
Abstract
This study focuses on the recycling of scandium from high-temperature processing metallurgical slags through pyrometallurgical routes. For the optimization of the rare earth (scandium) recycling route, the distribution of scandium in CaO–Al2O3–Sc2O3 slag system is worth investigation, and the precipitation behavior of scandium in CaO–Al2O3–Sc2O3 slag system during slag cooling progress is of significance. In this work, the precipitation and solidification behaviors were recorded by a confocal scanning laser microscope (CSLM) combined with an infrared imaging furnace heating (IIF). The compositions and microstructures of the equilibrated phases of these systems were determined by an electron probe microanalyzer with standardized wavelength dispersive spectroscopy (EPMA /WDS). It is observed that there is a remarkable influence of B2O3 addition on the precipitation and solidification behaviors in the CaO–Al2O3–Sc2O3 system. By choosing different cooling rates (20, 50, and 100 K/min) the CCT diagram was constructed, which can be employed to guide the rare earth recovery in industrial practice.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Rare earth sesquioxides (RE2O3, RE = rare earth) are important compounds in various applications, such as microelectronic, optoelectronic, and optical devices [1,2,3,4,5,6,7,8]. Rare earths are recognized as critical raw materials due to their increasing demands and supply shortages, and the recycling of rare earth elements from end-of-life REEs-containing products are put forward [9, 10]. At present, there are two main methods for recovering rare earth, which are pyrometallurgical and hydrometallurgical [11]. As a traditional method, hydrometallurgy will use a large amount of acid which will produce a large amount of waste acid, wastewater that are serious pollution to the environment. Morais et al. [12] studied the recovery of europium and yttrium from colour TV screens using sulphuric acid as the leaching agent. In this study, the Eu and Y solubilisation was 90 and 95 wt%, respectively, when conducted at 363 K, 2 h of leaching , acid/sample ratio of 1000 kg/t and 40% solids. At 343 K, 1500 kg/t acid/sample ratio, 2 h of leaching , and 40% solids, the solubilisation of both metals was 80%. On the contrary, the combination with pyrometallurgy is considered to be an alternative route; it has a potentially lower impact on the environment and economy [11]. It has the following advantages: short time, less water consumption, high capacity and no restrictions on the recovered rare earth. Muller and Friedrich [13] used CaO–SiO2–CaF2 slag system to absorb nearly 100 pct of the REs, resulting in 50 to 60 pct RE-containing slag .
B2O3,which is commonly used as fluxing agent in metallurgy [14] has remarkable influence on the melting and precipitation behavior in high-processing metallurgical slag . The present research focuses on the recycling of rare earths through pyrometallurgical routes. In order to optimize the recycling route, the distribution of rare earth elements in slag and the precipitation behavior of rare earth elements during slag solidification are important.
From previous studies [15], we know that the phase relations of the CaO–Al2O3–Sc2O3 system and two possible REE recycling schemes. In this paper, it aims to investigate precipitation and solidification behavior of the CaO–Al2O3–Sc2O3 ternary system through in situ CSLM observation. In addition, the CSLM experiment was also carried out on the ternary system with an addition of B2O3, so that it optimizes the cooling process for high-REEs recovery . Study of the precipitation behavior of the slag can help in understanding the enrichment and precipitation of rare earth in the slag .
Experimental
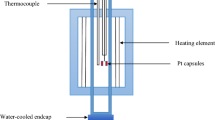
Sc2O3 (99.999 wt%), CaO (99.9 wt%), Al2O3 (99.9 wt%), and B2O3 (99.9 wt%) are used as the raw materials, as shown in Table 1. For the quaternary CaO–Al2O3–Sc2O3 -B2O3 system, 20 wt% B2O3 and 30 wt% B2O3 were added to the ternary sample, respectively. The selected slags were prepared according to the isothermal-quenching procedure at 1773 K. The slag samples were placed in the platinum (Pt)-20% rhodium (Rh) crucible on the sample holder inside the confocal scanning laser microscope (CSLM) heating chamber. The temperature calibration was performed using pure copper , nickel and palladium, separately, as references and the sample’s temperature was observed to be 358 ± 5 K lower than the measured temperature using the thermocouple. Before the experiment began, CSLM chamber was evacuated and flushed with argon three times. During the experiment, a constant rate of argon (AR) was continuously injected into the gas. The two slag samples have four CSLM experiments of heating and cooling, and their heating and cooling rates are increased from 20, 50, and 100 K/min, respectively. The laser-scanned images of this heating and cooling process were captured and used for further investigation.
For microstructure and phase composition analysis, the samples after the CSLM experiments were embedded in epoxy resin and polished. In order to analyze the microstructure and phase composition better, these samples were coated with either a gold or graphite thin layer to obtain a good surface conductivity. The samples were then analyzed by an electron probe microanalyzer (EPMA , JEOL JXA-8530F) equipped with standardized wavelength dispersive spectroscopy (WDS) and operated at 15 kV and a probe current of 10 nA was performed. The standard samples are CaO, Al2O3, Sc2O3, and B2O3. The average accuracy of EPMA measurements on the main elements is ± 1 wt%.
Results and Discussion
According to the previous studies [15], there are two possible schemes to recover REEs: precipitation of high REEs solid phase in Ca2Sc6Al6O20–L region and concentrating of REEs in CaO·Sc2O3–L region, respectively. By collecting any of these precipitates from the slag , a REE-rich product can be obtained, which can be used as a rich REE input stream for the next step in the REE recovery process. In order to further prove its feasibility and to study the effect of B2O3 on the slag sample, 20 wt% B2O3 and 30 wt% B2O3 were selected to be added to the sample. The CSLM experiments were carried out on these slag samples. There are lower rare earth elements in metallurgical slags , which can be enriched by changing different cooling trajectory. Therefore, the slag samples quenched at 1773 K were selected for CSLM experiment. At 1773 K, the sample was remelted in the heating chamber, and then cooled at different cooling rates of 20, 50, and 100 K/min, respectively. The slag was transparent before the first phase precipitates , the collection of the precipitates was detected by holding the focus of the microscope at the bottom of the crucible, by the appearance and the new structure in the liquid.
Through CSLM experiment, the change of cooling process during the experiments was obtained, as shown in the Figs. 1, 2, 3, 4, 5, and 6, respectively. Only the main images of this process were given (some representative images were selected),the composition and microstructure of the precipitates are further confirmed by EPMA /WDS with the back scattering electron (BSE) images of the equilibrated samples, as shown in Fig. 7a. The presence of Ca2Sc6Al6O20 and Sc2O3 were determined at 1773 K by quantification analysis through EPMA /WDS. In Figs. 1, 3, and 5, with the increase of cooling rate, the slag samples can be completely precipitated in a very short time. It can be explained that under certain conditions of B2O3, increasing cooling rate can reduce the time and temperature of complete precipitation . In Figs. 2, 4, and 6, with the increase of cooling rate, the time of complete precipitation of slag samples is shorter than that of Figs. 1, 3, and 5. It can be explained that the cooling rate and the addition of B2O3 have a great influence on the complete precipitation of the slag samples. The new precipitate samples prefer to form at the grain boundaries of the crucible. The BSE image of the samples indicates that the precipitate has a uniform phenomenon (Fig. 7b). In particular, in Figs. 2, 4, and 6a, b, the new precipitate samples prefer to form at the grain boundaries of the crucible. The BSE image of the samples indicates that the precipitate has a uniform phenomenon (Fig. 7c). In addition, no other type of precipitate was further formed during the cooling of the slag , which is in good agreement with the compositional analysis (Fig. 7).

Slag system samples of 30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-20 wt% B2O3, cooling rate at 20 K/min: a first precipitates appearing; b second type of precipitate appearing; c complete solidification

Slag system samples of 30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-20 wt% B2O3, cooling rate at 20 K/min: a first precipitates appearing; b second type of precipitate appearing; c complete solidification

Slag system samples of 30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-20 wt% B2O3, cooling rate at 50 K/min: a first precipitates appearing; b second type of precipitate appearing; c complete solidification

Slag system samples of 30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-30 wt% B2O3, cooling rate at 50 K/min: a first precipitates appearing; b second type of precipitate appearing; c complete solidification

Slag system samples of 30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-20 wt% B2O3, cooling rate at 100 K/min: a first precipitates appearing; b second type of precipitate appearing; c complete solidification

Slag system samples of 30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-30 wt% B2O3, cooling rate at 100 K/min: a first precipitates appearing; b second type of precipitate appearing; c complete solidification

BSE images of the quenched slag samples from equilibrium at 1773 K. a Slag system samples of 30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO; b Slag system samples of 30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-20 wt% B2O3; c Slag system samples of 30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-30 wt% B2O3
Comparisons between Figs. 1 and 2, when the cooling rate is 20 K/min, the slag sample (30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-30 wt% B2O3) has a shorter precipitation time and a lower temperature , which indicates that B2O3 plays a good role as flux . Comparisons between Figs. 3 and 4, when the cooling rate is 50 K/min, the slag sample (30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-30 wt% B2O3) has a shorter precipitation time and a lower temperature than the slag sample (30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-20 wt% B2O3), which indicates that B2O3 promotes sample precipitation and temperature reduction . Comparisons between Figs. 5 and 6, when the cooling rate is 100 K/min, the slag sample (30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-30 wt% B2O3) has a shorter precipitation time and a lower temperature than the slag sample (30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-20 wt% B2O3), which indicates that B2O3 plays a good role as flux . In addition, in Figs. 1, 2, 3, 4, 5, and 6a, the first image represents the sample in a first precipitates appearing at the indicated temperature , square frames were used to mark visible precipitates , which appear as a brighter or darker color, depending on their positions. In Figs. 1, 2, 3, 4, 5, and 6b, the image shows a second type of precipitate appearing in the ternary slag . As the temperature decreased, this image represents a complete precipitation of the sample, as shown in Figs. 1, 2, 3, 4, 5, and 6c.
With the increase of cooling rate, the slag samples reach complete precipitation at a certain time. Suitable slag composition, cooling rate, and process optimization can be selected for rare earth recovery companies. CSLM experiments and EPMA analysis will be done at different cooling rates and different compositions. In Figs. 1, 2, 3, 4, 5, and 6, first precipitates appearing, second type of precipitate appearing and complete precipitation are seen, which provides a potential reference for the construction of continuous cooling transition (CCT) diagram, as shown in Fig. 8a, b, the results show that the addition of B2O3 has a significant effect on the precipitation behavior of slag composition, and also reduces the liquidus and solid-phase temperature of slag ; it was a practical tool for the REE recyclers to select appropriate slag compositions and cooling rates and to optimize the process.

a Precipitation and complete solidification temperatures of 30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-20 wt% B2O3 slags and b 30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-30 wt% B2O3 slags with cooling rate at a: a: 20 K/min b: 50 K/min c: 100 K/min
Conclusion
Under the conditions of 30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-20 wt% B2O3 and 30 wt% Al2O3-50 wt% Sc2O3-20 wt% CaO-30 wt% B2O3 with cooling rates of 20, 50, and 100 K/min, respectively, the precipitation of rare earth-rich compounds was observed in situ. When B2O3 is a certain amount, increasing the cooling rate can promote the precipitation and temperature reduction of the slag samples. When the cooling rate is constant, increasing the amount of B2O3 can promote the precipitation and temperature reduction of slag samples. It can be seen from this that the process of recovering rare earth from waste containing rare earth can be found by choosing appropriate additives . In addition, the solidification and precipitation behavior resulting from the change of cooling path shows that the efficiency of rare earth recovery and slag recycling can be improved by the reasonable design of slag treatment process.
References
Hong M, Kwo J, Kortan AR, Mannaerts JP, Sergent AM (1999) Epitaxial cubic gadolinium oxide as a dielectric for gallium arsenide passivation. Science 283:1897–1900
Kwo J, Hong M, Kortan AR, Queeney KT, Chabal YJ, Mannaerts JP, Boone T, Krajewski JJ, Sergent AM, Rosamilia JM (2000) High ε gate dielectrics Gd2O3 and Y2O3 for silicon. Appl Phys Lett 77:130–132
Becker R, Hartwig H, Köppe H, Vanecek H, Velic P, Warncke R, Gmelin Zelle A (1978) Handbuch der Anorganischen Chemie. Springer, Berlin
Petermann K, Fornasiero L, Mix E, Peters V (2002) High melting sesquioxides: crystal growth, spectroscopy, and laser experiments. Opt Mater 19:67–71
Heitmann W (1973) Reactively evaporated films of scandia and yttria. Appl Opt 12:394–397
Laversenne L, Guyot Y, Goutaudier C, Cohen-Adad MT, Boulon G (2001) Optimization of spectroscopic properties of Yb3+-doped refractory sesquioxides: cubic Y2O3, Lu2O3 and monoclinic Gd2O3. Opt Mater 16:475–483
Zarembowitch J, Gouteron J, Lejus AM (1980) Raman spectrum of single crystals of monoclinic B-type gadolinium sesquioxide[J]. J Ramin Spectrosc 9:263–265
Jüstel T, Krupa JC, Wiechert DU (2001) VUV spectroscopy of luminescent materials for plasma display panels and Xe discharge lamps. J Lumin 93:179–189
Binnemans K, Jones PT, Blanpain B, Gerven TV, Yang Y, Walton A, Buchert M (2013) Recycling of rare earths: a critical review. J Clean Prod 51:1–22
Massari S, Ruberti M (2013) Rare earth elements as critical raw materials: Focus on international markets and future strategies. Res Policy 38:36–43
Le TH, Malfliet A, Blanpain B, Guo M (2016) Phase relations of the CaO–SiO2–Nd2O3 system and the implication for rare earths recycling. Metall Mater Trans B 47:1736–1744
De Morais C (2000) Recovery of europium and yttrium from color TV tubes//55 Congresso Anual Associacao Brasileria de Metalurgia e Materiais, Rio de Janeiro, Brazil, p 24
Müller T, Friedrich B (2006) Development of a recycling process for nickel-metal hydride batteries. J Power Sour 158:1498–1509
Wang HM, Yang LL, Zhu H, Yan YQ (2011) Comparison of effects of B2O3 and CaF2 on metallurgical properties of high basicity CaO-based flux//Advanced Materials Research. Trans Tech Publ 311:966–969
Zhi W, Wang F, Yang B, Qu T, Deng Y, Tian Y, Zhao J (2019) Phase relations of CaO–Al2O3–Sc2O3 ternary system. J Am Ceram Soc 102:2863–2870
Acknowledgements
Academician Free Exploration Fund of Yunnan Province, China (No.2019HA006) and NSFC-FWO exchange project (Grant No. 5171101430).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Wang, F. et al. (2020). Precipitation Behavior of B2O3 Addition on CaO–Al2O3–Sc2O3 Slag System Through in Situ Observation. In: Peng, Z., et al. 11th International Symposium on High-Temperature Metallurgical Processing. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-36540-0_46
Download citation
DOI: https://doi.org/10.1007/978-3-030-36540-0_46
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-36539-4
Online ISBN: 978-3-030-36540-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)