
Abstract
In this study, the effect of TiB2 particles on the modification of eutectic phase in Al–Zn–Si–Mg–Cu system alloys is investigated. The microstructure showed that an excellent effect can be achieved after the addition of TiB2 particles. The morphology of eutectic Mg2Si changed from large Chinese script to fine polygonal shape with a significant reduction in size. Modified eutectic Mg2Si particles were investigated using an optical microscope and field emission scanning/transmission electron microscope, and it was confirmed that TiB2 particles acted as nucleation sites for the eutectic Mg2Si phase, and the grain size change of Al–Zn–Si–Mg–Cu alloy with increasing TiB2 contents was analyzed by polarizing microscope. The mechanical properties were also improved by the modified of eutectic Mg2Si phase. This manuscript also investigated the reason for the improvement in mechanical properties with the modification of the microstructures. Upon these results, a possible mechanism of eutectic Mg2Si phase modification by the addition of TiB2 particles is proposed.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
The transition of the intermetallic compound morphology in aluminum alloys , also called phase modification , is commonly used in industry to improve mechanical properties , especially ductility. Intermetallic compounds that form during solidification appear in various shapes and sizes, and there are three general morphologies, namely as needles, Chinese script and polyhedral or star-like crystals. Due to the edges or tips of these morphologies serious stress concentration is induced in the matrix, which leads to brittleness of the material. Conversely, the spherical or polygonal type does not concentrate the force and has minimal adverse effect on the elongation of the material. Thus, modification of intermetallic compounds is usually required to improve the mechanical properties of cast components.
Mg2Si intermetallic compounds are used as core hardened phases in aluminum alloys containing Mg and Si (like as 6XXX) because of their high hardness (4500 MNm−2), low density (1.99 × 103 kgm−3), high elastic modulus (120 GPa), high melting temperature (1085 °C), and low coefficient of thermal expansion (7.5 × 10−6 K−1) [1, 2]. The shape and size of intermetallic compounds have a great influence on the mechanical properties of aluminum alloy [3]. However, in general casting conditions, the final microstructure of Mg2Si intermetallic compound became coarse with dendritic morphology. This morphology of the Mg2Si phase is a weakness of the aluminum alloys . To solve this problem, many studies of the Mg2Si phase modification have been carried out such as P [4, 5], Sr [6], Na [7] and TiB2 [8, 9] addition. In our previously study, large amount of TiB2 particles (about 1 wt% Ti contents) were shown to be very effective in modifying the shape of eutectic Mg2Si intermetallic [8]. However, the effect of TiB2 particles during solidification on the eutectic Mg2Si crystal growth , and why a large amount of TiB2 is needed to modify eutectic Mg2Si, are unclear. The purpose of this study is to study the relationship of TiB2 and Mg2Si phases in Al–8Zn–6Si–4Mg–2Cu cast alloys. The mechanism of change in the direction of Mg2Si crystal growth during the solidification process is also discussed.
Experiments
Al–8Zn–6Si–4Mg–2Cu–xTi (x = 0, 0.1, 0.5, 1 wt%) alloys were produced by gravity-casting . A 20 kHz high frequency furnace was used for melting the alloys. These alloys were prepared by adding pure Zn (99.99%), Mg (99.9%), Cu (99.997) ingot, Si (99.9%) crystalline and Al–5Ti–1B master alloy rods to aluminum molten (99.7%) held at 710 ± 5 °C. After adding the elements, the molten alloys were held for 10 min to assure alloying additions dissolution and melt homogenization. Cast for metallographic specimens were prepared using a cylinder mold (32 Dia. × 70 mm, FC25 cast iron ) preheated to 250 °C. Microstructures were examined using a polarizing microscope, a FE-SEM, FIB and a 200 kV FE-TEM. Deep etching was carried out in 20% NaOH water solution to confirm the 3-dimensional morphology of the eutectic Mg2Si phase. 2% Fluoboric acid water solution was used as etchant to electrolytic etching, and grain size measurement was according to ASTM E1382. The tensile test were carried out according to the ASTM E8 M using the universal testing machine.
Results
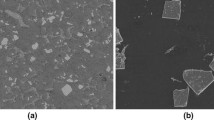
Figure 1a, b show the morphology of the eutectic Mg2Si phase when Al–5Ti–1B master alloy was added to Al–8Zn–6Si–4Mg–2Cu alloy at 0, 1 wt%. Ti contents. Figure 1c, d shows the change of morphologies of eutectic Mg2Si before and after modification by deep etching. In Fig. 1a, c, without Al–5Ti–1B addition, coarse Chinese script type eutectic Mg2Si phase can be clearly observed. When Ti was added, eutectic Mg2Si morphology changed to a polygonal shape, less than 10 μm in size (Fig. 1b, d). TiB2 particles with bright contrast were also observed inside and outside the modified eutectic Mg2Si in the same figure.

Microstructure of the eutectic Mg2Si phase of Al–8Zn–6Si–4Mg–2Cu alloy; a and c without Al–5Ti–1B master alloy; b and d with the Al–5Ti–1B master alloy at 1 wt% Ti content
Optical microscope images of microstructure after electrolytic polishing of Al–Zn–6Si–4Mg–2Cu alloy with different Al–5Ti–1B addition amounts are shown in Fig. 3. It can be seen that the grains are clearly determined according to the different color contrast of grains. When 0.1 wt% of Ti was added, the grain size decreased from about 322–120 μm, and there was no further grain refinement, even when the Ti addition amount was increased to 1 wt%.
In the Al–8Zn–6Si–4Mg–2Cu alloy, the eutectic Mg2Si phase was observed at the inner edge of the aluminum grain (Fig. 2b). As the amount of Ti was increased, more modified eutectic Mg2Si phases were observed. Interestingly, polygonal shaped Mg2Si phases were observed in the grain boundaries, as opposed to Chinese script type morphology (Fig. 2h).

Optical microscope images of the Al–8Zn–6Si–4Mg–2Cu alloys after electrolytic polishing; a, b no Ti, c, d 0.1 wt% Ti, e, f 0.5 wt% Ti, g, h 1 wt% Ti
Figure 3 shows the change of mechanical properties of aluminum alloy with different contents of Ti wt% [8]. As the content of Ti increases to 1 wt%, the mechanical properties also increase. Yield strength increased from 175–206 MPa and tensile strength increased from 195–253 MPa. The highest increase was the elongation, increasing from 0.63 to 1.05%.

Mechanical properties of Al–8Zn–6Si–4Mg–2Cu alloys with different Ti contents [8]
Shapes like Fig. 1a are brittle to mechanical load, because the stress is easily concentrated at the tip. This stress concentration is reduced as the shape of the intermetallic compound becomes smaller and rounder. As the added TiB2 particles, the eutectic phase of Chinese script shape changes to polygonal shape. As the Ti content was added by 1 wt%, Most of the eutectic phases were modified, which greatly increased the mechanical properties .
Figure 4 shows a cross-section of the modified eutectic Mg2Si phase measured by TEM/EDS. Al, Mg, Si, Ti and B elements were detected by EDS. It confirms that a phase containing Ti, B is observed inside of the modified Mg2Si. Analysis of the crystal orientation of Mg2Si and TiB2 by HR-TEM is shown.

TEM/EDS analysis data of modified eutectic Mg2Si phase
Discussion
As shown in Fig. 1, the eutectic Mg2Si phase was modified by the addition of Al–5Ti–1B master alloys. In previous studies, it was reported that TiB2 particles in the Al–5Ti–1B master alloy modified the eutectic Mg2Si phase [8]. Figure 2b, d show that the eutectic Mg2Si phase was observed at the inner edge of the aluminum grains. Figure 5 shows the solidification mechanism of the eutectic Mg2Si phase in the Al–8Zn–6Si–4Mg–2Cu alloy. Figure 5a shows the nucleation and growth of primary aluminum dendrite. Figure 5b shows the growth of secondary dendrite arms (SDA) due to growth and coarsening of aluminum dendrites. Segregation of the solute element (Mg, Si) occurs during the growth of aluminum grains. In SDA where Mg and Si elements are segregated, the Mg2Si nuclei form due to the compositional supercooling. Therefore, nuclei of eutectic Mg2Si generate around the SDA and grow into Chinese script morphology (Fig. 5d). While the eutectic Mg2Si phase grows near the SDA, the α-Al also grows and these two phases come into contact during solidification . Segregation of solvent elements (Al) occurs around the growing eutectic Mg2Si phase, the edge of Chinese script morphology has a low potential for the contacted α-Al. For this reason, α-Al will easily engulf the eutectic Mg2Si, and as a result, the eutectic Mg2Si phase solidifies at the edge of the grain as shown in Figs. 2b, d, and 5d.

Schematic illustrations presenting the stages in microstructural evolution during solidification of eutectic Mg2Si with no TiB2 particles
The solidification path of the Al–8Zn–6Si–4Mg–2Cu alloy has been reported to proceed in the order of α-Al → Mg2Si → Si → Al5Cu8Si6Mg2 [8]. The particle pushing of TiB2 particles by α-Al is known in many research [10, 11]. Particularly, the agglomerated TiB2 particles have a high potential at the interface with the growing aluminum , and they are easily pushed by the growing aluminum [11]. TiB2 particles also act as good nucleation sites on Mg2Si because the crystal arrangement at the interface between the (001) of TiB2 and the (200) of Mg2Si is similar [9]. In previously studies, and in Figs. 1 and 2 of this work, the modified eutectic Mg2Si located at grain boundaries and the TiB2 particles present in and around it suggest the following mechanism: TiB2 particles were pushed into grain boundaries during the growth of the α-Al grain, and the TiB2 particles agglomerated in the grain boundaries acted as nucleation sites for eutectic Mg2Si. Figure 6 shows the solidification mechanism of the eutectic Mg2Si phase of the Al–8Zn–6Si–4Mg–2Cu alloy with enough TiB2 particles added. Figure 6a shows the nucleation and growth of primary aluminum as shown in Fig. 5a. As solidification progresses, the agglomerated TiB2 particles are easily pushed out while the aluminum SDA is growing, because they have a high potential for aluminum (Fig. 6b). At the temperature where the magnesium phase forms, the eutectic Mg2Si phase nucleate easily from the TiB2 particles as shown in Fig. 6c. It means that the eutectic Mg2Si phase nucleates on the TiB2 substrates and grows in polygonal shape. During the growth of the eutectic Mg2Si phase with TiB2 particles, aluminum also grows and these two phases come into contact. Unlike the Chinese script eutectic Mg2Si, the polygonal eutectic Mg2Si and the agglomerated TiB2 particles have a high potential for α-Al and are easily pushed into the grain boundaries. As shown in Figs. 2f, g and 6d, modified Mg2Si and TiB2 particles are located in the aluminum grain boundaries.

Schematic illustrations presenting the stages in microstructural evolution during solidification of eutectic Mg2Si with TiB2 particles
Another discussion point is the effect of grain refinement with TiB2 addition on the morphology of eutectic Mg2Si phase. Al-5Ti-1B master alloy is known as a good grain refiner for aluminum alloys . In this work, Al–5Ti–1B master alloy of 0.1, 0.5, 1 wt% Ti contents were added. With 0.1 wt% Ti addition, the grain size was greatly decreased from 322 to 122 μm. However, further refinement was not observed with addition of 0.5, 1 wt% Ti contents. As shown in Fig. 2b, d, the morphology and position of eutectic Mg2Si did not change due to the grain refinement. From these results, it can be concluded that grain refinement does not affect the solidification mechanism of eutectic Mg2Si.
Conclusion
-
1.
The eutectic Mg2Si phase of Al–8Zn–6Si–4Mg–2Cu alloy was modified by adding 1 wt% content of Al–5Ti–1B alloy. TiB2 particles were observed inside the modified eutectic Mg2Si phase. The good match of crystal growing orientation between TiB2 and Mg2Si was confirmed by TEM analysis. It was confirmed that TiB2 particles cause modification of eutectic Mg2Si.
-
2.
The Chinese script type eutectic Mg2Si was observed at the inner edge of the α-Al grains. Mg2Si phase of polygonal shape, modified by addition of TiB2, was observed at grain boundaries. It is believed that heterogeneous nucleation of eutectic Mg2Si phase take place on the TiB2 particles and they are pushed into grain boundaries during the growing process. When 1 wt% Ti content of Al–5Ti–1B was added to Al–8Zn–6Si–4Mg–2Cu alloy, there were enough TiB2 particles to modify most of the eutectic Mg2Si phase.
References
Lu L, Lai MO, Hoe ML(1998) Formation of nanocrystalline Mg2Si and Mg2Si dispersion strengthened Mg-Al alloy by mechanical alloying. Nanostructured Mater. 10:551–563.
Wang L, Qin XY(2003) The effect of mechanical milling on the formation of nanocrystalline Mg2Si through solid-state reaction. Scr. Mater. 49:243–248.
Seifeddine S, Johansson S, Svensson IL (2008) The Influence of cooling rate and manganese content on the β-Al5FeSi phase formation and mechanical properties of Al-Si-based alloys. Mater. Sci. Eng. A 490:385–390.
Tebib M, Samuel AM, Ajersch F, Chen XG (2014) Effect of P and Sr additions on the microstructure of hypereutectic Al-15Si-14Mg-4Cu alloy. Mater. Charact. 89:112–123.
Qin QD, Zhao YG, Zhou W, Cong PJ, (2007) Effect of phosphorus on microstructure and growth manner of primary Mg2Si crystal in Mg2Si/Al composite. Mater. Sci. Eng. A 447:186–191.
Jiang W, Xu X, Zhao Y, Wang Z, Wu C, Pan D, Meng Z (2018) Effect of the addition of Sr modifier in different conditions on microstructure and mechanical properties of T6 treated Al-Mg2Si in-situ composite. Mater. Sci. Eng. A 721:263–273.
Zhang J, Fan Z, Wang Y, Zhou B (2000) Microstructural development of Al–15 wt%Mg2Si in situ composite with mischmetal addition. Mater. Sci. Eng. A 281:104–112.
Kim BJ, Jung SS, Hwang JH, Park YH, Lee YC (2019) Effect of Eutectic Mg2Si Phase Modification on the Mechanical Properties of Al-8Zn-6Si-4Mg-2Cu Cast Alloy. Metals (Basel) 9(1):32.
Li C, Liu X, Zhang G (2008) Heterogeneous nucleating role of TiB2 or AlP/TiB2 coupled compounds on primary Mg2Si in Al–Mg–Si alloys. Mater. Sci. Eng. A 497:432–437.
Schaffer PL, Arnberg L, Dahle AK (2006) Segregation of particles and its influence on the morphology of the eutectic silicon phase in Al–7 wt% Si alloys. Scr. Mater. 54:677–682.
Han Y, Li K, Wang J, Shu D, Sun B (2005) Influence of high-intensity ultrasound on grain refining performance of Al–5Ti–1B master alloy on aluminium. Mater. Sci. Eng. A 405:306–312.
Acknowledgements
This work was supported by the Korea Evaluation Institute of Industrial Technology (No. 20006644 Development and Infrastructure for Hydrogen Fuel Cell Propulsion Ship of Fuel Storage and Supplying System with Core Technology).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Kim, B.J., Jung, S.S., Park, Y.H., Lee, Y.C. (2020). Influence of TiB2 Particles on Modification of Mg2Si Eutectic Phase in Al–Zn–Si–Mg–Cu Cast Alloys. In: Tomsett, A. (eds) Light Metals 2020. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-36408-3_25
Download citation
DOI: https://doi.org/10.1007/978-3-030-36408-3_25
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-36407-6
Online ISBN: 978-3-030-36408-3
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)