
Abstract
The reconfigurable manufacturing system (RMS) was introduced in the last decade of the twentieth century as a novel engineering response to volatile global markets that instigated large uncertainty in product demand. Today, most automotive engines and powertrain components in Europe and in the USA are produced on RMS. The RMS has matrix-type system architecture and contains CNC machines arranged in operational stages and in-line inspection machines. To enable the rapid responsiveness, the RMS possesses six characteristics: scalability, convertibility, diagnosability, modularity, integrability and customization. This chapter discusses the emergence of reconfigurable manufacturing systems (RMSs).
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Reconfigurable manufacturing system (RMS)
- RMS characteristics
- RMS architecture
- Economic response to market fluctuations
1 Introduction
Reconfigurable manufacturing systems (RMSs) were invented in the last decade of the twentieth century as a novel engineering response to an emerging business challenge—volatile global markets in which forecasting future product demand became a huge challenge (Koren and Ulsoy 2002; Koren et al. 1999). During the first decade of the twenty-first century, RMS penetrated to the production of engines and powertrain drives for cars and trucks in the US automotive industry. Experts believe that the implementation of RMS technologies in US automotive factories greatly assisted in the remarkable recovery of the US automotive industry in 2010 and after.
The automotive powertrain industry produces high-precision products (precision of 0.01 mm) and constitutes the high-tech segment of the vehicle industry. Prior to the wide utilization of RMS in the powertrain industry, powertrain components (e.g. engine blocks, cylinder heads) were produced on dedicated production lines (also called transfer lines).
This chapter elaborates on the impact of globalization on the transformation from dedicated production lines to RMS that occurred in the last 10 years of the twentieth century. It presents the RMS goals, core characteristics and prime principles, as well as the RMS system architecture, which is critical to the RMS success in industry.
2 Dedicated Production Lines
Dedicated production lines dominated the manufacturing of high-precision parts and products in the automotive industry worldwide during the second half of the twentieth century.
Dedicated production lines are based on fixed automation and produce products or parts at high volume. Each dedicated line is typically designed to produce a single part (e.g. specific engine block) at high production rate, of two parts per minute. The length of the line may be about 500 m, and it includes many machining stations. In each station, many machining operations (e.g. drilling) are performed simultaneously (utilizing many drills at various locations), which makes the line extremely efficient.
The main advantage of dedicated lines is manufacturing products at low cost and high quality. Dedicated lines are economical when large numbers of the same part are produced for a period of several years (typically 7–8 years). After this period, the line is discarded.
The maximum number of products that a manufacturing system (including dedicated lines) could produce annually is a critical parameter in designing systems. If, for example, the system is designed to produce 300,000 engines annually, and two years after its launching the market needs only 150,000, the factory will be idle 50% of the time, which creates a big lose. But if two years after launching, the market demand is 400,000 vehicles per year, but the manufacturing system can produce only 300,000 engines, the financial loss is much bigger—it causes a loss of annual sale of 100,000 vehicles.
Ronald Zarrella, the president of GM’s North American Operations, described how this scenario really happened when gas prices dropped in 1999, and GM could not produce enough V8 engines to meet the demand for full-sized pickup trucks.
“GM simply cannot make enough big V8 engines to build all the full-sized pickup trucks it needs to meet the market share goal,” said Ronald Zarrella. But Zarrella said low gasoline prices, which help sales of sport utility vehicles and pickup trucks, were still better than high gasoline prices, which help sales GM’s low-profit cars, for which it has extra production capacity.” [The New York Times, February 12, 1999].
3 The Impact of Globalization on the Origin of RMS
Globalization in the economic aspect is the process by which businesses develop international influence and are operating on an international scale, which enables the integration of national economies into a global market economy.
Our research shows that globalization has emerged during the last decade of the twentieth century, as a result of two independent events, one political and the other technological (see Fig. 1). Their combined effect initiated the modern globalization era.

Five major government initiatives occurred in the last decade of the twentieth century (1–5); at the same decade, high-capacity fibre-optic cables were laid across the oceans
-
1.
Government major initiatives that independently emerged in five different zones on the globe. It started in 1991 in India, in 1992 the European Union was formed, in 1992 Russia started enterprise privatization, in 1994 USA, Canada and Mexico formed NAFTA, and in 2001 China joined the World Trade Organization and started company privatization. All these initiatives that created the modern globalization happened in a period of just 10 years.
-
2.
Advances in communication technology that materialized by the first deployment of modern fibre-optic cables across the oceans, which significantly increased communication speed and thereby facilitated global interactions.
One of the critical parameters in designing high-volume manufacturing systems is the annual number of products that the system is capable of producing (called system capacity). Globalization, however, created large uncertainties in predicting the annual volume of cars and trucks, and consequently, the main parameter in designing new production lines was missing. These uncertainties remarkably downgraded the advantage of the rigid, dedicated lines in all industries. However, in the production of high-volume metallic products (such as engines and powertrain components), globalization caused another critical outcome that is completely ignored in the literature. It is the cost of high-power CNC machines.
In 1989, the price of high-power 3-axis CNC that fits the production environment in the powertrain industry was $900,000. Globalization brought down this price to $500,00 in 1993 and to $300,000 in 1998. This dramatic price reduction opened the door to look for economical replacements of the dedicated lines. As a renowned expert on CNC (Koren 1983), in 1992 Yoram Koren was invited to join a working group at GM R&D to look at options of replacing dedicated lines with CNC-based manufacturing systems. One option was to use 3-axis CNC machines with a mechanism that can pull the part off the machine, turns it and load it back.
In 1995, we proposed to NSF to form an Engineering Research Centre for Reconfigurable Manufacturing Systems (ERC-RMS). In 1996, the ERC-RMS was established, with a grant of $33 million for 11 years from NSF, and $10 million in unrestricted cash from industry.
4 RMS Goals and Characteristics
To compete globally, the twenty-first century manufacturing systems should have three goals: produce at low cost, enhance product quality and respond rapidly and cost-effectively to market changes.
Illustratively, the twenty-first century manufacturing systems, as well as the plant that contains them, should stand on three legs: Cost, Quality and Responsiveness, as depicted in Fig. 2. Producing at low-cost and yielding high-quality products were the main goals of manufacturing systems during the twentieth century. However, rapid responsiveness is a new goal that enables the industry to compete in the twenty-first century fast-changing markets. Market changes include (1) changes in product demand and (2) introduction of new products that should be produced on existing manufacturing systems.

Three goals of manufacturing systems and the plant that contains them
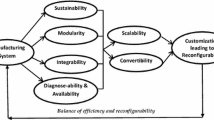
To enable rapid responsiveness and reduce the reconfiguration time, the reconfigurable manufacturing system (RMS) should possess six characteristics. Three are system operational characteristics: Scalability, Convertibility and Diagnosability. The other three are system structural characteristics: Modularity, Integrability and Customization.
-
Scalability : Scalability of the system’s production capacity is the ability to change quickly the maximum production volume possible. The scalability characteristic requires adding machines to expand the overall system capacity as the market grows. Adding machines requires extending the reach of the cell gantries (Wang and Koren 2012; Koren et al. 2017).
-
Convertibility : System convertibility is the ability to quickly change system functionality to produce all members of the product family. System-level conversion includes integrating new machines and extending the reach of gantries to expand the range of a system functionality to produce new parts (Maier-Speredelozzi et al. 2003). System convertibility includes also machine conversion. For example, conversion may require switching spindles on a milling machine from a low-torque high-speed spindle for aluminium to a high-torque low-speed spindle for titanium.
-
Diagnosability : The goal of system diagnosability in reconfigurable manufacturing systems is detecting unacceptable part quality. The produced product may move through the many stages of the system in a huge number of streams, and the accumulated accuracy in each of these streams is different (because of the different machines on which the product is produced; see below the streams in Fig. 3). A theory called “Stream of Variations” was developed (Shi 2006) and implemented in factories (Krygier 2005). As production systems are made more reconfigurable and their layouts are modified more frequently, it becomes essential to rapidly tune the newly reconfigured system so that it quickly produces quality parts. To this end, reconfigurable systems must also include product quality measurement systems as an integral part. These measurement systems are intended to help identify product quality problems in the production system rapidly, so they can be corrected utilizing control technologies, statistics and signal processing techniques.
Fig. 3 
Typical architecture of a reconfigurable manufacturing system
-
Modularity : Reconfigurable manufacturing systems need a modular overall structure to meet the requirements of changeability. At the system level, every machine is a module, and many material handling systems (conveyors, gantries, etc.) are built in a modular structure to facilitate future reconfigurations. In addition, components at the machine level may be modular (e.g. structural elements, axes, controls, software and tooling). When necessary, modular components, at any level, can be replaced or upgraded to better suit new applications and new market demand.
-
Integrability: At the machine level, spindles and axes of motions can be integrated to form new machines. At the system level, the machines are the modules to be integrated via material transport systems to form a reconfigurable system. In addition, machine controllers can be integrated into a factory-level control system.
-
Customization : This characteristic enables the design of systems for the production of part families, rather than production of a single part (as in DML) or any part (as in FMS). In the context of RMS, a part family is defined as all parts, or products, that have similar geometric features and shapes, the same level of tolerances, require the same production processes and are within the same range of cost. From a systems point of view, this definition also assumes that most manufacturing system resources are utilized for the production of every part of the part family.

5 RMS System Architecture
The number of machines in new manufacturing systems is calculated by the time needed to produce a part (such as an engine block) multiplied by the number of parts needed during a time unit (e.g. one year) and allowing time for maintenance and repairs. Once the number of machines is given, the machines have to be arranged in a certain configuration.
The production in large manufacturing systems is executed by many successive stages. A product is partially processed in one stage and then transferred to the next, until all operations have been completed. Each stage usually contains a number of identical machines that are needed to supply demand. Multi-stage manufacturing systems can allow for several operational configurations, depending on how the machines are arranged in the stages, and how they are connected via the material handling system. The system’s configuration can facilitate or impede the system productivity, responsiveness and its scalability to adapt to changing market demand (Koren and Shpitalni 2010; Youssef and ElMaraghy 2007).
The RMS contains computer numerically controlled (CNC) machines and in-line inspection stations. A typical RMS architecture of nine CNC machines arranged in three operational stages, and an additional stage that includes reconfigurable inspection machines (RIM) (Koren and Katz 2003) is depicted in Fig. 3.
The three machines at each stage are identical. The cell gantry has two grippers; one gripper has a part to be processed, and the other gripper is empty. When the processing on a CNC machine is done, the gantry travels to the machine. Then, the empty gripper takes the part that was just processed, and the gantry moves a bit and then uploads the part that has to be processed. The machine starts to process the new part, and the gantry moves back to the buffer on the spine gantry. The spine gantry takes the part to the next stage.
Car and truck engines and powertrain drives are produced on large manufacturing systems. A typical RMS may include about 100 high-precision CNC machines operating in concert to produce, for example, cylinder heads or engine blocks at a rate of two parts per minute at a precision of 0.01 mm. This is in stark contrast to the fixed-structure, dedicated transfer lines that dominated the car and truck powertrain manufacturing industry in the second part of the twentieth century.
An industrial manufacturing system that has the structure of the reconfigurable system depicted in Fig. 3 and was designed by Ford in 1999 is depicted in Fig. 4 (Krygier 2005). This system contains nine stages; each stage contains six identical high-power CNC machines, plus several inspection stages along with the system.

Reconfigurable manufacturing system is placed at a Ford plant
During the last 20 years, this particular system went through three major reconfigurations in which capacity was added, and the manufactured product was changed. The lifetime of the dedicated manufacturing line is 6–8 years. We can see that the lifetime of RMS is at least three times longer than that of the DML. The RMS saves a substantial capital investment compared to the older manufacturing system technologies.
6 Conclusions
Reconfigurable manufacturing systems (RMSs) were invented in the last decade of the twentieth century as an engineering solution to the business challenges initiated by globalization. The RMS presents an economic solution to the uncertainties in forecasting future product demand and future products of the same product family. Plants are initially built just with the capacity needed, but with the option to add modular capacity if future demand surges. The RMS architecture enables to plug and operate machines as needed by the market.
The main advantages of RMS are:
-
1.
Rapid time to market of exactly the product quantities needed.
-
2.
Waste elimination. The manufacturing system is reconfigured, rather than replaced by a new manufacturing system when a new product is launched.
-
3.
Improved product quality enabled by the in-line inspection machines that are embedded in the production system.
References
Koren Y (1983) Computer control of manufacturing systems. McGraw-Hill
Koren Y, Katz R (2003) Reconfigurable apparatus and method for inspection during a manufacturing process. US Patent 6,567,162. Priority date: 31.5. 2001. Granted 2003
Koren Y, Shpitalni M (2010) Design of reconfigurable manufacturing systems. J Manu f Sys 29(4):130–141
Koren Y, Ulsoy AG (2002) Reconfigurable manufacturing system having a production capacity method for designing same and method for changing its production capacity. US Patent 6,349,237. Priority date: 23.12.1997. Granted: 2002
Koren Y, Heisel U, Jovane F, Moriwaki T, Pritschow G, Ulsoy G, Van Brussel H (1999) Reconfigurable manufacturing systems. CIRP Annals—Manufacturing Technol 48(2):527–540
Koren Y, Wang W, Gu X (2017) Value creation through design for scalability of reconfigurable manufacturing systems. Int J Prod Res 55(5):1227–1242
Krygier R (2005) The integration of flexible, reconfigurable manufacturing with quality. Int Conf Reconfigurable Manuf
Maier-Speredelozzi V, Koren Y, Hu SJ (2003) Convertibility measures for manufacturing systems. CIRP Ann-Manuf Technol 52(1):367–370
Shi J (2006) Stream of variation modelling and analysis for multistage manufacturing processes. CRC press
Wang W, Koren Y (2012) Scalability planning for reconfigurable manufacturing systems. J Manu Sys 31(2):83–91
Youssef A, ElMaraghy H (2007) Optimal configuration selection for reconfigurable manufacturing systems. J Flex Manu Sys. 19(2):67–106
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Appendix
Appendix
US patents on reconfigurable manufacturing, machines, inspection.
The dates below are the official Priority Dates.
-
US patent 5,837,901 March 1997
Inventors: D. Sola and P. Poggi
Reconfigurable supporting fixture, particularly for a measuring machine, and relative configuration method.
-
US patent 5,943,750 December 1997
Inventors: Y. Koren and S. Kota
Reconfigurable machine tool.
-
US patent 6,349,237 January 1998
Inventors: Y. Koren and A. G. Ulsoy
Reconfigurable manufacturing system having a production capacity method for designing same and method for changing its production capacity.
-
US patent 6,567,162 May 2001
Inventors: Y. Koren and R. Katz
Reconfigurable apparatus for inspection during a manufacturing process and method.
-
US patent 6,569,071 June 2002
Inventors: Y. Koren, Y. Moon and S. Kota
Reconfigurable multi-spindle apparatus.
-
US patent 6,920,973 June 2003
Inventors: Y. Koren and R. Hill
Integrated reconfigurable manufacturing system.
-
US patent 7,027,145 June 2003
Inventors: S. Segall and Y. Koren
Reconfigurable inspection apparatus to measure surface finish of curved surfaces.
-
US patent 7,168,822 November 2004
Inventors: G. Abramovich, Z. Warlick and Y. Koren
Reconfigurable linescan illumination
The illuminator is selectively reconfigurable in a plurality of configurations, each configuration corresponding to a manufacturing process that requires visual inspection of the object.
-
US patent application February 2016
Inventors: A. Bruzzone, M. Monti and A. Godani
Reconfigurable machining centre.
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Koren, Y. (2020). The Emergence of Reconfigurable Manufacturing Systems (RMSs). In: Benyoucef, L. (eds) Reconfigurable Manufacturing Systems: From Design to Implementation. Springer Series in Advanced Manufacturing. Springer, Cham. https://doi.org/10.1007/978-3-030-28782-5_1
Download citation
DOI: https://doi.org/10.1007/978-3-030-28782-5_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-28781-8
Online ISBN: 978-3-030-28782-5
eBook Packages: EngineeringEngineering (R0)