
Abstract
The share of photovoltaics (PV) in the global energy market has been steadily increasing in the last decade. The PV industry has been innovative in the use of technology and resources in developing advanced cell designs. This work will focus on the evolution of printing techniques from contact lithography to 3D printing of solar cell components. Printing techniques face unique challenges as solar cells become thin (<90 μm), lighter, larger size, with demands on increased manufacturing throughput and lower manufacturing costs. Inefficient printing techniques can limit higher cell throughput. An overview of the range of printing techniques such as screen printing, stencil printing, light-induced plating, and ink jet printing will be presented. This study will also discuss the market share of various printing technologies. Recent advances in the use of additive manufacturing of solar cells will be discussed.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
Photovoltaics (PV) or solar cells have seen a rapid growth in the USA and the world in recent decades [1, 2]. For example, global PV shipments have increased eleven times in the last decade alone. Globally, cumulative PV installation has reached 509 GW. This growth is driven in part by the availability of raw materials, diversified markets, evolving PV technologies, and local government policies. Crystalline silicon with 96% market share has been a dominant PV technology.
Solar cells generate electricity in the presence of sun using photovoltaic effect. Photons, depending on their energy, generate electron hole pairs (i.e. charge carriers). Solar cells have built-in p-n junctions for charge separation. In conventional solar cells, metal contacts are placed on the front and back sides, to remove those charges. Some advanced device structures have metal contacts only on the back side.
This paper will focus on how the PV industry has evolved from using contact printing techniques from contact lithography to three-dimensional (3D) printing of solar cells. It will discuss the history of printing technologies, single-run and multi-run printing technologies, additive manufacturing , and market share of important contact printing technologies.
History of Printing Technologies for Solar Cells
During the 1950s, electroless Ni plating was used to prepare metal contacts on space solar cells [3]. In the 1960s, metallization on Si solar cell was performed by vacuum evaporation using metal shadow mask [4]. Initially, Ti/Ag layers were used to collect carriers, and later on, Ti/Pd/Ag (i.e. metal stack structure) was used for metal contacts. Ti reacts with silicon and forms low resistance (10−5 Ω cm2) contact. Pd was used as a diffusion barrier. Pd also increases corrosion resistance and thereby prevents peeling of the contacts during temperature–humidity testing. Silver (i.e. 4 µm thick) is used as a conductor. Certain high efficiency laboratory solar cells (e.g. passivated emitter rear locally-diffused (PERL) cells) still use the same stack structure. In 1973, photolithography was introduced (e.g. which was already being used in microelectronics) to replace contacts made by vacuum evaporation [5]. This technique allowed for finer grid and shallower doping of the emitter. The contacts made through photolithography have minimum series resistance and good shunt resistance resulting in lower power loss. It has advantage of 2% absolute efficiency over screen printed contacts [6].
Until the mid-70s, the bulk of solar cells were made for space applications and terrestrial solar cells were still prohibitively expensive for the general public. The techniques used were time consuming, and the metals selected were costly. In 1975, Si solar cells were introduced with screen printed metal contacts, having gridded Ag-based front and Al-based whole area rear contacts [7]. The self-aligned nature of these screen printed contacts made them cost-effective to manufacture.
The size of the individual solar cell during 1970s–1980s was 4 cm2. Later, as the solar cell size increased to 100 cm2, and as photovoltaic technologies improved (i.e. increased carrier lifetime, better light trapping design, good surface passivation layer), problems with screen printed solar cells became prominent. As efficiency of the solar cells increased from 4 to 16.5%, the contact metallization became a technological bottleneck. In fact, the efficiency difference between screen printed cells made from high lifetime Czochralski wafers and cast mc-Si wafers is only 1.5%.
Thick Film Deposition Techniques
Thick film (>5 µm thick) contact deposition techniques can generally be divided into single-run or multi-run process. In the following description, single-run techniques are defined as those that deposit paste on the substrate only once. Single-run techniques currently have 75% market share [8]. Multi-run techniques are described as those where metals are being deposited on the substrate, on the same place, more than once (i.e. multilayers). These have the advantage of fine line resolution (better finger width control through slower paste deposition rates), but costly equipment and slower cost recovery for industry. The market share of multi-run techniques is expected to increase by 10%.
Single-Run Deposition Processes
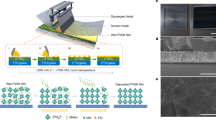
Screen printing is one of the oldest forms of graphic art reproduction [9]. Screen printing is the most widely used state-of-the-art metal contact deposition technique in c-Si solar cell industries. It has been adopted from the microelectronics industry. It is a contact method, and a pressure is applied on the wafer by squeegee via screen. Screen printing is a rapid (i.e. single line can have throughput of about 5000 wafers/h), repeatable, and an economical technique for applying thick metallic films to substrate.
In conventional crystalline silicon-based solar cell manufacturing, Ag-based pastes (or inks) are used for the front contact and Al-based pastes for the back contact formation. As illustrated in Fig. 1, the screen consists of an aluminum frame and a woven mesh of steel wires clamped to the frame. As an alternative, polyester or polyamide can also be used as wire mesh. Screen mesh size is usually 250–325 wires per inch with wire diameter of around 10 µm and mesh opening of around 30 µm. The size of the frame needs to be large enough so that the mesh releases from the substrate and paste during the snap-off. Steel wires are coated with photosensitive emulsion (0.0015–0.020 in. thick). Photolithography is used to create pattern (openings) similar to solar cell grid. The spring loaded squeegee can be made of metal, neoprene, or polyurethane . The edge squeegee makes a 45° angle with the screen. By keeping cross section of squeegee as rectangle, all edges can be rotated periodically.

Schematic of a typical screen printer set-up [10]
During screen printing process, the open areas of the screen are flooded with paste by moving a squeegee over the surface of the screen without applying a vertical force. The screen is not touching the wafer, but is at a certain distance away from it; this distance is known as the snap-off distance (i.e. 0.5 mm). Next, a vertical force is applied to the printing-squeegee, pressing the screen onto the wafer and forcing paste through the screen openings. The paste sticks to the substrate due to adhesion forces. In the final phase, the paste is released out of the screen.
Screen printing has been accepted widely by the PV industry. But it has its drawbacks. These drawbacks are as follows: (i) Screen mesh size limitation requirements prevents finer fingers (<45 μ) and bus bars. This leads to shadowing loss (up to 7–10%). It also has poor aspect ratio (i.e. height to width ratio) of ≈0.17. (ii) The top layer of the cell has to have a high doping level so that the contact formation is near ohmic. High doping level leads to less response for short wavelength light (e.g. blue light). Glass (5–8%) in the paste affects contact formation and current conduction. The contact formation is through islands of silver and silicon [11, 12]. Thus, the process is not efficient enough. (iii) The back contact aluminum requires additional Ag/Pd soldering pad, leading to additional screen printing step. (iv) Front Ag/back Al pastes have organic compounds which give out fumes that interfere with the processing as well as pose environmental hazards. These hazards are mitigated by utilizing expensive exhaust systems. (v) Solar cell is subjected to a notable pressure during screen printing. Weak wafers or thin wafers can create cracks which may result in shunt if metal paste is covering the crack. (vi) Screen slowly becomes deformed and worn out with usage.
Stencil printing is a precursor of screen printing technique. It is widely used in printing circuit boards. It uses a stencil made by using electroforming techniques and the conductive paste passes through a screen free opening. Though a late comer, its market share is expected to grow by 8% in the next decade [13]. However, in solar cells, textured surfaces erode the life of the stencils. It is being improved to overcome aspect ratio (i.e. line height/line width), finer finger width (<40 μm), and uniformity limitation of screen printing technique [14].
Hot melt ink process was developed at Fraunhofer ISE, Germany. The paste composition is different with higher amount of silver (>80%) compared to regular screen printed paste (70–80%). The paste is solid at room temperature (melting point is 70 °C). Major devices that come in contact with the pastes are therefore heated (i.e. screen, squeegee). Deposited finger has better aspect ratio than finger deposited by regular paste [15]. To the best of the knowledge of the authors, this technique is not widely used in industry.
Multi-run Deposition Processes
Ink jet printing technique deposits metal on substrate in the form of fine droplets [16, 17]. Figure 2 is a sketch of the working principle of the ink jet printer. Stress on the wafer is eliminated, as it is a non-contact method.

Sketch of working principle of ink jet printer
It is an attractive deposition technique for thinner (<100 μm) substrates. Constant height is maintained between printing head and wafer, as the printing head moves with respect to wafer. In order to facilitate passage of ink through small orifice, it uses less amount of silver than a screen printed paste. To have a thicker finger, printing head has to pass through the same point, multiple times (1 μm per pass). The improvement in aspect ratio of finger is also minimal. While it is commercialized for organic PV cells, for multi-crystalline silicon (mc-Si) solar cells, it has to overcome some challenges such as high contact resistance and higher line resistivity. Perovskite solar cells have been fabricated via in situ mixing of active layer using multi-head desktop inkjet printers [18].
Roller printing is another two-step process developed by Huster et al. [19]. A beveled single blade is used to create finger ridges on the cell. A roller is then used to apply the screen printed paste. The technique is still under developmental stage. Glunz et al. [20] have proposed the two-layer process. In the first step, a narrow metallization line, the seed layer, is created on the silicon surface. This layer forms a good mechanical and electrical contact to the silicon surface. This is followed by growth step, whereby printed line is thickened by silver electro-plating to increase the line conductivity .
Pad printing is one of the proposed seed layer processes. It is a widely used process for printing small size patterns (50 μ). It is a contact method. A pad is used to transfer patterned paste from photopolymer plate onto the cell. The paste has similar composition as the screen printed paste, but lower viscosity. The photopolymer plate, used in this process, has short life and erodes fast [15]. Paste transfer from ink reservoir to cell via pad has to be quick or else, incomplete paste transfer occurs. The process is not being currently used in the silicon solar cell industry. To improve the paste transfer efficiency, the hot melt ink with heated pad and printing plate are used [21].
In another non-contact, seed layer technique, a powder of metal particles is deposited on the surface of the cell. The metal powder is then sintered or melted by laser to form the contact lines. Pulsed laser is used to prevent rest of the substrate from heating. The remaining powder is removed. This technique is still under developmental stage. Metal Aerosol Jetting is another non-contact seed layer technique that is being developed. A metal aerosol is created through a specially designed printing head. In this printing method, the particles are surrounded by a ring-shaped gas flow which prevents the contact between aerosol and tip. The aerosol spray is therefore controlled by the ring-shaped gas flow and line widths that are considerably smaller than the tip diameter can be deposited. The process is still in development [22].
Light-induced electro-plating is the suggested method to be used for increasing the finger thickness of the above-mentioned multi-run methods. It is selective and a high deposition rate process [23]. The cell is immersed in a potassium silver cyanide electro-plating bath with a silver electrode as anode and solar cell acting as cathode. Only back side of the cell is contacted. The applied potential suppresses dissolution on this side. By illuminating the cells, the front electrodes on the solar cell are on a more negative potential, high enough to stimulate deposition of Ag ions [15]. This process is illustrated in Fig. 3. New cyanide free bath is being tested by Q-cells.

Schematic of LIP process
The above-mentioned multi-run processes require significant expensive and state-of-the-art equipment when compared to screen printing. Additionally, material wastage is also an issue. Moreover, the electro-plating step is applied after contact firing and can introduce more contaminants, thereby affecting the efficiency. Hot melt ink method mentioned in the pad printing step itself is a developing process. The problem of mechanical adhesion can still be a challenge.
Three-Dimensional Printing
Rapid prototyping or 3-D printing , also known as additive manufacturing (AM), is a rapidly evolving technology used in the fabrication of solar cells. In this technology, a Computer-Aided Drawing (CAD) of the structure/object to be deposited is prepared. The drawing is then opened in a Slicer software. This software portions the drawing in layers and sends the command to a 3D printer machine. 3D printing by design is supposed to be thrifty in material consumption as it makes an object of the desired shape and size by adding material rather than removing the material. In other words, it is opposite to machining operation. The object is then printed on a plate/substrate, layer by layer with the help of printer head. The technology can be used for directly depositing solar cell parts or to create external structures (i.e. light trapping structures) to be placed on the active device. Third-generation solar cells, namely copper zinc tin sulfide (CZTS), organic solar cells, quantum dots, dye-sensitized solar cells (DSSC), and perovskite solar cells (PSC) have been produced using 3D printing technologies. James and Contractor [24] used Fused Deposition Modelling (FDM ) to create a fractal-based counter electrode for DSSC cell in a cost-effective way (Fig. 4). Dijk et al. [25] fabricated external light trapping structures using 3D printing . An array of reflectors was placed on top of an organic solar cell module (Fig. 5). There have been a number of publications focusing on the growth of three-dimensional printing (3D) for electronic components [26, 27]. Morales et al. [26] have reviewed various 3D technologies for energy and environmental applications.

a Schematic of 3-D printing using FDM method. b Sketch of nature-inspired fractal electrode being printed

Sketch of 3D printed parabolic concentrator (light trapping structures)
Market Share of Different Metallization Techniques
Crystalline silicon (C-Si) is currently the dominant technology (96% market share) in the PV industry. C-Si uses screen printing which currently has a market share of about 89%, and it is expected to maintain the lead for the next 10 years [12]. Being one of the oldest technologies, scientists have been able to adjust to the requirements of the industry. For example, the amount of silver used in screen printed silicon solar cells has been reduced from 300 to 100 mg [8, 28]. The share of plating technology is anticipated to increase to about 5%. The market share of stencil printing is expected to grow by 7% in the next decade.
Conclusion
The development of printing technology in solar cell manufacturing has indeed come a long way. The scientific breakthroughs in printing technology have been able to keep up with the needs of the ever evolving device architecture of solar cells (i.e. device thickness, throughput, strength, or cost). As solar cells become mainstream energy sources, more stringent requirements will be expected from the printing technologies such as materials availability, supply chain management, environmental impact, regulations, and societal needs.
References
Feldman D, Margolis R (2019) NREL Q42018/Q1 2019 Solar industry update. https://www.energy.gov/eere/solar/quarterly-solar-industry-update. Accessed 7 Sept 2019
Philipps S (2019) Fraunhofer ISE: photovoltaics report, updated: 14 Mar 2019. https://www.ise.fraunhofer.de/en/publications/studies/photovoltaics-report.html. Accessed 5 July 2019
Iles PA (2001) Evolution of space solar cells. Sol Energy Mater Sol Cells 68:1–13. https://doi.org/10.1016/S0927-0248(00)00341-X
Green MA (1993) Silicon solar cells: evolution, high efficiency design and efficiency enhancements. Semicond Sci Technol 8(1):1–12. https://doi.org/10.1088/0268-1242/8/1/001
Lindmayer J, Allison J (1973) The violet cell: an improved silicon solar cell. COMSAT Tech Rev 3(1):1–23
Doshi P, Mejia J, Tate K, Rohatgi A (1997) Modeling and characterization of high-efficiency silicon solar cells fabricated by rapid thermal processing, screen printing, and plasma-enhanced chemical vapor deposition. IEEE Trans Electron Devices 44(9):1417–1424. https://doi.org/10.1109/16.622596
Ralph EL (1976) Recent advancements in low cost solar cell processing. In: Proceedings of the 11th IEEE photovoltaic specialists conference, pp 315–316
Fischer M (2018) ITRPV 9th edition 2018 report release and key findings. In: PV CellTech conference, 14 Mar 2018
Prudenziati M, Moro L, Morten B, Sirotti F, Sardi L (1989) Ag based thick film metallization of silicon solar cells. Active Passive Electron Compon 13:133–150
Sopori B, Mehta V, Rupnowski P, Appel J, Romero M, Moutinho H, Domine D, To B, Reedy R, Al-Jassim M, Shaikh A, Merchant N, Khadilkar C, Carlson D, Bennet M (2007) Fundamental mechanisms in the fire-through contact metallization of si solar cells: a review. In: Proceedings of 17th workshop on crystalline silicon solar cells & modules: materials and processes, pp 93–103
Young JL, Mehta V, Guhabiswas D, Moutinho H, To B, Ravindra NM, Sopori B (2009) Back contact formation in si solar cells: investigations using a novel cross-sectioning technique. In: Poster session presented at 19th workshop on crystalline silicon solar cells & modules: materials and processes, Vail, CO
Mehta VR (2010) Formation of screen-printed contacts on multicrystalline silicon (mc-Si) solar cells. Ph.D. thesis, New Jersey Institute of Technology
Schubert G, Beaucarne G, Tous L, Hoornstra J (2017) Results of the survey conducted during 7th workshop on metallization and interconnection for crystalline silicon solar cells. In: 7th workshop on metallization and interconnection for crystalline silicon solar cells, 2017. http://dx.doi.org/10.2139/ssrn.3152250. Accessed on 9th Sept 2019
Shanmugam V, Wong J, Peters I, Cunnusamy J, Zahn M, Zhou A, Yang R, Chen X, Aberle A, Mueller T (2015) Analysis of fine-line screen and stencil-printed metal contacts for silicon wafer solar cells. IEEE J Photovoltaics 5(2)
Glunz S, Mette A, Aleman M, Richter P, Filipovic A, Willeke G (2006) 21st European photovoltaic solar energy conference, Dresden, Germany, pp 746–749
Kaydanova T, Miedaner A, Curtis C, Perkins J, Alleman J, Ginley D (2003) Ink jet printing approaches to solar cell contacts. National Renewable Energy Laboratory (NREL), Golden, CO, USA
Teng KF, Vest RW (1988) Metallization of solar cells with ink jet printing and silver metallo-organic inks. IEEE Trans Compon Hybrids Manuf Technol 11:291
Bag M, Jiang Z, Renna L, Jeong S, Rotello V, Venkataraman D (2016) Rapid combinatorial screening of inkjet-printed alkyl-ammonium cations in perovskite solar cells. Mater Lett 164:472–475. https://doi.org/10.1016/j.matlet.2015.11.058
Huster F, Gerhards C, Spiegel M, Fath P, Bucher E (2000) Roller printed multi crystalline silicon solar cells with 16% efficiency and 25 μm finger width. In: Proceedings of 27th IEEE photovoltaic specialists conference, pp 205–208. https://doi.org/10.1109/pvsc.2000.915790
Glunz SW, Mette A, Aleman M, Richter PL, Filipovic A, Willeke G (2006) New concepts for the front side metallization of silicon solar cells. In: Proceedings of the 21st European photovoltaic solar energy conference, pp 746–749
Huljic D (2006) Structured method for applying a thermoplastic paste on a substrate and its use. Retrieved 8 Apr 2010 from, http://www.patent-de.com/20060810/DE102004056492B3.html
King BH, O’Reilly MJ, Barnes SM (2009) Characterizing aerosol jet® multi-nozzle process parameters for non-contact front side metallization of silicon solar cells, pp 1107–1111
Glunz SW, Knobloch J, Biro D, Wettling W (1997) Optimized high efficiency silicon solar cells with Jsc = 42 mA/cm2 and η = 23.3%. In: Proceedings of the 14th European photovoltaic solar energy conference, pp 392–395
James S, Contractor R (2018) Study on nature-inspired fractal design-based flexible counter electrodes for dye-sensitized solar cells fabricated using additive manufacturing. Sci Rep 8:17032. https://doi.org/10.1038/s41598-018-35388-2
Dijk L, Marcus P, Oostra A, Schropp R, Vece M (2015) 3D-printed concentrator arrays for external light trapping on thin film solar cells. Solar Energy Mater Solar Cells 139:19–26. http://dx.doi.org/10.1016/j.solmat.2015.03.002
Morales J, Tarancón A, Vázquez J, Ramos J, Afonso L, Mora P, Rueda J, González R (2017) Three dimensional printing of components and functional devices for energy and environmental applications. Energy Environ Sci 10:846. https://doi.org/10.1039/c6ee03526d
Saengchairat N, Tran T, Chua C-K (2017) A review: additive manufacturing for active electronic components. Virtual Phys Prototyping 12(1):31–46
Woodhouse M, Smith B, Ramdas A, Margolis R (2019) Crystalline silicon photovoltaic module manufacturing costs and sustainable pricing: 1H 2018 benchmark and cost reduction road map, NREL/TP-6A20-72134 Feb 2019
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Mehta, V.R., Ravindra, N.M. (2020). Screen Printing to 3D Printing of Solar Cells—An Overview. In: TMS 2020 149th Annual Meeting & Exhibition Supplemental Proceedings. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-36296-6_178
Download citation
DOI: https://doi.org/10.1007/978-3-030-36296-6_178
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-36295-9
Online ISBN: 978-3-030-36296-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)