranging 1.95–3.91 mg/mL. Their study also reported the reduced formation and metabolite activities of biofilm by these bacteria up to 80–93% at 64-MIC and 77–93%, respectively, within 24 h. Pyroligneous acid from oil palm trunk has been evaluated as antifungal by Oramahi et al. (2018) where the growth of white-rot fungus, Trametes versicolor, and a brown-rot fungus, Fomitopsis palustris, was inhibited at different specific concentrations. Their study on antitermitic activity of pyroligneous acid from oil palm trunk toward Coptotermes formosanus also was successfully evaluated. Study by Mahmud et al. (2016) reported the effectiveness of pyroligneous acid from palm kernel shell as antifungal toward Aspergillus niger and Botryodiplodia theobromae. The effects of pyroligneous acid from palm kernel shell as anti-inflammatory agent which was evaluated by Mahmud (2017) in a RAW 264.7 macrophage cell induced with lipopolysaccharides (LPS) from E.coli 0111:B4 strain revealed that the pyroligneous acid possessed anti-inflammatory properties by suppressing the inflammatory mediator nitric oxide (NO) generation better compared to steroidal drug prednisolone at concentration of 12.5 μg/mL. Furthermore, there was no toxicity sign showed toward RAW 264.7 cell at this indicated concentration.
11.6 Future Prospects of Oil Palm Biomass Pyrolysis
In recent years, studies have been extensively carried out on oil palm biomass conversion through pyrolysis process for production of biofuel, bioenergy, and bio-products. However, the use of these pyrolytic products at commercial scale is still challenging in particular the application of bio-oil as biofuel due to its unfavorable fuel properties (high oxygen content and low calorific value) and instability (high acidity). Researchers have developed various processes, reactors, and catalysts for pyrolysis process to overcome these issues. Development of new bio-products for nutraceutical and pharmaceutical application using pyroligneous acid also requires further investigation through in vivo studies for humans and clinical assays.
11.7 Conclusion
Malaysia has the potential to be one of the major contributors of bio-based products generated from oil palm biomass. This was based on the availability of feasible technologies and the abundance of oil palm biomass throughout Malaysia. Development of newer technologies and technical knowledge that will enhance production of high-quality bio-based products (i.e., biofuel, bioenergy, and bio-products) from pyrolysis of oil palm biomass is crucial to make it attractive for commercialization and able to compete with existing products in the market. Furthermore, appropriate infrastructure and sufficient financial support by the government are also much needed for the expansion and advancement of oil palm biomass industry.
References
Abas FZ, Zakaria ZA, Ani FN (2018) Antimicrobial properties of optimized microwave-assisted pyroligneous acid from oil palm fiber. J Appl Pharm Sci 8(07):065–071
Abnisa F, Daud WW, Husin WN, Sahu JN (2011) Utilization possibilities of palm shell as a source of biomass energy in Malaysia by producing bio-oil in pyrolysis process. Biomass Bioenergy 35(5):1863–1872
Abnisa F, Arami-Niya A, Daud WW, Sahu JN (2013a) Characterization of bio-oil and bio-char from pyrolysis of palm oil wastes. Bioenergy Res 6(2):830–840
Abnisa F, Arami-Niya A, Daud WW, Sahu JN, Noor IM (2013b) Utilization of oil palm tree residues to produce bio-oil and bio-char via pyrolysis. Energy Convers Manag 76:1073–82.B
Aditiya HB, Chong WT, Mahlia TM, Sebayang AH, Berawi MA, Nur H (2016) Second generation bioethanol potential from selected Malaysia’s biodiversity biomasses: a review. Waste Manag 47:46–61
Alias NB, Ibrahim N, Hamid MK, Hasbullah H, Ali RR, Kasmani RM (2015) Investigation of oil palm wastes’ pyrolysis by thermo-gravimetric analyzer for potential biofuel production. Energy Procedia 75:78–83
Ariffin SJ, Yahayu M, El-Enshasy H, Malek RA, Aziz AA, Hashim NM et al (2017) Optimization of pyroligneous acid production from palm kernel shell and its potential antibacterial and antibiofilm activities. Indian J Exp Biol 55:427–435
Aziz AA, Das K, Husin M, Mokhtar A (2002) Effects of physical and chemical pre-treatments on xylose and glucose production from oil palm press fibre. J Oil Palm Res 14(2):10–17
Baharuddin AS, Wakisaka M, Shirai Y, Abd-Aziz S, Abdul Rahman NA, Hassan MA (2009) Co-composting of empty fruit bunches and partially treated palm oil mill effluents in pilot scale. Int J Agric Res 4(2):69–78
Balat M (2006) Biomass energy and biochemical conversion processing for fuels and chemicals. Energy Sources, Part A 28(6):517–525
Beis SH, Onay Ö, Koçkar ÖM (2002) Fixed-bed pyrolysis of safflower seed: influence of pyrolysis parameters on product yields and compositions. Renew Energy 26(1):21–32
Bhatia L, Johri S, Ahmad R (2012) An economic and ecological perspective of ethanol production from renewable agro waste: a review. AMB Express 2(1):65
Choi GG, Oh SJ, Lee SJ, Kim JS (2015) Production of bio-based phenolic resin and activated carbon from bio-oil and biochar derived from fast pyrolysis of palm kernel shells. Bioresour Technol 178:99–107
Chow LW, Tio SA, Teoh JY, Lim CG, Chong YY, Thangalazhy-Gopakumar S (2018) Sludge as a relinquishing catalyst in co-pyrolysis with palm empty fruit bunch fiber. J Anal Appl Pyrolysis 132:56–64
Corley RH, Tinker PB (2008) The oil palm. Wiley, Hoboken, NJ
Daud WM, Ali WS, Sulaiman MZ (2000) The effects of carbonization temperature on pore development in palm-shell-based activated carbon. Carbon 38(14):1925–1932
Demirbas A (2004) Effects of temperature and particle size on bio-char yield from pyrolysis of agricultural residues. J Anal Appl Pyrolysis 72(2):243–248
Demirbas A, Arin G (2002) An overview of biomass pyrolysis. Energy Sources 24(5):471–482
Dhyani V, Bhaskar T (2018) A comprehensive review on the pyrolysis of lignocellulosic biomass. Renew Energy 129:695–716
Dompok YT (2013) Deepening Malaysia’s palm oil advantage. In: Economic Transformation Programme: a roadmap for Malaysia (1 Malaysia)
Gan PY, Li ZD (2014) Econometric study on Malaysia’s palm oil position in the world market to 2035. Renew Sust Energ Rev 39:740–747
Goyal HB, Seal D, Saxena RC (2008) Bio-fuels from thermochemical conversion of renewable resources: a review. Renew Sust Energ Rev 12(2):504–517
Guangul FM, Sulaiman SA, Ramli A (2012) Gasifier selection, design and gasification of oil palm fronds with preheated and unheated gasifying air. Bioresour Technol 126:224–232
Hooi KK, Alimuddin Z, Ong LK (2009) Laboratory-scale pyrolysis of oil palm pressed fruit fibres. J Oil Palm Res 21:577–587
Husain Z, Zainac Z, Abdullah Z (2002) Briquetting of palm fibre and shell from the processing of palm nuts to palm oil. Biomass Bioenergy 22(6):505–509
Idris SS, Rahman NA, Ismail K (2012) Combustion characteristics of Malaysian oil palm biomass, sub-bituminous coal and their respective blends via thermogravimetric analysis (TGA). Bioresour Technol 123:581–591
Kabir G, Din AM, Hameed BH (2017) Pyrolysis of oil palm mesocarp fiber and palm frond in a slow-heating fixed-bed reactor: a comparative study. Bioresour Technol 241:563–572
Kan T, Strezov V, Evans TJ (2016) Lignocellulosic biomass pyrolysis: a review of product properties and effects of pyrolysis parameters. Renew Sust Energ Rev 57:1126–1140
Karaosmanoğlu F, Tetik E, Göllü E (1999) Biofuel production using slow pyrolysis of the straw and stalk of the rapeseed plant. Fuel Process Technol 59(1):1–2
Kelly-Yong TL, Lee KT, Mohamed AR, Bhatia S (2007) Potential of hydrogen from oil palm biomass as a source of renewable energy worldwide. Energy Policy 35(11):5692–5701
Khor KH, Lim KO, Zainal ZA (2009) Characterization of bio-oil: a by-product from slow pyrolysis of oil palm empty fruit bunches. Am J Appl Sci 6(9):1647–1652
Kolade OO, Coker AO, Sridhar MK, Adeoye GO (2006) Palm kernel waste management through composting and crop production. J Environ Health Res 5(2):81
Kong SH, Lam SS, Yek PN, Liew RK, Ma NL, Osman MS et al (2019) Self-purging microwave pyrolysis: an innovative approach to convert oil palm shell into carbon-rich biochar for methylene blue adsorption. J Chem Technol Biotechnol 94(5):1397–1405
Kristiani A, Abimanyu H, Setiawan SH, Sudiyarmanto, Aulia F (2013) Effect of pretreatment process by using diluted acid to characteristic of oil palm’s frond. Energy Procedia 32:183–189
Lee XJ, Lee LY, Hiew BY, Gan S, Thangalazhy-Gopakumar S, Ng HK (2017) Multistage optimizations of slow pyrolysis synthesis of biochar from palm oil sludge for adsorption of lead. Bioresour Technol 245:944–953
Liew RK, Nam WL, Chong MY, Phang XY, Su MH, Yek PN et al (2018) Oil palm waste: an abundant and promising feedstock for microwave pyrolysis conversion into good quality biochar with potential multi-applications. Process Saf Environ Prot 115:57–69
Loh SK (2017) The potential of the Malaysian oil palm biomass as a renewable energy source. Energy Convers Manag 141:285–298
Ma X, Wei Q, Zhang S, Shi L, Zhao Z (2011) Isolation and bioactivities of organic acids and phenols from walnut shell pyroligneous acid. J Anal Appl Pyrolysis 91(2):338–343
Ma C, Song K, Yu J, Yang L, Zhao C, Wang W et al (2013) Pyrolysis process and antioxidant activity of pyroligneous acid from Rosmarinus officinalis leaves. J Anal Appl Pyrolysis 104:38–47
Mahmud KN (2017) Optimization of total phenolic contents in pyroligneous acid from oil palm kernel shell and its bioactivities. Ph.D thesis, Universiti Teknologi Malaysia
Mahmud KN, Yahayu MA, Sarip SH, Rizan NH, Min CB, Mustafa NF et al (2016) Evaluation on efficiency of pyroligneous acid from palm kernel shell as antifungal and solid pineapple biomass as antibacterial and plant growth promoter. Sains Malaysiana 45(10):1423–1434
Malaysian Palm Oil Board (2018a). Oil palm planted area as at December 2018 (hectares). http://bepi.mpob.gov.my/images/area/2018/Area_summary.pdf. Accessed 26 March 2019
Malaysian Palm Oil Board (2018b). Production of crude palm oil for the month of December 2018 July–December 2017 & 2018 (tonnes). http://bepi.mpob.gov.my/index.php/en/statistics/production/186-production-2018/850-production-of-crude-oil-palm-2018.html. Accessed 26 March 2019
Malaysian Palm Oil Board (2018c). Monthly export of oil palm products – 2018. http://bepi.mpob.gov.my/index.php/en/statistics/export/192-export-2018/869-monthly-export-of-oil-palm-products-2018.html. Accessed 27 March 2019
Malaysian Palm Oil Board (2019). Number and capacities of palm oil sectors in operation as at February 2019 (tonnes/year). http://bepi.mpob.gov.my/index.php/en/statistics/sectoral-status/370-sectoral-status-2019/917-number-a-capacities-of-palm-oil-sectors-2019.html. Accessed 27 March 2019
Mekhilef S, Saidur R, Safari A, Mustaffa WE (2011) Biomass energy in Malaysia: current state and prospects. Renew Sust Energ Rev 15(7):3360–3370
Mimmo T, Panzacchi P, Baratieri M, Davies CA, Tonon G (2014) Effect of pyrolysis temperature on miscanthus (Miscanthus× giganteus) biochar physical, chemical and functional properties. Biomass Bioenergy 62:149–157
Mu D, Seager T, Rao PS, Zhao F (2010) Comparative life cycle assessment of lignocellulosic ethanol production: biochemical versus thermochemical conversion. Environ Manag 46(4):565–578
Mullen CA, Boateng AA, Goldberg NM, Lima IM, Laird DA, Hicks KB (2010) Bio-oil and bio-char production from corn cobs and stover by fast pyrolysis. Biomass Bioenergy 34(1):67–74
Nam WL, Phang XY, Su MH, Liew RK, zainalMa NL, Rosli MH et al (2018) Production of bio-fertilizer from microwave vacuum pyrolysis of palm kernel shell for cultivation of Oyster mushroom (Pleurotus ostreatus). Sci Total Environ 624:9–16
Nasrin AB, Ma AN, Choo YM, Mohamad S, Rohaya MH, Azali A et al (2008) Oil palm biomass as potential substitution raw materials for commercial biomass briquettes production. Am J Appl Sci 5(3):179–183
Ng WP, Lam HL, Ng FY, Kamal M, Lim JH (2012) Waste-to-wealth: green potential from palm biomass in Malaysia. J Clean Prod 34:57–65
Onay O (2007) Influence of pyrolysis temperature and heating rate on the production of bio-oil and char from safflower seed by pyrolysis, using a well-swept fixed-bed reactor. Fuel Process Technol 88(5):523–531
Oramahi HA, Yoshimura T, Diba F, Setyawati D (2018) Antifungal and antitermitic activities of wood vinegar from oil palm trunk. J Wood Sci 64(3):311–317
Paethanom A, Yoshikawa K (2012) Influence of pyrolysis temperature on rice husk char characteristics and its tar adsorption capability. Energies 5(12):4941–4951
Samiran NA, Jaafar MN, Chong CT, Jo-Han N (2015) A review of palm oil biomass as a feedstock for syngas fuel technology. Jurnal Teknologi 72(5):13–18
Singh P, Sulaiman O, Hashim R, Peng LC, Singh RP (2013) Using biomass residues from oil palm industry as a raw material for pulp and paper industry: potential benefits and threat to the environment. Environ Dev Sustain 15(2):367–383
Sulaiman O, Salim N, Nordin NA, Hashim R, Ibrahim M, Sato M (2012) The potential of oil palm trunk biomass as an alternative source for compressed wood. Bioresources 7(2):2688–2706
Sumathi S, Chai SP, Mohamed AR (2008) Utilization of oil palm as a source of renewable energy in Malaysia. Renew Sust Energ Rev 12(9):2404–2421
Wafti NS, Lau HL, Loh SK, Aziz AA, Ab Rahman Z, May CY (2017) Activated carbon from oil palm biomass as potential adsorbent for palm oil mill effluent treatment. J Oil Palm Res 29(2):278–290
Wei Q, Ma X, Dong J (2010) Preparation, chemical constituents and antimicrobial activity of pyroligneous acids from walnut tree branches. J Anal Appl Pyrolysis 87(1):24–28. a
Yang H, Yan R, Chen H, Lee DH, Liang DT, Zheng C (2006) Mechanism of palm oil waste pyrolysis in a packed bed. Energy Fuels 20(3):1321–1328
Yek PN, Liew RK, Osman MS, Lee CL, Chuah JH, Park YK et al (2019) Microwave steam activation, an innovative pyrolysis approach to convert waste palm shell into highly microporous activated carbon. J Environ Manag 236:245–253
Zainal NH, Aziz AA, Idris J, Jalani NF, Mamat R, Ibrahim MF, Hassan MA, Abd-Aziz S (2018) Reduction of POME final discharge residual using activated bioadsorbent from oil palm kernel shell. J Clean Prod 182:830–837
Acknowledgment
The authors would like to thank Universiti Teknologi Malaysia (UTM) for the GUP grant (20H41) and the Ministry of Education, Malaysia, for the FRGS grant (4F994) and the MyPhD scholarship to Khoirun Nisa Mahmud.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Mahmud, K.N., Zakaria, Z.A. (2020). Pyrolytic Products from Oil Palm Biomass and Its Potential Applications. In: Zakaria, Z., Aguilar, C., Kusumaningtyas, R., Binod, P. (eds) Valorisation of Agro-industrial Residues – Volume II: Non-Biological Approaches. Applied Environmental Science and Engineering for a Sustainable Future. Springer, Cham. https://doi.org/10.1007/978-3-030-39208-6_11
Download citation
DOI: https://doi.org/10.1007/978-3-030-39208-6_11
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-39207-9
Online ISBN: 978-3-030-39208-6
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)