
Abstract
Modern aluminium producing cells are operating at ~955–965 °C. The current efficiency with respect to aluminium can be as high as 96% and the corresponding energy consumption may be ~13 kWh/kg Al and higher in cells running at ~300 kA or higher. The current density is ~0.9 A/cm2. Developing inert anodes for oxygen evolution and measures to eliminate PFC emissions are important research topics. The role of impurities is also an important issue. Today, magnesium is mainly produced by the Pidgeon process, which involves the reduction of MgO by silicon in the form of ferrosilicon. The thermal process is presently more economic but electrowinning in molten chlorides with MgCl2 feedstock may be more sustainable and may make a comeback. However, electrolysis is still important for producing magnesium in the Kroll process for titanium production. The presence of moisture will affect the collection of produced Mg droplets and the consumption of graphite anodes.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
Aluminium Electrowinning
Introduction
Production of primary aluminium metal is rather unique in that the principles of the electrolysis technology that were proposed and independently patented by Hall and Heroult in 1886 are essentially unchanged. Also remarkable is the fact that the electrolytic Hall–Heroult process is the only industrial production route for aluminium . Notwithstanding, great progress has taken place over more than 100 years of development. The main improvements have been related to current efficiency , electrical energy consumption , productivity, and environmental impact.
The annual production of primary aluminium has been ~60 million metric tons in recent years [1]. The largest producing country is China with more than 50%. After a slight decrease in the annual production in 2009 due to world financial problems, there has been a slow increase due to the importance of aluminium alloys for transportation and building materials. It is expected that in the near future, more aluminium will be used in transportation and as a replacement for copper as conductor.
Alumina is dissolved and reduced to aluminium in a molten fluoride electrolyte based on cryolite (Na3AlF6) at ~950 °C [2]. Dissolved oxygen containing complexes are oxidized at consumable carbon anodes to give CO2 . Modern cells are operating at 400 kA with a current efficiency of ~95% and an energy consumption of ~13 kW h/kg Al.
Raw Materials and Electrolyte
Carbon anodes and aluminium oxide are the main consumable raw materials in the Hall–Heroult process. Small quantities of electrolyte components, mainly AlF3, are also consumed.
There are two anode designs; the use of several prebaked anodes which are replaced regularly without disturbing the electrolysis and the use of one soderberg anode which is continuous and self-baking. Modern cells are equipped with prebaked anodes, mainly because of size limitations and higher local pollution by using soderberg anodes. Both types of anodes are made from petroleum coke aggregate and coal tar pitch binder, the pitch content being about 13 wt% for prebaked anodes and about 25 wt% for soderberg anodes. Prebaked anodes are manufactured in a separate anode plant and baked in furnaces at about 1100 °C.
Cryolite (Na3AlF6), which has a melting point of 1010 °C, is the only electrolyte known to dissolve appreciable amounts of aluminium oxide. The industrial electrolyte is modified by additions of AlF3 and CaF2, and in some cases, LiF and MgF2. These additions cause a reduced liquidus temperature and are known to be beneficial for obtaining a higher current efficiency .
The binary phase diagram of NaF–AlF3 is shown in Fig. 1 [3]. The phase diagram of Na3AlF6–Al2O3 is a simple binary system where the alumina solubility is about 10 wt% at the eutectic temperature of ~960 °C [4]. The alumina solubility will decrease by adding other components such as AlF3 and by lowering the temperature. Therefore, there is a limit to how much the temperature can be reduced.

The binary phase diagram of NaF–AlF3 [3]
Electrode Processes and Current Efficiency
The primary cell reaction in Hall–Heroult cells is:
The cathode process involves the transport of the aluminium containing species from the bulk phase of the electrolyte through the diffusion boundary layer to the cathode/electrolyte interphase where the charge transfer reactions take place. It is known that sodium ions, Na+, are the main carrier of current in the electrolyte [2]. Al(III) is present as dissolved complexes involving aluminium , fluorine, and oxygen; the major species being Al2OF62− and Al2O2F42− [5]. Concentration gradients may be established near the cathode surface. Due to the transport and electrode processes, sodium ions and fluoride ions will accumulate near the cathode surface. Therefore, the electrolyte composition is higher in NaF near the cathode/electrolyte interface than in the bulk electrolyte. This gives rise to small but significant concentration overpotential [6]. The electron transfer for deposition of aluminium is very fast, which is a common feature for metal deposition reactions in molten salts.
The anode process involves the formation of adsorbed COx compounds, associated with a high overvoltage of several hundred millivolts reported [7] at normal current densities of about 0.7 A/cm2. CO2 is the primary anode product at normal current density, while CO, being thermodynamically favoured, is formed at very low anodic current densities [8].
An important feature of the process is the fact that aluminium dissolves in the molten electrolyte, which is a general phenomenon taking place when a metal is in contact with a molten salt containing the metal cation [9]. In molten cryolite -based electrolytes, dissolved Na must be considered in addition to dissolved Al. A small but significant activity of sodium is established at the metal/electrolyte interface due to the following equilibrium:
It is known that the subvalent species AlF2− is formed as well as dissolved Na, the latter being responsible for a small contribution to electronic conductivity [2]. Solubility studies have been carried out in laboratory experiments, and under industrial operation, the metal solubility is ~0.06 wt% Al [2]. The solubility decreases by increasing content of AlF3 and decreasing temperature. Reliable data for the metal solubility have been published [10, 11].
The loss in current efficiency with respect to aluminium is mainly due to the so-called back reaction between dissolved Al and the anode product according to:
The back reaction (2) takes place near the cathode surface, and the rate is controlled by diffusion of dissolved Al through the diffusion layer [12]. Hence, the concentration of dissolved Al at the cathode/electrolyte interface and the diffusion layer thickness are important for the loss in current efficiency . The rate of the back reaction can be expressed as follows:
where k′ is a constant including the diffusion coefficient , co is the saturation concentration of dissolved metal at the cathode/electrolyte interface , and δ is the diffusion layer thickness. A theory for the mechanism for the loss in current efficiency for aluminium deposition in the industrial process has been presented [13]. Experimental results and model calculations for the current efficiency based on laboratory studies have been published [14, 15]. The effects of electrolyte impurities and electrolyte composition were included in the investigations. Realistic values for the current efficiency were obtained. The variation of the current efficiency with respect to current density, electrolyte composition, and temperature was essentially found to be closely linked to the metal solubility data. Recent experimental results from laboratory experiments are in agreement [16]. Current efficiencies are ranging from 85 to 96%, increasing by increasing the cathodic current density, increasing AlF3 content, and lowering the temperature. Current efficiency data from industrial cells show similar trends. A revised model for calculating the current efficiency based on local variations in cathodic current density related to the three-phase flow of electrolyte at the cathode interface has also been proposed [17].
Impurities present in the Hall–Heroult process originate mainly from the raw materials, carbon, and alumina . Some additional impurities come from bath components (AlF3), tools, anode stubs, and sidelining (SiC) and refractory lining materials. The major part of these impurities is initially present in the electrolyte as dissolved fluoride or oxyfluoride complexes. The dissolution process can be expressed as follows:
for a divalent cation. The concentration of impurities in the bath is normally well below saturation [2]. In cases where the decomposition voltage of MO is lower than that of Al2O3 M will be reduced at the cathode and end up in the produced aluminium . It has been shown that the transfer of such impurity elements from the bath to the cathode is mass transfer controlled [18]. These impurities will mainly affect the purity of the produced aluminium , and iron and silicon are quantitatively the most important elements. Another class of impurities is exemplified by phosphorus which is less likely to be deposited at the cathode. Dissolved phosphorus complexes can exist in several different valencies and participate in cyclic oxidation and reduction reactions at the electrodes. In certain cases, up to 50% of the loss in current efficiency due to impurities can be ascribed to phosphorus [19,20,21].
A new approach to produce alloys directly in the Hall–Heroult process has been suggested [22]. Controlled additions of metal oxides such as SiO2 or TiO2 may be an alternative way of producing valuable alloys.
Cell Technologies and Operating Conditions
The different cell technologies for aluminium production depend on the nature of the carbon anodes and the current load. However, the electrolyte composition and the operation of the electrolysis are very similar for all technologies. Information about innovations and performance data related to aluminium electrolysis has traditionally been very open. Figure 2 shows a schematic drawing of a modern prebaked cell.

Schematic cross-section of a prebaked aluminium electrolysis cell
There are so-called soderberg cells with horizontal or vertical anode studs and prebaked cells which are arranged side by side or end to end. The preferred design is prebaked cells placed side by side to reduce the footprint and optimize the magnetic field compensation. One of the major breakthroughs in the history of developing and optimizing the Hall–Heroult process was the ability to control and compensate for the influence of the magnetic fields on the movement of the liquid aluminium metal pad. A strong magnetic field is established from the large current passing through the cell [23]. Disturbances of the liquid Al give rise to loss in current efficiency , which can be realized from Eq. (4).
The interpolar distance is quite large, varying from 2 to 3 cm in modern cells. It helps to separate the electrode products and to provide a useful heat regulating tool since no external heating is provided. The horizontal configuration combined with the very large liquid Al cathode and the magnetic fields can explain the need for operating at such a high interpolar distance. Another limitation caused by the horizontal design is the need for having a high level of liquid on top of the carbon cathode blocks, which is due to the poor wetting of liquid Al on solid carbon. An essential feature of the Hall–Heroult process is the use of a frozen layer of the electrolyte for containing the molten bath. This is due to the lack of inert container materials and is achieved and maintained by establishing a certain heat loss through the sides of the cell. The operating temperature is typically 950 °C, about 10 °C above the liquidus temperature .
Alumina is added batchwise through point feeders at a regular frequency of a few minutes. The content of dissolved alumina is estimated by measuring the electrical resistance in the bath, since there is a correlation between alumina content and conductivity .
The liquid aluminium active cathode is resting on top of carbon cathode blocks mainly consisting of semi-graphitic or graphitized carbon material. Interaction with electrolyte, solid alumina , and sodium affects the cathode blocks and may cause erosion and swelling of the carbon. The cell life is commonly limited by the life time of the cathode blocks, which may vary from 5 to 10 years. Disposal of spent potlining remains an unresolved environmental challenge. Inert cathode materials such as TiB2 are still not implemented in industrial cells, but may be necessary for developing alternative cell designs such as drained cells.
Anodes are made from petroleum coke aggregate and coal tar pitch binder, prebaked anodes containing about 15% pitch while soderberg anodes containing about 25% pitch. The anode carbon consumption is higher than the theoretical due to some airburn and reaction with CO2 . Another adverse effect of using carbon anodes is the existence of so-called carbon dust, which consists of unreacted coke particles fallen off of the anode and may cause heating of the electrolyte. Anode effect is an undesireable situation caused by depletion of dissolved alumina . The anode potential will increase and other products such as CF4 and C2F6 in addition to fluorine will be formed. The anode effect is undesired for several reasons; disturbance of the process, local and global environmental impact, and excess energy consumption . Some new cells are using slotted anodes to facilitate the escape of gas bubbles and minimize the resistance due to the gas bubbles underneath the anode . Recent studies [24] have shown that PFC gases may also be formed at “normal” cell voltages. This can be explained by one anode drawing less current, which will reduce the ohmic voltage drop [25]. Therefore, the potential is available for other anodic reactions to take place. Such emissions of PFC are not detected or reported on a regular basis. More emphasis should be given to sort out this issue.
The cell voltage is ~4 V, which includes the reversible potential, the ohmic voltage drop of the bath, and the anodic and cathodic overvoltages. The energy efficiency is less than 50%, mainly because of the large voltage drop of the electrolyte.
Magnesium Electrowinning
Introduction
The annual production of primary magnesium metal has been around 1 million tons in recent years [1]. The production is totally dominated by China. Today, magnesium is mainly produced by the Pidgeon process, which involves the reduction of MgO by silicon in the form of ferrosilicon. Electrolysis was the dominant production route in the 1990s. The thermal process is presently more economic but electrowinning may be more sustainable and could again become more important in the near future. However, electrolysis is still important for producing magnesium for reducing TiCl4 within the Kroll process for titanium production. Information about innovations and performance data related to magnesium electrolysis has traditionally been rather secretive. Therefore, the literature is scarce. There are some useful review articles [26,27,28].
Small quantities of magnesium were produced by Davy and Faraday in the first half of the 1800s. The modern industrial electrolysis cells were developed by I. G. Farben from the 1920s.
MgO does not have appreciable solubility in molten salts, so the choice of raw material added to the electrolyte is MgCl2. Current technologies all use anhydrous MgCl2 either in the form of liquid or solid pellets as the feedstock. The molten electrolyte is a mixture of chlorides, mainly NaCl and CaCl2 and some KCl at ~750 °C. Liquid magnesium droplets are formed in a vertical electrode design. Both monopolar and bipolar cell technologies are available. The current can exceed 400 kA, and the best cells have an energy consumption of ~13 kW h/kg Mg.
Raw Materials and Electrolyte
The main ores rich in magnesium are magnesite (MgCO3), dolomite, (MgCO3 · CaCO3), and carnallite (MgCl2 · KCl · 6H2O). Also, natural brines and sea water represent important sources of magnesium . Anhydrous magnesium chloride is produced by dehydration of magnesium chloride solutions or carbochlorination of magnesium oxide. Anhydrous MgCl2 is very hygroscopic, so dissolved oxygen and hydrogen containing species will be present in the molten electrolyte [29].
In melts containing MgCl2, hydroxides either decompose or react causing the formation of MgO, HCl, MgOHCl, and H2O. The following equilibria will be established between these species.
The solubilities of HCl and H2O depend on the electrolyte composition. In melts containing MgCl2, the behaviour of H2O is linked to hydrolysis reactions.
In melts containing MgCl2, the oxide solubility is very low due to the high stability of MgO. Oxide solubilities in MgCl2 containing melts have been reported [30]. The solubility increases by increasing content of MgCl2. MgOHCl, which is formed in melts containing MgCl2, is a relatively stable dissolved species. HCl and H2O may be formed due to chemical reactions, but are generally unstable in the absence of an atmosphere containing these species. Dissolved MgO is present as a complex [30].
An important aspect of the process is the fact that dissolved MgOHCl is electroactive and may be reduced at the cathode according to the following reaction [31].
Hence, the formation and possible precipitation of MgO may take place at the cathode.
The selected electrolyte composition is based on the effects of the various components on the physicochemical properties of the molten electrolyte. However, in some cases, the MgCl2 feedstock contains small amounts of another metal chloride such as KCl. Electrical conductivity , density, vapour pressure , interfacial tension, and metal solubility are important properties . A typical composition can be 45% NaCl, 35% CaCl2, 10% KCl, and 10% MgCl2. Evaporation will take place, but it is usually a minor problem. The content of MgCl2 must not be too low to avoid codeposition of sodium, although some sodium will always be deposited at a low activity.
Magnesium is soluble in molten chlorides containing MgCl2, which is affecting the current efficiency . It is known that dissolved magnesium is present as a subvalent ion Mg22+ [32].
Electrode Processes and Current Efficiency
The main cell reaction is the electrodecomposition of dissolved MgCl2.
The cathode process involves the nucleation of Mg on the steel cathode. The electron transfer is very fast, and the small contribution to the cathodic overvoltage is due to the diffusion of Mg(II) species through the boundary layer near the cathode [33].
The anode process involves the formation of adsorbed chlorine and the subsequent desorption, which will be accompanied by a considerable overvoltage of about 0.2 V at the applied current density. The presence of dissolved oxygen containing species gives rise to a slow but significant consumption of the graphite anodes due to the formation of CO2 [34].
The main reason for the loss in current efficiency is the recombination reaction between the products, most likely in the form of dissolved species.
Under normal conditions, the rate of this back reaction is probably controlled by diffusion of dissolved Mg. The formation of Mg droplets is very important for the success of the process. Very small droplets may have a long residence time in the electrolyte and are likely to cause a more significant loss in the current efficiency . Such conditions may occur when the wetting properties at the cathode deteriorate which may take place at high contents of moisture . The presence of certain dissolved impurity elements such as silicon and boron may also cause inferior wetting of Mg [26].
Good wetting of Mg of the steel cathode substrate may occur at low contents of dissolved hydrogen and oxygen containing species. However, the formation of very large Mg droplets or a film of liquid Mg on the cathode may have an adverse effect on the operation. Additions of carbon particles and sodium carbonate may actually be used to control the content of dissolved oxide in the electrolyte.
Cell Technologies and Operating Conditions
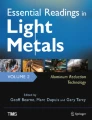
Both products , liquid Mg and gaseous Cl2, are lighter than the electrolyte. Therefore, it is challenging to avoid recombination and loss in current efficiency . Older electrode designs were equipped with diaphragms or separators near the cathode [27]. Modern designs have utilized the so-called gas lift to separate liquid magnesium droplets from chlorine bubbles [35]. The upward circulation of the electrolyte is set up by the massive evolution of chlorine gas. Magnesium droplets are formed on the cathodes of steel . These droplets are detached from the cathode and rise up toward the surface. Due to the lower buoyancy, the majority of the Mg droplets will not reach the surface but enter the metal collecting compartment. One of the successful monopolar designs for achieving a good separation of the products is shown in Fig. 3. Modern cells operate at ~400 kA and a current efficiency up to ~95% and an energy consumption of ~15 kW h/kg Mg. The cathodic current density is ~0.8 A/cm2 and the temperature is ~700 °C. The interelectrode distance is fixed, so there is little room for adjusting the heat production. The cells are commonly equipped with separate heating possibilities through auxiliary AC electrodes placed in the metal collection compartment.

Monopolar magnesium electrolysis cell design [35]. 1—Refractories, 2—graphite anode , 3—steel cathode, 4—refractory cover, 5—metal outlet, 6—metal, 7—partition wall, 8—electrolyte flow, 9—electrolyte level, 10—chlorine outlet
Modern bipolar technologies were developed in the 1980s [36, 37]. Bipolar cells have shorter interelectrode distances but the current efficiency is much lower due to bypass current, so the energy consumption is a little higher compared with monopolar cells.
The strong circulation of the electrolyte near the cathode increases the rate of the diffusion of Mg(II) species through the boundary layer. This situation helps to achieve a low cathodic overpotential and a reduced Na codeposition.
The cell life can be about 4–5 years, and the service life of the graphite anodes can match the life time of the cell, while the steel cathodes can be used for an additional period [37]. The presence of dissolved oxygen containing species gives rise to the formation of CO2 at normal operation anode potentials.
The formation of sludge containing Mg droplets, precipitated MgO, and electrolyte may take place at high contents of oxide and moisture .
Conclusions
Increased productivity and increased energy efficiency are key issues for developing new technologies within aluminium electrowinning . The development and implementation of inert anodes and capture and storage of CO2 are likely to be postponed. The possibility to increase the cathodic current density is very attractive but very challenging, but research and development will probably be carried out. A lot of attention will be drawn to dealing with the potential risk of deteriorating quality of raw materials, especially focus on the behaviour of increasing amounts of impurities in alumina and anode carbon. The issue of PFC formation at normal cell voltage must be investigated and accounted for.
Magnesium electrowinning must be developed and optimized to be able to compete with thermal routes such as the Pidgeon process. Better control of the levels of dissolved oxygen and hydrogen containing species is of crucial importance for achieving a high current efficiency . The cell life and especially the service life of the anodes should be increased.
References
U.S. Geological Survey. https://www.usgs.gov/centers/nmic/minerals-yearbook-metals-and-minerals
Thonstad J, Fellner P, Haarberg GM, Hives J, Kvande H, Sterten Å (2001) Aluminium electrolysis: fundamentals of the Hall-Heroult process. Aluminium-Verlag, Düsseldorf
Solheim A, Sterten Å (1997) Activity data for the system NaF-AlF3. In: Proceedings of the ninth international symposium on light metals production, Trondheim, Norway, p 225
Skybakmoen E, Solheim A, Sterten Å (1997) Alumina solubility in molten salt systems of interest for aluminum electrolysis and related phase diagram data. Metall Mater Trans B 28B:81–86
Sterten Å (1980) Structural entities in NaF-AlF3 melts containing alumina. Electrochim Acta 25:1673
Thonstad J, Rolseth S (1978) On the cathodic overvoltage on aluminium in cryolite-alumina melts—I. Electrochim Acta 23:223–241
Jarek S, Thonstad J (1987) Light metals 1987, pp 399–407
Thonstad J (1964) On the anode gas reactions in aluminum electrolysis, II. J Electrochem Soc 111:959
Bredig MA (1964) Mixtures of metals with molten salts. In: Blander M (ed) Molten salt chemistry. Interscience, New York
Ødegård R, Sterten Å, Thonstad J (1987) Light metals 1987, p 389
Wang X, Peterson RD, Richards NE (1991) Light metals 1991, p 323
Rolseth S, Thonstad J (1981) On the mechanism of the reoxidation reaction in aluminum electrolysis. In: Light metals 1981, pp 289–301
Sterten Å (1988) Current efficiency in aluminium reduction cells. J Appl Electrochem 18:473
Sterten Å, Solli PA, Skybakmoen E (1998) Influence of electrolyte impurities on current efficiency in aluminium electrolysis cells. J Appl Electrochem 28:781
Sterten Å, Solli PA (1995) Cathodic process and cyclic redox reactions in aluminium electrolysis cells. J Appl Electrochem 25:809
Haarberg GM, Armoo JP, Gudbrandsen H, Skybakmoen E, Solheim A, Jentoftsen TE (2011) Current efficiency for aluminium deposition from molten cryolite-alumina electrolytes in a laboratory cell. In: Light metals 2011, pp 461–463
Li J, Xu Y, Zhang H, Lai Y (2010) An inhomogeneous three-phase model for the flow in aluminium reduction cells. Int J Multiphase Flow. https://doi.org/10.1016/j.ijmultiphaseflow.2010.08009
Johansen HG, Thonstad J, Sterten Å (1977) Light metals 1977, pp 253–261
Deininger L, Gerlach J (1979) Measurements of the current efficiency in aluminium oxide electrolytic reduction on the laboratory scale. J Metall 33:131
Sterten Å, Solli PA, Skybakmoen E (1998) Influence of electrolyte impurities on current efficiency in aluminium electrolysis cells. J Appl Electrochem 28:781
Haugland E, Haarberg GM, Thisted E, Thonstad J (2001) The behaviour of phosphorus impurities in aluminium electrolysis cells. In: Light metals 2001, p 549
Haarberg GM (2017) Electrochemical behaviour of dissolved titanium oxides during aluminium deposition from molten fluoride electrolytes. Mater Trans 58(3):406–409
Haupin WE (1995) Principles of aluminum electrolysis. In: Light metals 1995, pp 195–203
Marks J, Byliss C (2012) GHG measurement and inventory for aluminum production. In: Light metals 2012, pp 803–808
Åsheim H, Aarhaug TA, Sandnes E, Kjos OS, Solheim A, Kolås S, Haarberg GM (2016) Anode effect initiation during aluminium electrolysis in a two-compartment laboratory cell. In: Light metals 2016, pp 551–558
Strelets KhL (1977) Electrolytic production of magnesium. Keterpress Enterprises, Jerusalem, Israel
Kipouros GJ, Sadoway DR (1987) Advances in molten salt chemistry, vol 6, Mamantov G (ed). Elsevier, Amsterdam
Høy-Petersen N (1990) From past to future. In: Light metal age, vol 48, pp 14–16
Haarberg GM, Tunold R, Osen KS (2001) Voltammetric characterization of dissolved oxygen and hydrogen containing species in chloride melts. In: Rosenkilde C (ed) Jondal 2000, Proceedings, International symposium, vol 147
Boghosian S, Godø A, Mediaas H, Ravlo W, Østvold T (1991) Oxide complexes in alkali-alkaline-earth chloride melts. Acta Chem Scand 45:145
Vilnyanski YE, Savinkova EI (1957) J Appl Chem USSR 28:827
van Norman JD, Egan JJ (1963) Magnesium-magnesium chloride system-a chronopotentiometric study. J Phys Chem 67:2460
Martinez AM, Børresen B, Haarberg GM, Castrillejo Y, Tunold R (2004) Electrodeposition of magnesium from CaCl2-NaCl-KCl-MgCl2 Melts. J Electrochem Soc 151:C508–C513
Mohamedi M, Børresen B, Haarberg GM, Tunold R (1999) Anodic behaviour of carbon electrodes in CaO-CaCl2 melts at 1123 K. J Electrochem Soc 146:1472
Wallevik O, Amundsen K, Faucher A, Mellerud T (2000) Magnesium electrolysis—a monopolar viewpoint. In: Kaplan HI, Hryn J, Clow B (eds) Magnesium technology 2000. The Minerals, Metals & Materials Society, Warrendale, pp 13–16
Ishizuka H (1985) Method for electrolytically obtaining magnesium metal. US patent 4,495,037
Sivilotti OG (1985) Metal production by electrolysis of a molten electrolyte. US patent 4,514,269
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Haarberg, G.M. (2020). Trends and Challenges for Electrowinning of Aluminium and Magnesium from Molten Salt Electrolytes. In: TMS 2020 149th Annual Meeting & Exhibition Supplemental Proceedings. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-36296-6_176
Download citation
DOI: https://doi.org/10.1007/978-3-030-36296-6_176
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-36295-9
Online ISBN: 978-3-030-36296-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)