
Abstract
Advances in Additive Manufacturing (AM) techniques have expanded the possibilities to fabricate unique shapes, offering various advantages over traditional manufacturing techniques concerning material efficiency, product customisation and process control. AM using organic materials such as wood has been introduced by the combination with polymers to produce 3D printing filaments. These filaments use ground wood and therefore eliminate long fibres of naturally grown timber, losing its inherent material qualities such as anisotropy and structural performance. This research investigates strategies for a novel AM process using continuous solid wood to fabricate high-resolution material-efficient timber structures based on topology optimization. We examined this novel AM process in three work packages: material production, robotic fibre placement process and a design method through topology optimisation. The developed robotic fabrication process enables the deployment and extrusion of a novel material: a continuous solid wood filament made of willow withies. This process allows for a high degree of geometric freedom to assemble timber to create homogeneous structures at high resolution, providing the aesthetics and structural advantages of wood on a micro scale and therefore giving entirely new possibilities for timber construction.
Continuous Timbre Fibre Placement is part of the research projects TETHOK – Textile Tectonics for Wood Construction, funded by the Programmlinie Zukunft of the University of Kassel and FLIGNUM – Solid-Wood Monofilament, funded by the Fachagentur Nachwachsende Rohstoffe e.V. We would like to thank the students that participated in the studio project “Robotic Wood Printing” at the University of Kassel, especially Ole Weyhe for the development of the material flattening tool.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Additive Manufacturing (AM)
- Continuous Fibre Manufacturing (CFM)
- Robotic fabrication
- Wood structure
- High-resolution structure
- Topology optimization
1 Introduction
Advances in Additive Manufacturing (AM) techniques have expanded the possibilities to fabricate unique shapes by applying thin layers of material, offering several advantages over traditional manufacturing techniques concerning material efficiency, product customisation and process control. AM using organic materials such as wood has been introduced by the combination with polymers to produce 3D printing filaments for Fused Deposition Modelling (FDM) [1]. Commercially available products are made of a mixture of thermoplastic and ground wood. In these products, the long fibres of the naturally grown timber no longer exist, losing the inherent material qualities of timber such as anisotropy and structural performance. Unlike 3D-printing, AM takes many forms beyond the common belief that those terms are similar. 3D printing itself covers a wide range of techniques of manufacturing like powder based, solid-based and liquid-based methods [2, 3]. Another form of AM is to apply fibres automatically to create extremely lightweight and high-performance composite structures. Well-known techniques are “Automated Fibres Placement” (AFP) and “Automated Tape Laying” (ATL), which are widely used in the aerospace industry. They allow numerically controlled machines to lay one or several layers of composite carbon fibres on a mould in a specific direction and density to achieve a desired structural performance with an overall material and production control and efficiency [4, 5]. Other methods like Continuous Fibre Manufacturing (CFM) allow fibres to be used as a reinforcement in multi-axis 3D printing processes, by combining it with processes of Fused Filament Fabrication (FFF) or photo-polymerization technology, or both with thermoplastics, allowing the creation of highly reinforced lightweight structures [6, 7]. While these methods predominately work with synthetic composite materials of carbon or glass fibres impregnated with thermoset or thermoplastic resin, the application of such processes with solid organic fibres like wood has not been explored yet. This raises the question if it possible to use bio-based fibres such as wood in its solid-state for AM processes. If so, is it possible to benefit from its tensile strength to create high-resolution load-bearing structures? Therefore, this research investigates strategies for a novel AM process, using continuous solid-wood filaments to fabricate high-resolution and material-efficient timber structures based on the method of topology optimization.
This paper is structured as the following: In the Sect. 2 “Methods”, we describe a novel AM process using a solid wood filament in three work phases: (1) Material production process to create a continuous wood fibre filament. (2) Creation of a robotic fibre placement tool and process, as well as investigation of adhesive systems. (3) Computational design process to design high-resolution structural elements, while ensuring material efficiency by utilising a tailored topology optimisation model. In Sect. 3 “Results”, we evaluate the developed material in terms of shape precision, strength and the adhesive used. The design and fabrication process were assessed through the making of a high-resolution beam as a demonstrator. In Sect. 4, we conclude by discussing the overall performance of the process and the advantages and limitations raised in each phase and the possibilities this process holds.

The raw material used. Left original willow withes branches after harvesting [8]. Right split willow withes strips.
1.1 Motivation
The research described in this paper is part of an ongoing interdisciplinary research cluster consisting of six professorships in the fields of architecture, arts, fabrication technology, simulation technology, wood structures and material science – to develop a continuous filament made of solid wood through automated processing of willow withes – a rapidly renewable resource in Germany and Europe.
1.2 Contribution
The main contribution of this paper is a novel AM process using a continuous solid wood filament to create structural load-bearing elements, providing the aesthetics and structural advantages of wood on a micro scale and therefore giving entirely new possibilities for timber construction.
2 Methods
2.1 Material Production
The raw material used for creating our solid wood filament is split willow withies. These strips are produced by splitting off the outer surface of one-year-old withes using a cutter machine. They are extremely flexible, but very heterogeneous, as they vary in length (1.20–1.40 m) and the cross section is inconsistent (4.9–6.5 mm in width and 0.7–1.4 mm in thickness) (see Fig. 1). Therefore, we developed several tools for homogenising the strips to ensure a constant filament property. This process goes through two steps (1) by trimming the profiles to a specific width and height. (2) joining the material through a combination of glueing and spatial joining to create a continuous filament.
For homogenising the willow, we tested and adopted several tools to control the thickness of the material like using an automated wood planning tool or cutter milling tools with high-speed motors. Due to the flexibility of the milling tools to be customised, we designed an adjustable trimming device which consists of four compact routers with milling heads. It trims first the top and bottom to achieve a specific thickness using two routers; then another two routers were used to cut the sides to the desired width (see Fig. 2). Furthermore, we created a mechanical process to join individual strips together to obtain an endless filament automatically. Besides using a simple end to end overlap joint, we are also investigating other micro joining solutions to achieve a stronger overlap bonding and strength.

A diagram showing the material production process. Left the trimming process, to customize the material profile in width and thickness. Right the joinery method used to create an endless material.
2.2 Robotic Fabrication Process
Our timber fibre placement process has several challenges compared to common 3D printing methods. Using continuous fibres in an AM process requires the material to be cut and reapplied during the process. Nonetheless, choosing the correct adhesive considered to be the most crucial part of this process. Unlike other processes where the glue is either mixed or impregnated with the material, the glue in our case must be applied directly on the material outer surface.
Adhesives Investigation. Using thermoset or thermoplastic adhesion typically used in an AFP/ATL process was not an option due to their relatively high melting or heat activation point. Therefore, we investigated other safer alternatives, which could reduce possible damage to the willow. The selection of the most suitable adhesives was defined based on the differing and small joints, fast achievement of the initial strength and simple processing with the robotic arm. Moreover, the price of the adhesive was taken into account to ensure a cost-effective printing process. Depending on the later use of the solid-wood filament properties like water and heat resistance can be necessary. Due to these requirements, a preselection of adhesives was implemented. We examined Cyanoacrylates and UV radiation curing systems as chemically reacting adhesives and contact adhesives as a physically bonding adhesive. In our initial tests, the bonding surfaces were mechanically pre-treated through grinding and cleaning. From the results discussed in Sect. 3, the contact adhesive demonstrates the highest potential according to the above criteria.

A diagram showing the main components used in developing the wood filament placement tool. The tool features an extruder, a cutting blade, a guiding system and a silicon compaction roller. The extruder controls the material deposition. The cutting blade is used to cut the filament at a certain length. The guiding system is a channel used to guide the filament to the lay-down zone after being cut. The silicon compaction roller is used to activate the glue through applying pressure on the fibres against the workpiece using the robotic arm. The whole system is oriented at an angle less than 45\(^\circ \) to avoid the breakage of the filament during impact with the compaction roller and the application area.
Robotic Tool Development. We developed a robotic fabrication process which applies the continuous wood-filament through a spool and an extrusion method similar to AFP/ATL techniques. We tested multiple methods to coat the filament with the contact adhesive like attaching a resin container to the tool or pre-coating the material before the application time. Pre-coating the filament was optimal as it allows the adhesive to dry out on the bonding surface, which makes it faster to bond and ready for instant application just by applying local high pressure. Based on that, we developed a robotic end effector which features an extruder, a cutting blade, a guiding system and a silicon compaction roller. The extruder controls the material deposition by a stepper motor and an Arduino board to control the speed relative to the robot movement. The cutting blade is used to cut the filament at a certain length and is controlled by a pneumatic actuator with an electromagnetic valve. These two devices are connected and regulated through the I/O of the industrial robot. The guiding system is a channel used to guide the filament to the lay-down zone after being cut. The silicon compaction roller is used to activate the glue through applying pressure on the fibres against the workpiece using the robotic arm. The whole system is oriented at an angle less than 45\(^\circ \) to avoid the breakage of the filament during impact with the compaction roller and the application area. (See Fig. 3).
Robotic Path Planning. Robotic movement of a single extrusion head is defined by following a trajectory which represents a single wood strip. In the case of curved paths, the flexibility provided by the loaded wood filament needs to be considered. The robotic trajectories are planned as follows: the robot moves to the starting point of the wood filament that will be placed. From that point, the extrusion and movement along the path starts at the same time. Having the cutting point at 50 mm distance to the tool centre point (TCP), we stop the movement and extrusion 50 mm before the endpoint to cut the material. After cutting we continue the movement only without extrusion to the end of the wood filament. In the end, we reload the material by extruding it 50 mm until it reaches the TCP again. All the steps are repeated for the placement of the next wood filament. Since the cutting device is placed inside our end-effector, we can only place wood filaments with a minimum length of 50 mm.

The boundary conditions, loads and mesh layout of the Messerschmitt-Bölkow-Blohm (MBB) beam that is used to test the Topology Optimization model. The beam with the shown mesh has 60,350 finite elements, 15,351 nodes and 30,699 free degrees of freedom.
2.3 Design Using Topology Optimisation
Our robotic fabrication process enables the design of architectural components at a higher resolution compared to current engineered timber products such as Cross-laminated timber (CLT) [9], allowing the design at a scale of the material itself. This necessitates the application of computational design processes which can deal with a large number of elements and can optimise material usage. As we are aiming for making structural elements, we developed a topology optimisation model to optimize the material distribution for a given ground-structure with an objective to maximize the stiffness of the structure. The optimisation process was carried out as in the 88 line MATLAB code of Andreassen et al. [10]. We integrated two major changes to get a representation of the used solid wood filaments. First, the design domain was discretized by truss elements instead of continuum elements as shown in Fig. 4. Second, instead of using the filter radius for sensitivity filtering, we filtered the sensitivities in one direction. For filtering the sensitivities of each finite element, only the adjacent elements were considered that are part of the set of where the considered finite element belongs to. For this research one set of elements formed a straight line that represents a single solid wood filament (Fig. 5).

The results obtained from the topology optimization model for the MBB beam with four different element orientation angles. Left the result is shown with intermediate densities. Right the results are shown were the post processing filter is applied. The filtering lengths are set to respectively 8, 16, 32 and 64. The volume fraction was set to 0.50

A diagram showing the different placement techniques. Left showing the layered technique where every unique set of lines with the same orientation are stacked on top of each other. Right showing the interwoven technique where a line from every unique set of lines with the orientation is placed in a sequence.
2.4 Demonstrator
As a demonstrator, we designed a beam using the topology optimisation process with a size of (500–160 mm) and truss grid resolution of 10 mm. This resulted a mesh of 3,266 finite elements, 867 finite element nodes, 1,706 free degrees of freedom. The topology optimization model gives as result a dense set of lines that represent the finite elements and the relative densities of the finite elements (0–1). We applied a simple post-processing filter with a threshold value. For this demonstrator we used a threshold value of 0.5, which means that only elements were used with a relative density of at least 0.5. From this set of lines, we applied a rationalisation process to create the tool-paths for robotic fabrication, by grouping and connecting the distinct type of segments forming continuous straight lines. Then these paths were sorted based on their orientation to create an optimal printing sequence. Afterwards, we explored two placement techniques; (1) (Layered) we placed every unique set of lines on a separate level (see Fig. 6 Left). (2) (Interwoven) we placed a line from every unique set in a sequence, generating an interweaving effect (see Fig. 6 Right). By applying a placement method, we multiplied the resulted layers four times vertically, this made the overall object thickness 16 mm using a 1 mm thickness filament.

The fabrication setup consists of an industrial robot, a robotic end effector (see detailed description Sect. 2.2), a linear axis, material feeding and the fabrication pad.

The produced material. Left, the trimmed wood material (on the right) compared to the original one (on the left). Right, an analysis showing the curvature of the material before (on the top) and after (in the bottom).
For our extrusion method, we used an industrial robot placed on an additional linear axis to create a working area of approximately 2 by 0.5 m (See Fig. 7). We used a processed willow filament (See material production process in the Sect. 2.1) with a thickness of 1 mm and width of 5 mm. This filament was coated manually on both sides with contact glue.

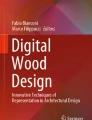
The test results of the homogenisation process of the material and the maximum tensile stress test. Graph (a, b) shows the material thickness and width variation before and after processing, respectively, (a) represents the material after processing using a wood slicer and a cutter milling tool, respectively and (b) the material after trimming the side to reach a width of 3.1 and 2.1 mm. Graph (c) shows the maximum tensile stress test in four cases (original material, planed surface, milled surface and a milled edge at 3.1 mm thickness).
3 Results
3.1 Material - Continuous Solid Wood Filament
Through our material production process, we were able to create an endless semi-standard wooden filament using willow withes as raw material. As the willow withes are naturally curved in different directions along its axis, we could only homogenize the strips to a certain extent (see Fig. 8). Depending on the chosen machining process, the produced filament reaches different grades of straightness with differing value fluctuation concerning the material width or thickness. As the non-homogenized basic material shows mainly cross sections of 4.9–6.5 \(\times \) 0.7–1.4 mm [width/thickness] and tends to distort and deflect in the processing procedure, it is mandatory to adapt known wood-technical processes in accordance with these characteristics (see Fig. 9 a, b). For this purpose, we examined an automated planning, milling and sawing with regard to process-ability, reproducibility and achievable material properties. As an example, it is currently possible to process 100 strips of a length 140 cm, 5 mm in width and a thickness of 1 mm in around 45 min on average with a dual-side milling machine in a close tolerance range. The initial test of maximum tensile stress of the processed material showed a reduced data spread in comparison with the basic material. Furthermore, for a large part of the samples an improvement of the tensile stress regarding the cross section is observable. Especially samples with planed surfaces indicate to a large extend improved properties. An enhancement of the tensile strength for homogenized willow withes may surmise from a reduction of stress peaks due to the curved shape of the basic material and the clearing of smaller defects going along with the material abrasion (see Fig. 9 c).
3.2 Adhesives
During the robotic application, these various adhesive systems show differing challenges and thereto related bonding results. Cyanoacrylates enable a relatively fast joint of the willow in 4–7 s, however the precise application on the small surface is difficult due to the low viscosity and a clogging of the application nozzle is observable. Furthermore, the sensitivity to water might be a problem for later use. This disadvantage does not occur while the usage of radiation curing systems at which activation of the applied adhesive takes place by irradiation with ultra-violet (UV) light. The challenge with this method is to ensure full exposure of the non-transparent and partially difficult to access adherents. Special UV curing adhesives, which enable a pre-activation are promising alternatives, however, they come along with increasing material expenses. At the current point, contact adhesives seem to demonstrate the highest potential for continuous wood fibre placement. Depending on the workpiece geometry, defined areas or the whole wooden filament can be pre-coated with the adhesive. After the necessary drying, joining through precisely applied pressure is quickly achievable. This fast processing within the main process makes the contact adhesive attractive for the research project. Yet there are also challenges like the strict adherence of contact bonding time, precise adjustment of force being applied and visual quality of the joint (Fig. 10).

This image of the fabrication process shows the interweaving pattern resulting from the strips placing sequence.
3.3 Demonstrator
Our robotic fabrication system was able to successfully place the wooden filaments with a high degree of freedom and relatively high precision. Challenges for the placement precision remain the tolerances because of the strips inherited wavy nature. Our robotic fabrication process shows high efficiency in terms of speed \(\mathtt {\sim }\)100 mm/s (up to potentially 250 mm/s on robot full speed) in comparison to 3d printing methods as of Fused Filament Fabrication with wood filaments \(\mathtt {\sim }\)40 mm/s. This is due to the coated material needing only localized pressure to activate the glue and enabling an instant structural connection between layers. The fabrication time for the beam was 64 min. We coated the material at intervals to overcome the maximum application time of 60 min of our adhesive. In terms of the design, the topologically optimised beam demonstrates the different levels of stiffness in localised areas through the number of intersections, superposition and varying lengths. The intertwined placement showed better performance in terms of stiffness against the layered one. Nevertheless, a design-related irregular distribution of the material and therefore the high density of strips caused an uneven height incrementation of material in certain parts of the prototype. This results in an inconsistent height profile of the structure (Fig. 11).

The high-resolution topology optimised beam.
4 Conclusion and Outlook
Our robotic fabrication process enables the deployment and extrusion of a novel material: a continuous solid wood filament. The method allows for a high degree of geometric freedom to assemble wood at high resolution to create material efficient structures. The homogenised filament shows a better performance than the raw willow withies concerning the maximum tensile stress, due to the elimination of local material defects. Contact adhesives demonstrate the highest potential for the process in terms of fast application, strength, cost and durability. The topology optimised beam shows different levels of stiffness in localised areas through the number of intersections, superposition and varying lengths. Moreover, the nature of the glueing method affects the overall process and defines the type of application. We are planning structural experiments on the demonstrated beam to validate and measure its performance and the mechanical behaviour of our material. We are also planning to investigate bio-based adhesives, which can be applied and reactivated in more extended periods. As the topology optimisation is currently used in the 2D model, we are planning to scale it to a higher resolution 3D model. In addition, we want to investigate feedback processes through the integration of force sensors, allowing adaptive tool path refinement and increase the fabrication speed by adding multi-filament printing slots to the fibre placement tool. Furthermore, we want to integrate more robotic fabrication logic into the topology optimisation process and extend it with strength and stability constraints.
References
Wimmer, R., Steyrer, B., Woess, J., Koddenberg, T., Mundigler, N.: 3D printing and wood 11, 144–149 (2015). https://doi.org/10.13140/RG.2.1.2483.6563
Wong, K.V., Hernandez, A.: A review of additive manufacturing. ISRN Mech. Eng. 2012 (2012). https://doi.org/10.5402/2012/208760
De Backer, W., Bergs, A.P., Van Tooren, M.J.: Multi-axis multi-material fused filament fabrication with continuous fiber reinforcement. In: 2018 AIAA/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Conference, p. 0091 (2018). https://doi.org/10.2514/6.2018-0091
Grant, C., Anno, G.D., Partridge, I., Cartié, D., Hamlyn, A., Chehura, E., James, S., Tatam, R.: Feature automated processes for composite aircraft structure. Ind. Robot Int. J. 33, 117–121 (2006). https://doi.org/10.1108/01439910610651428
Rakhshbahar, M., Sinapius, M.: A novel approach: combination of automated fiber placement (AFP) and additive layer manufacturing (ALM). J. Compos. Sci. 2(3), 42 (2018). https://doi.org/10.3390/jcs2030042
Invernizzi, M., Natale, G., Levi, M., Turri, S., Griffini, G.: UV-assisted 3D printing of glass and carbon fiber-reinforced dual-cure polymer composites. Materials 9(7), 583 (2016). https://doi.org/10.3390/MA9070583
Sinkez, P.G., De Backer, W.: Design for multi-axis fused filament fabrication with continuous fiber reinforcement: unmanned aerial vehicle applications. In: AIAA Scitech 2019 Forum, p. 0156 (2019)
Flechtweiden: Wicker willow - Flechtweiden.de - JR-Holztechnik. http://www.flechtweiden.de/. Accessed 12 Mar 2019
Brandner, R., Flatscher, G., Ringhofer, A., Schickhofer, G., Thiel, A.: Cross laminated timber (CLT): overview and development. Eur. J. Wood Wood Prod. 74(3), 331–351 (2016)
Clausen, A., Lazarov, B.S., Schevenels, M., Sigmund, O., Andreassen, E.: Efficient topology optimization in MATLAB using 88 lines of code. Struct. Multi. Optim. 43(1), 1–16 (2011). https://doi.org/10.1007/s00158-010-0594-7
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Dawod, M. et al. (2020). Continuous Timber Fibre Placement. In: Gengnagel, C., Baverel, O., Burry, J., Ramsgaard Thomsen, M., Weinzierl, S. (eds) Impact: Design With All Senses. DMSB 2019. Springer, Cham. https://doi.org/10.1007/978-3-030-29829-6_36
Download citation
DOI: https://doi.org/10.1007/978-3-030-29829-6_36
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-29828-9
Online ISBN: 978-3-030-29829-6
eBook Packages: EngineeringEngineering (R0)