
Abstract
With the advent of the green economy, the most abundant and renewable polymer on Earth, cellulose, holds, once again, academia and industry’s attention. The biodegradability, biocompatibility, and low density of cellulose have always been the main assets in the development of aerogels. However, with the rapid emergence of a new family of cellulose, so-called nanocellulose or cellulose nanomaterials (CNMs), the application field of bio-based aerogels is rapidly expanding.
CNMs are nano-sized cellulose particles produced from any kind of cellulose sources by either biological synthesis or chemical or physical routes. Their high aspect ratio, large surface area, tunable surface chemistry, high strength, and low density are many ideal characteristics for the elaboration of sustainable, lightweight, and functional mesoporous solids.
This chapter gives an overview on CNM aerogel processing, properties, and applications. CNM aerogels can be obtained from hydro- or alcogel by either supercritical CO2 drying or ice templating, two techniques that can be used to produce lightweight, highly porous aerogels (>99%) with large specific surface area (>100 m2/g). This chapter discusses the high compressive strength and superinsulation properties of CNM aerogels, which paves the way for future high-value applications. Possibilities in functionalization of CNMs for their controlled interaction with other nano-sized particles and/or biopolymers have significantly broadened the applications of CNM aerogels spanning from bio-based adsorbents, biomedical scaffolds, and insulation materials to carbon aerogels, energy-storage devices, or inorganic templates. This chapter illustrates a few of these promising application areas and highlights remaining challenges to address for advancing commercialization of CNM-based aerogels.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
- Nanocellulose
- Cellulose nanomaterials
- Aerogels
- Mesoporous
- Insulation
- Absorbent
- Tissue engineering
- Supercritical drying
- Sustainability
1 Introduction
Cellulose is the most abundant renewable polymer derived from biomass with a worldwide production estimated to be over 1011 tons each year [6]. Cellulose is a linear homopolysaccharide of β-1.4-linked anhydro-D-glucose units with a degree of polymerization of approximately 10,000 for cellulose chains in nature and 15,000 for native cellulose cotton [6, 72]. There are four polymorphs of cellulose, namely, cellulose I, II, III, and IV. Cellulose I is the native form of cellulose found in nature and occurs in two allomorphs, Iα and Iβ [93], while cellulose II, III, and IV can be obtained after chemical treatment of the polymorphs [53]. In this chapter, aerogels produced from cellulose I are discussed.
Research and development on cellulose-based materials has reached an important milestone with the emergence of cellulose nanomaterials (CNMs). This new family of materials has properties and functionalities distinct from molecular cellulose and wood pulp, paving the way for the development of applications that were once thought impossible for cellulose materials [28, 33]. CNMs are commonly referred to as “nanocellulose.” This umbrella term describes different categories of nano- and micro-sized cellulose particles but preferably alludes to CNMs with at least one dimension in the size range 1–100 nm. While no standard has yet been agreed on by the community, the International Nanocellulose Standards Coordination Committee (INSCC) established in 2011 and housed by the Technical Association for the Pulp and Paper Industry (TAPPI) is actively working on a road map for the development of international standards for nanocellulose. In this chapter, we will refer to the terminology and classification of cellulose nanomaterials as defined by TAPPI (Standard Terms and Their Definition for Cellulose Nanomaterial WI 3012) and shown on Fig. 27.1.

Cellulose nanomaterials: hierarchy, terminology, and definition. Adapted from the TAPPI Standard Terms and Their Definition for Cellulose Nanomaterial WI 3012 (2011). (a) Transmission electron micrograph (TEM) of ramie cellulose nanocrystals (CNCs). (Reprinted and adapted with permission from [43]); (b) TEM of TEMPO-oxidized cellulose nanofibrils (CNFs) from hardwood bleached Kraft pulp [110]. (Copyright (2018) American Chemical Society); (c) scanning electron micrograph of cellulose microcrystals (CMCs) from Norway spruce. (Reproduced from [11] with permission from Springer Science+Business Media); (d) SEM of sisal cellulose microfibrils (CMFs). (Reprinted and adapted with permission from [118])
The terminology and classification proposed by TAPPI is valid regardless of the cellulose source, extraction/production method, and surface chemistry of the CNMs. These factors are nevertheless of importance for an accurate characterization and comparison of CNMs and related products [33].
CNMs can be produced from various sources: wood [55], plants (e.g., cotton, hemp, sisal) [63], industrial and crop wastes (e.g., rice straw, sunflower shells, sugarcane bagasse) [36], and living species (e.g., bacteria, algae, tunicate) [65]. While bacterial cellulose microfibrils (CMFs) can be directly synthesized as hydrogel by Gluconacetobacter bacterial strains (such as G. xylinus), other cellulose micro- and nanofibrils (CMFs/CNFs) are commonly produced in water by high-shear mechanical treatment of the cellulose source using, e.g., microfluidizer, grinder, or homogenizer as conventional technique [91]. Because the solely mechanical disintegration of cellulose fibers to CMFs/CNFs is highly demanding in energy and time [123], enzymatic [46] or chemical [56, 98, 121] pretreatments are usually performed prior to the mechanical defibrillation. Chemical posttreatments are often applied after mechanical disintegration for surface modification purposes. As such, CMFs/CNFs possess a wide variety of surface chemistries and charge densities. Unlike bacterial CMFs that are made of pure cellulose only, CMFs/CNFs may also contain hemicelluloses [57] and residual lignin [103]. From one unique cellulose source, over 50 grades of CMFs/CNFs can be produced, when combining the different pre-, mechanical, and posttreatments available today [91].
In contrast, cellulose nanocrystals (CNCs) are rodlike nanoparticles of much higher crystallinity [28], obtained by acid hydrolysis of the cellulose source under strictly controlled conditions of temperature, agitation, and time [8, 11, 26]. The nature of the acid plays a major role in the CNC preparation and properties. Sulfuric acid is the most extensively used acid for producing CNC with surface sulfate charges [42], but hydrolyses with hydrochloric [140], phosphoric [15], hydrobromic [106], and phosphotungstic [79] acids have also been reported. The use of other acids, however, may influence the aqueous dispersion stability of the CNC suspension (e.g., flocculation occurred with hydrochloric and hydrobromic acids) and the charge density [42], resulting in different CNC aspect ratios and properties. The geometrical dimensions of CNCs (viz., the width/diameter, D, and the length, L, resulting in the aspect ratio L/D; Fig. 27.1) also vary with the cellulosic source. While CMFs/CNFs form physically entangled networks, even at very low concentration (e.g., critical gelation concentration of 0.8 wt% reported for mechanically treated CNFs [19]), CNCs self-assemble into chiral nematic liquid crystals above a critical concentration of ca. 4.5 wt% [23, 102] and form a gel on their own from 10 to 14 wt% [23, 50].
Figure 27.2 summarizes the main cellulose sources and production routes of CNMs, but for additional information, the reader is directed to the detailed reviews and book chapters published on the production and optimization strategies of CNMs, their characterization, main properties, and potential applications [23, 28, 29, 33, 36, 47, 64, 72, 75, 84, 88, 91, 104].

Main production pathways of CNMs: (a) cellulose sources (pictures available online); the extraction of cellulose materials require a (b) purification and homogenization step before CNM production (e.g., removal of protein matrix for tunicates or lignin and hemicelluloses in wood pulp) [89]; (c and d) simplified action mechanisms of the acid. (Adapted from [52]) and enzymatic hydrolysis (Reprinted and adapted with permission from [91]) on cellulose fibers for CNC and CMF/CNF production, respectively; (e–g) common chemical pretreatments. (Reprinted and adapted with permission from [51, 91]) performed prior to the mechanical disintegration for energy consumption reduction and/or surface modification of cellulose; (h–j) conventional techniques and principle for mechanical disintegration of cellulose fibers. (Reprinted and adapted with permission from [91]); (k) TEM of CNMs (upper row CNCs; bottom row CMFs/CNFs) from (k1, k2) bacterial cellulose. (Reprinted and adapted with permission from [41, 109]), (k3, k4) bleached hardwood and softwood kraft pulp. (Reprinted and adapted with permission from [3, 100], respectively), (k5, k6) banana rachis. (Reprinted and adapted with permission from [145, 146]), and (k7,k8) tunicin. (Reprinted and adapted with permission from [2, 109]). (Note: the biosynthesis of bacterial CNMs is not represented here, but the production of CNCs follows the same pathway, and a mechanical treatment can be also applied for the extraction/homogenization of CMFs/CNFs)
Compared with synthetic nanomaterials, CNMs address significant challenges in terms of sustainability, renewability, biocompatibility, and cost efficiency. They have been successfully used in a wide range of applications spanning from composites [114, 119, 120], packaging [75], coatings [12], and tissue engineering [29] to printed electronics [47], energy-storage devices [94], and [in]organic templating [124]. Characteristic properties of CNMs such as low density, high aspect ratio and specific surface area, gel-formation ability, and good strength promoted research and development on CNM foams and aerogels. These lightweight and porous materials are the current target of several projects from process optimization and property improvement to high-performance tailored materials for, e.g., energy-efficient building, water purification, scaffolds engineering, or food emulsion [23, 71, 81]. Originally, cellulose has been investigated for the production of cellulose aerogels, or the so-called aerocellulose, in response to the increasing demands in biocompatible and biodegradable materials [38]. In the preparation process of aerocellulose, however, the cellulose gel is commonly formed by dissolution and regeneration of cellulose in an aqueous or organic solvent [117]. These aerogels may lack mechanical stability since they have lost their favorable cellulose I crystal structure or because of the reduced aspect ratio of the fibrils. Aerogels based on CNMs may thus offer advantages from an environmental standpoint, since CNMs are obtained from renewable resources and no harmful solvents are required during processing [116]. CNM aerogels may also cover broader property range due to the preservation of the full cellulose I structure and CNM high aspect ratios, in addition to more functionalization opportunities [96, 116], as it will be illustrated in this chapter.
When it comes to CNM foams and aerogels, the terminology has been used interchangeably to describe any porous and lightweight materials. Nanocellulose aerogel was reported as “a highly porous solid of ultralow density and with nanometric pore sizes formed by replacement of liquid in a gel with gas,” during which “there should be no or limited shrinkage […] and the volume of the solid phase should be only of few percent of the total volume (0.2–20%)” [115, 116]. Nanocellulose foams were referred to as “solid porous materials with micrometric pore sizes which can be obtained by ice templating, i.e., after freezing of suspensions and sublimation of the formed ice crystals or by simple ambient drying from the suspensions” (in opposition to supercritical drying) [85].
Conventionally, as reported in Chap. 1, the term “aerogel” has been used to designate gels dried under supercritical conditions, in opposition to wet gels dried by evaporation, namely, xerogels [27, 66]. As a result, the dry samples keep the very unusual porous texture which they had in the wet stage [99]. Unlike foams, an aerogel is (almost) always derived from a wet gel (via a sol–gel process) and has pore size in the range 2–50 nm. More recently, however, materials dried by other techniques such as freeze-drying (see Chap. 5) have also been named aerogels, although “cryogels” are the usual term assigned to this type of materials [27]. Such an extension can nevertheless be argued, when considering, for example, the porosity (>90%), the specific surface area (SSA >100 m2/g), and the pore size (<1 μm) of the material, although no official definition exists.
In this chapter, we will principally focus on CNM aerogels, meaning porous solids with an open-pore network of porosity >90%, but we will consider a wider pore size range, in the sub-hundred nanometer length scale (Fig. 27.3). We will also extend the focus to CNM solid foams of high SSA (>100 m2/g) and larger pore size (in the micrometer range), as novel processing routes have been investigated and represent, today, an interesting alternative for upscaling and/or further functionalization (Fig. 27.3, [71]).

From CNMs (nanocellulose) to CNM foams and aerogels: terminology and processing routes. (Reproduced from [71] with the permission from The Royal Society of Chemistry)
2 Processing
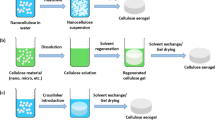
Processing of CNM aerogels involves two main steps, (i) preparation of a hydro- or alcogel from a CNM dispersion/suspension and (ii) removal of the solvent by freeze-drying or supercritical drying (Fig. 27.3). The preparation of a wet foam (e.g., Pickering foams) followed by oven drying is another possible pathway for the production of CNM porous solids, but commonly foams of pore size >50 μm and SSA <100 m2/g are obtained [23, 71].
2.1 Hydro- and Alcogels from CNMs
CNFs, on their own, readily form a hydrogel. Their ability to entangle combined to their high surface area and increased flexibility promotes the formation of gel from concentrations as low as 0.125 wt% [95]. Gelation occurs by physical entanglement and intramolecular hydrogen bonding [115]. Reducing the colloidal stability of the dispersion by, e.g., adding salt [31] or changing the pH [112] of the dispersion also induces the formation of gel due to surface charge screening. Formation of a gel using CNCs is a bit more challenging, and very few works have been reported on pure CNC hydrogels [23]. As mentioned earlier, the liquid crystalline phase transition to a gel-like phase has been observed from 10 to 14 wt%. Gelation can however be triggered at much lower concentration (<1 wt%) by, e.g., modifying the surface chemistry of CNCs by salt addition [17, 97, 131], adsorbing nonionic water-soluble polymers on the CNC surfaces [50], or reducing the colloidal stability of the dispersion by desulfation [40, 74]. Other strategies to drive gelation of CNCs include polymer adsorption [50] or physical stimuli (thermo- [86] and pH-responsive gelation [132]) but involve other materials than CNCs. For more information on hydrogels containing nanocellulose, the reader is directed to the very exhaustive review of De France et al. [23].
Preparation of CNM alcogels from CNM hydrogels is a required step when using supercritical CO2 (scCO2) drying. The only presence of traces of water can destruct the porous cellulose network due to capillary pressure and differences in specific energies between the solid/liquid and liquid/gas phase transitions [76]. Commonly, solvent exchange from water to ethanol and/or tert-butanol is done before scCO2 drying [30, 68]. The use of tert-butanol as solvent is particularly interesting for increasing the SSA of the CNM aerogels [116].
2.2 Supercritical CO2 Drying of the Wet Gels
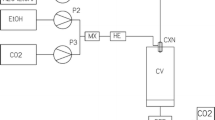
The hydrophilic nature of cellulose makes the preparation of high SSA mesoporous CNM solids from aqueous CNM suspensions challenging. The formation of a liquid/vapor interface and the collapse of the porous structure due to capillary pressure gradient can be prevented by substituting the wet gel solvent by a supercritical fluid (Fig. 27.4a). Carbon dioxide (CO2) is the most commonly used fluid in supercritical drying, as it has moderate and reachable supercritical conditions, a critical temperature, and a pressure of 31.3 °C and 72.9 atm, respectively. During supercritical drying, the solvent of the CNM alcogels is substituted by CO2 under temperature and pressure conditions set up above the critical point of the fluid (Fig. 27.4). Thus, the solvent is eliminated without the generation of a two-phase system with the reduction of the related capillary forces and remains in its gas phase, without condensing, with decompression to atmospheric pressure. The processing parameters such as the drying pressure and decompression rate can strongly influence the structure of the aerogels. A pressure of 100 bar is commonly reported for the production of CNM aerogels [44, 76]. The decompression rate is in comparison rarely specified. According to Sanz-Moral et al. [113], shrinkage of aerogels can only occur during the CO2 decompression because of the mechanical stresses induced by the CO2 expansion. As the decompression rate increases, the reduction in bulk size of the aerogels increases as well, altering the pore size, volume, and density of the material thus obtained [113]. Heath et al. [44] applied a depressurization rate of 5 bar min−1 over 20 min for the production of CNC aerogels, while Sakai et al. [112] gradually depressurized for 1 h for TEMPO-CNF aerogels. A controlled and slow depressurization rate is recommended to limit any mechanical damages of the aerogels.

Phase evolution of (a) carbon dioxide (CO2) and (b) water (H2O) during supercritical drying (green dashed arrows) and ice templating/freeze-drying (blue dashed arrows), respectively. (Reproduced and adapted from [71] with the permission from the Royal Society of Chemistry)
Among the diverse CNM foam/aerogel processing routes, the use of supercritical drying is still limited, probably due to the additional required solvent-exchange steps, high cost, and complexity of the process.
2.3 Ice Templating or Freeze-Drying
Freezing followed by sublimation of the frozen solvent, process commonly called ice templating or freeze-drying, is a simple used method to produce CNM foams. The formation of a liquid/vapor interface is here prevented by the solidification of the liquid solvent (Fig. 27.4b). The freezing step defines the morphology of the porous solids, as the distribution in pore size, the shape, and connectivity of the porous network are the resulting template of the growing solvent crystals. A low freezing temperature or a high average cooling rate results in the formation of numerous small pores, as the nucleation rate is higher than the rate of ice crystal growth. Conversely, foams with much larger pores are obtained after sublimation when freezing at high temperature or slow cooling rate. When water is used as solvent, CNM foams with pore size >50 nm and low SSA (<100 m2/g) are usually obtained via this technique [5]. A solvent exchange from water to tert-butanol is a successful alternative to increase the SSA of foams made by freeze-drying. Ishida et al. [54] increased the SSA of tunicate CNC porous solids from 25 m2/g to 130 m2/g by solvent exchange. CNF aerogels of high SSA with a maximum of 284 m2/g were also obtained after successive water to tert-butanol exchanges [116]. An optimum in SSA can be achieved by controlling the dispersibility of the CNM in the solvent mixture. TEMPO-CNF aerogels of SSA >310 m2/g were prepared by rapid freezing and sublimation for tert-butanol concentration of 20–50% in water [92]. This concentration range guaranteed the dispersibility of the TEMPO-CNFs at the individual nanofibril level, reducing the probability of aggregate formation and collapse of the wet gel porous structure during freeze-drying.
One way to bypass the solvent-exchange step while maintaining a high SSA by freeze-drying has been recently proposed by Jiménez-Saelices et al. [61]. They investigated the spray freeze-drying technique to reduce the aerogel pore size down to nanometric scale. Compared to the conventional freeze-drying process, which consists in either dipping the gel in a cryogenic solvent or placing it in a freezer before sublimation, the CNF suspension is sprayed onto the surface of a cryogenic solvent, and the droplets are instantly frozen into micro granules. TEMPO-CNF aerogels with a 3D fibril skeleton morphology and a SSA of 100 m2/g were obtained via this technique, suggesting that the cooling rate by spray freeze-drying was faster than previously reported freeze-drying process [61, 96]. The use of TEMPO-CNF, i.e., negatively charged CNFs of enhanced colloidal stability, combined to the spray technique may also have played a significant role in the final porous architecture of the aerogels.
3 Properties
3.1 Morphological Characteristics
Aerogels are synonymous of lightweight and highly porous structures. With a density of 1.6 g/cm3, cellulose has the advantage in the production of ultralightweight CNM aerogels. The density of CNM aerogels ranges from <0.001 to 0.2 g/cm3 for a corresponding porosity higher than 90% (Table 27.1) [23, 71]. The density and porosity of the aerogels depend on the initial solid concentration (Fig. 27.5) and can theoretically be predicted. The bulk density of CNM aerogels increases linearly with the gel concentration, while the porosity linearly decreases with the increasing solid concentration [5, 68, 139].

Influence of the CNF gel concentration on the morphologies and physical properties of aerogels prepared by supercritical CO2 drying [21]. (a–c) 1 wt% (density, 0.009 g/cm3; porosity, 99.4%; BET SSA, 115 m2/g), (d–f) 1.5 wt% (density, 0.019 g/cm3; porosity, 98.8%; BET SSA, 93 m2/g), and (g–i) 2 wt% (density, 0.050 g/cm3; porosity, 96.9%; BET SSA, 72 m2/g). (Reproduced with the permission from Elsevier)
The volumetric shrinkage during solvent exchange and/or solvent removal is also altered by the suspension concentration, but the particle interactions in the suspension/gel and the foam processing method are two other influencing factors. The formation of a free-standing CNM gel, induced by either a percolative network (achieved from a critical solid concentration [85]) or a strong crosslinking between CNM particles [139], contributes in maintaining the gel structure overdrying, thus lowering the aerogel shrinkage. While the shrinkage of CNM aerogels cannot be avoided, supercritical CO2 drying is reported as efficient drying technique to preserve the porous structure of the wet gel and minimize shrinkage to a maximum of 10–15% [112].
One main attribute of CNM aerogels is their large specific surface area (SSA). Unlike CNM foams, which commonly feature SSA <100 m2/g, CNM aerogels of SSA as high as 600 m2/g can be produced by a careful solvent exchange followed by supercritical drying [68] (Table 27.1). Commonly measured by nitrogen adsorption/desorption, a large SSA is desirable for applications of CNM aerogels as, e.g., thermal insulator [68], adsorbent [84], or supercapacitor [144]. As mentioned previously (2.3), a simple way to increase the SSA of CNM aerogels consists in replacing water by tert-butanol (t-BuOH). Tert-butanol was reported to inhibit the self-assembly of CNM particles by limiting the hydrogen bonding with the solvent (one bonding only between t-BuOH and the surface hydroxyl groups of cellulose) and between CNM particles (steric hindrance of the three methyl groups of t-BuOH) [59]. When increasing the density of the aerogels, both the porosity and SSA were reported to decrease as well [115] (Fig. 27.5). Maintaining a high and constant SSA while increasing the solid content of the aerogel is, however, possible if the contact areas between CNMs remain constant, i.e., if CNMs do not aggregate or form dense bundles as the concentration increases [68, 112].
The porous architecture of CNM aerogels, i.e., pore shape, size, and distribution, has a direct influence on the mechanical and thermal properties of the materials but can also be of interest for application as, e.g., drug delivery system [128] or gas filter [92]. CNM aerogels of small (<50 nm) and open pores are commonly obtained by supercritical drying. Ice templating usually results in foams/aerogels with open pores of size >50 nm, as the pores are a replica of the solvent crystals [24].
3.2 Compressive Behavior
The compressive deformation of CNM porous solids can be described by the general theory of Gibson and Ashby for cellular materials [1, 39]. Subjected to a compression load, the aerogel behaves elastically until the strain is no longer proportional to the stress (linear elastic regime; cell wall bending) [134]. With the gradual increase of stress, an irreversible strain is observed and characterized by a plateau region, which marks the plastic deformation and is caused by the collapse of the cells (stress plateau regime). The continued compression initiates the densification regime. At a certain critical strain, the material shows considerable stiffening due to the densification of the porous structure (sharp increase of the stress).
Low density materials such as CNM aerogels exhibit a scaling relationship between their elastic modulus, E, and relative density, ρ*/ρs (aerogel density/skeleton density) [39]. While honeycomb and open-cell foam models predict a scaling exponent of 1 and 2, respectively [39], an exponent above 2 is commonly reported for CNM aerogels [116], probably due to the presence of dangling masses or branches which may hang off the main skeleton of the network and not bear the applied load [85].
The compressive behavior of CNM-based porous solids is well reported in the literature. However, when it comes to high SSA CNM aerogels, data remains scarce. Neat CNF aerogels can reach Young’s modulus up to 2.8 MPa, thanks to the mechanical strength of the CNF entanglement [116]. Much lower values were recorded for neat CNC aerogels, but physical or chemical entrapment of CNCs into aerogels are promising strategies for creating strong and mechanically stable CNC-based aerogels [23].
In Fig. 27.6, moduli for different types of aerogels are plotted versus density. Very few data on CNM aerogels (i.e., with a SSA >100 m2/g) were reported in the literature, but one may note that the reported CNM aerogels cover the “low densities” area of the chart, which was previously unoccupied. Despite good mechanical properties for such lightweight and high porosity materials, CNM aerogels are prone to mechanical stress, which is a drawback with regard to many potential applications. Different approaches have been investigated to reinforce the aerogel mechanical properties and are discussed in the last section of this chapter, as the chosen strategy depends on the target application.

3.3 Thermal Conductivity
Owing to their high porosity and highly porous structure, CNM aerogels feature excellent thermal insulation properties. More and more studies classified CNM aerogels as superinsulating materials (i.e., materials with thermal conductivity <25 mW/mK [69]), since thermal conductivity below that of air (= 25 mW/mK) can be achieved [20, 61, 68, 133]. The thermal conductivity of CNM aerogels in air can be approximated by the sum of three contributions: conduction through the (i) solid and the (ii) air and (iii) radiation through the cell walls and across the cell voids. The gas convection is usually insignificant given that the pore size is well below (≪1 mm) necessary for the onset of natural convection. The conduction through the air, however, is a significant contribution, which can be reduced by narrowing the pore size to less than the mean free path of gas molecules in air (ca. 70–75 nm). The radiative contribution to heat transfer increases significantly when the aerogel occludes a low thermal conductivity gas like air. At room temperature, however, this contribution is usually considered to be small. One way to reduce the radiative part of the thermal conduction at any temperature is the selection of materials that can strongly absorb infrared radiation, such as carbonaceous materials [49].
The conduction through the solid can be lowered by decreasing the bulk density of the aerogels [68] or enhancing the interfacial thermal resistance (= Kapitza resistance) by, e.g., selecting materials of high thermal boundary resistance [49] or combining nanosized components [9]. In addition, three main structural factors were reported to affect the heat transfer in CNM materials: the crystallite thickness, the CNM orientation, and the interfacial thermal resistance between CNMs [126]. Materials made of thicker fibrils (or bundles of fibrils), i.e., larger crystallite size, show higher thermal diffusivity due to the crystallite size effect [25, 127]. The formation of highly crystalline structures is known to enhance considerably the thermal conductivity in the crystal chain axis direction of polymers [4]. Due to the high aspect ratio of CNMs, CNMs show a large thermal conductivity anisotropy between the longitudinal (l) and thickness (t) direction (ca. l = 10 × t), suggesting that aerogels made of oriented CNMs can have different thermal conductivities depending on the alignment of the cellulose nanoparticles [25]. Previous studies attempted to produce anisotropic CNM foams by ice templating (or freeze-casting), but the pore sizes and SSA values reported are much higher and lower, respectively, than that of CNM aerogels [22, 133]. As mentioned earlier, enhancing the interfacial thermal resistance is one way to limit the heat transport in CNM materials. Because CNMs can aggregate, CNM aerogels contain many fiber interfaces, and therefore, the interfacial thermal resistance in CNM aerogels is not negligible. Direct measurement of the interfacial thermal resistance is technically difficult, but first molecular dynamics simulations suggested that a low interfacial thermal resistance between cellulose (Iβ) crystals is due to their strong surface energy (i.e., hydrogen bonds, van der Walls forces, hydrophobic interactions), as thermal conductivity across interfaces scales with interfacial bonding strength [25, 83]. The heat transport in CNM materials can be improved by controlling bonding at crystal-crystal interfaces and the orientation/self-assembly of CNMs.
While most of the developed CNM aerogels exhibit superinsulating properties, porous solids with thermal conductivity values between 25 and 30 mW/mK are still competitive with commercially available insulation materials, as shown in Table 27.2. The study performed by Wicklein et al. showed, indeed, that a standard commercial EPS building material can be replaced by a nanocellulose-based foam with a 50% reduction in the material thickness due to its lower thermal conductivity, 15 mW/mk versus 35 mW/mK (for EPS) [133].
4 Applications
4.1 Bio-Based Absorbents and Adsorbents
CNM aerogels feature high water and oil absorption capacity. Neat CNF foams of 4 kg/m3 in density were able to absorb over 100 times their own weight in water, which represent approximately 83% of pores filled with water [60]. The good absorption capacity of CNM aerogel is strongly related to the material density and network strength. The use of crosslinkers strengthens particularly well the CNM aerogel structure, enhancing the ability of the aerogels to hold water and providing, besides, a shape recovery ability to the materials. Crosslinked CNC aerogels recovered at least 85% of their original size after compression in water, with a notable shape recovery above 50% at 95% compressive strain [139]. The water acted as a plasticizer and probably improved the shape recovery by reforming broken or bent hydrogen bonds of the crosslinked CNC network. These same aerogels also showed superabsorbent capacity in various solvents: water (87% of the total pore volume filled), ethanol (89%), dimethyl sulfoxide (68%), and dodecane (54%) [139]. According to the authors, the capillary forces imparted by the mesopores of the aerogels helped with the absorption of the hydrophobic oil, although the larger pores were not fully filled due to incompatibility between CNCs and dodecane based on their surface energy [139]. The CNC aerogels showed then a great ability to separate oil and water.
The ability of CNM aerogels to absorb liquid can be enhanced by surface modification. Superhydrophobic and/or superoleophobic CNM foams/aerogels were obtained by atomic layer deposition (ALD) of, e.g., titanium dioxide (TiO2) [70] or by chemical vapor deposition (CVD) of organosilanes [5, 16, 62]. ALD and CVD are post-chemical treatments, which ensure a thin film coverage of the vaporized compound on the aerogel surface, without collapsing or destroying the porous structure and network of the materials. The thin silane coating could reduce considerably the surface energy of the aerogels, and commonly contact angles above 100° were measured after chemical modification.
Direct chemical surface modification of the disperse CNMs is a common strategy to tailor the properties of the aerogels [88, 142], but recently, another study suggested to modify the 3D weblike skeleton of CNM aerogels in liquid phase, without using techniques such as CVD or ALD [108]. Ultralight (<7 kg/m3) and high SSA (>160 m2/g) bacterial CNM aerogels with excellent oil/water selectivity were obtained after a liquid-phase reaction followed by freeze-drying. The aerogel, initially also produced by freeze-drying, could be immersed in an organic solvent containing trimethylchlorosilane, without modifying its original macroscopic shape and porosity.
CNMs have also emerged as a new class of bio-based adsorbent with promising application in environmental remediation [84]. The surface functionalization of CNMs is a key step to promote the adsorption of a specific class of pollutant and enhance the adsorption capacity of CNM aerogels. To this end, different strategies of surface modification have been investigated according to the pollutant class (Fig. 27.7) [48, 84]. The complexation between CNFs and Prussian blue (PB), for example, conferred to the aerogel a high resistance to water and the capacity to adsorb 139 mg/g of radioactive cesium [129], owing to the binding capacity of PB to cesium by ion exchange between iron and cesium [73]. Combination of CNF and iron (Fe III)-graphene oxide nanocomposite also promoted the effective adsorption of cationic dye via an adsorption-Fenton oxidation process [111]. Without any specific chemical modification, TEMPO-CNFs were used for the production CNM aerogel-containing high-performance air filters. The fine and spider-weblike network structure of the TEMPO-CNFs reduced significantly the particle penetration ratios [92].

Surface modification strategies of CNMs according to the pollutant class. (Reproduced from [84] with the permission from Springer)
The potential exploitation of CNM aerogels as absorbent materials also highly depends on the ability of the material to be regenerated and recovered for multiple adsorption cycles. Other challenges merit attention such as cost efficiency and resistance to biological degradation. Further information on this topic is available in the very recent review of Mahfoudhi and Boufi [84].
4.2 Porous Scaffolds for Biomedical and Pharmaceutical Applications
The biocompatibility of CNMs is a major advantage in biomedical and pharmaceutical applications [29, 105], and their ability to be shaped as mesoporous materials made of a highly interconnected network is especially an asset for the development of 3D cell culture scaffolds and drug delivery systems [64]. Several studies reported the potential of CNM aerogels to support the growth and proliferation of cells. Bacterial cellulose (BC) has been the most extensively investigated CNMs for tissue engineering [67]. Most of the commercial products and works on BC used its hydrated form (pellicle/gels [7, 32, 45]), but recent works reported promising performances of CNM foams and aerogels as scaffolds for cell cultures and molecule carrier/release matrix. With regard to long-term storage in sterile environment, in particular, dry materials would be more appropriate [77]. Porous scaffolds with rather large pore sizes (40–400 μm [58, 77]) are, besides, preferable for allowing cells to enter the 3D structure. Tunable open-pore TEMPO-CNF aerogels with pore size range from 10 to 200 μm promoted attachment and proliferation of HeLa cells and Jurka cells with less than 5% of cell death after 72 h of cell incubation [82]. Similarly, crosslinked CNF aerogel microspheres (60–120 μm in diameter) prepared by spray freeze-drying provided a suitable environment for 3 T3 NIH cell attachment, penetration, differentiation, and proliferation [14].
Cellulose is commonly used as excipients in drugs to control the rate of drug release and achieve the right drug concentration [64]. Interest in using CNM aerogels results from their porous structure with large SSA, which can, besides, interact and prevent the aggregation of drug nanoparticles more efficiently compared to, e.g., microcrystalline cellulose [128]. Depending on the aerogel structure and interactions formed between drug nanoparticles and cellulose during processing, different release profiles can be obtained, varying from immediate to sustainable releases [128]. The electrostatic interactions between sodium salicylate (NaSA) and a polyethylenimine (PEI)-grafted CNF foam resulted, for example, in a 20 times enhanced drug loading capacity and a sustainable release for over 10 h (against 20 min for non-modified CNFs) [143]. In addition, the PEI-grafted CNF foams exhibited pH and temperature responsiveness, which significantly affected the drug release. A much faster NaSA release was achieved at neutral pH (vs. acid pH) and at high temperature (20 vs. 50 °C) [143]. With such strong controlled release behavior, the PEI-grafted CNF scaffold showed real potentials for pharmaceutical industries. Bacterial CNF aerogels prepared by supercritical CO2 drying also showed real potential for drug delivery application [30]. The aerogels were loaded with bioactive compounds during the scCO2 drying steps (viz., supercritical antisolvent precipitation, Fig. 27.8), without any change in the porous architecture or collapse of the materials. The release profile of D-panthenol and L-ascorbic acid was predominantly diffusion-driven and was found highly dependent on the thickness of the aerogel layer (Fig. 27.8) [30]. Owing to the high dimensional stability of the BC aerogels, the matrices could be reloaded after release, without collapsing the structure.

(a) Loading by supercritical antisolvent precipitation (steps I and II) of (b) bacterial nanocellulose aerogels with (c) L-ascorbic acid and (d) dexpanthenol and (a) controlled release (step III) of (e) dexpanthenol and (f) L-ascorbic acid from the BC aerogels of different layer thickness. (Reproduced from [30] with the permission of Wiley)
For more information on the use of CNMs for biomedical and pharmaceutical applications, comprehensive reviews can be found elsewhere [29, 37, 64, 78].
4.3 Carbon Aerogels
Due to their ordered network and tunable interconnected porosity, CNM aerogels are an excellent, renewable, and abundant porous organic precursor material for carbon aerogels. Carbon aerogels are of interest for many applications such as catalysis [90], batteries [130], proton exchange membrane fuel cells, [122] or supercapacitors [144]; but despite the huge variety of porous carbon-based materials (e.g., carbon nanotubes or activated carbon), high production cost or poor control of the porous architecture limits their use and performances. CNM aerogels have thus been investigated as precursor of mesoporous carbon aerogels, commonly obtained by two main processes, either pyrolysis [141] or hydrothermal carbonization [10].
Carbon aerogels composed of nanofibers of about 20 nm in diameter were successfully obtained by pyrolysis at 900 °C of bacterial nanocellulose aerogels. With a SSA of 670 m2/g, these carbon aerogels were used as anode in lithium ion batteries and featured superior capacity retention (decrease of the charge capacity from 386 mA h/g to 359 mA h/g, only after 100 cycles) and rate performance (reversible capacities of 288, 228, 94, and 34 mA h/g for 10 cycles of discharge/charge at current densities of 0.375, 0.75, 1.875, and 3.75 A/g, respectively) compared with other carbon-based aerogels [130]. The high SSA, open-pore structure, and crosslinked network of carbonized CNFs multiplied the electrode/electrolyte contact area and favored the continuous transport of electrons. Bacterial nanocellulose carbon aerogels were also used as electrode material for capacitive deionization (or electrosorption) as novel desalination technology [80]. The aerogels displayed an increasing SSA with the increasing pyrolysis temperature (SSA of 105, 364, and 586 m2/g for pyrolysis treatment at 400, 600, and 800 °C, respectively). The carbon aerogels obtained at 800 °C exhibited the best desalination performance with electrosorption capacity of 12.81 mg/g for an initial NaCl concentration of 1000 mg/L, which was much higher than the performances of carbon nanotubes (3.78 mg/g) and electrospun carbon fiber electrodes (6.56 mg/g) [80].
Carbon aerogels made from pyrolysis of CNM aerogels can exhibit other interesting properties such as high electrical conductivity (e.g., 20.6 S/m) [136], fire resistance [136], high flexibility, compressibility, and efficient oil absorption capacity [87, 137].
5 Outlook
Research and development on CNM foams and aerogels is still in its infancy, but from the multitude and variety of promising studies along with the recently implemented large-scale production of CNMs, we may expect that large-scale CNM functional foams and aerogels will soon enter different markets.
There exist several advantages in using cellulose nanomaterials to make foams and aerogels over other materials, such as petroleum-based polymers: (i) CNMs are made from renewable and abundant resources using sustainable processing; (ii) CNMs are biodegradable, biocompatible, and recyclable; and (iii) they have a high strength-to-weight ratio and a versatile surface chemistry for further functionality.
However, despite the “green and eco” marketing label of CNMs, some challenges need to be addressed for the successful commercialization of CNM-based aerogels. First (i), a deeper understanding on how the cellulose source and CNM processing route can affect the foam/aerogel properties and structure is required for the development of high-performance tailored porous materials. Second (ii), the scalability of CNM aerogels cannot be achieved without a cost-effective upscaling of the drying technique, which remains one of the main challenges for large-scale production considering that, to date, supercritical drying and freeze-drying are the two most investigated drying processes at lab scale. The processing of wet foams, i.e., involving the use of surfactant and blowing agent, is then the most promising route with respect to scalability of CNM foams/aerogels. This route, however, uses chemicals and solvents and usually results in porous structures with much larger pore sizes and lower porosity than freeze-drying or supercritical drying. The porous materials thus obtained subsequently show lower performance. Third (iii), unmodified CNMs are highly hydrophilic, fungi sensitive, and poorly resistant to flame, which limits grandly their end-use application. Their surface modification or their combination with other materials is thus a critical and needed step to broaden their usage. Finally (iv), although costs are less constraining for biomedical (e.g., tissue engineering) and pharmaceutical (e.g., drug release) applications, which make those applications the most promising ones for rapid industrialization of CNMs, the toxicity of the materials needs to be further addressed and confirmed especially for in vivo and long-term biocompatibility applications.
Overall, cellulose nanomaterials show real potentials for a wide range of lightweight porous material applications such as adsorbents, biomedical scaffolds, carbon aerogels, or insulations. Their combination with other nanoparticles or polymers remains one of the best strategies so far to design high-performance porous materials. CNM-based composites or hybrids can indeed benefit from the renewability and high strength-to-weight ratio of CNMs while limiting the high hydrophilicity, poor thermal stability, and bacterial resistance of cellulose. The diversity and versatility of CNMs offer many opportunities and possibilities for high-value specialty materials and high-volume commodity products.
References
Ali, Z.M., Gibson, L.J.: The structure and mechanics of nanofibrillar cellulose foams. Soft Matter. 9, 1580–1588 (2013). https://doi.org/10.1039/C2SM27197D
Anglès, M.N., Dufresne, A.: Plasticized starch/tunicin whiskers nanocomposites. 1. Structural analysis. Macromolecules. 33, 8344–8353 (2000). https://doi.org/10.1021/ma0008701
Araki, J., Wada, M., Kuga, S., Okano, T.: Flow properties of microcrystalline cellulose suspension prepared by acid treatment of native cellulose. Colloids Surf. A Physicochem. Eng. Asp. 142, 75–82 (1998). https://doi.org/10.1016/S0927-7757(98)00404-X
Atsuhiko, Y., Hiroyuki, F., Toshihiro, K., Tooru, K., Kimiko, E., Yoshinobu, I., Manabu, I., Shigehiro, N.: Thermal conductivity of high strength polyethylene fiber in low temperature. J. Polym. Sci. Part B Polym. Phys. 43, 1495–1503 (2005). https://doi.org/10.1002/polb.20428
Aulin, C., Netrval, J., Wågberg, L., Lindström, T.: Aerogels from nanofibrillated cellulose with tunable oleophobicity. Soft Matter. 6, 3298–3305 (2010). https://doi.org/10.1039/c001939a
Azizi Samir, M.A.S., Alloin, F., Dufresne, A.: Review of recent research into cellulosic whiskers, their properties and their application in nanocomposite field. Biomacromolecules. 6, 612–626 (2005). https://doi.org/10.1021/bm0493685
Bäckdahl, H., Helenius, G., Bodin, A., Nannmark, U., Johansson, B.R., Risberg, B., Gatenholm, P.: Mechanical properties of bacterial cellulose and interactions with smooth muscle cells. Biomaterials. 27, 2141–2149 (2006). https://doi.org/10.1016/j.biomaterials.2005.10.026
Beck-Candanedo, S., Roman, M., Gray, D.G.: Effect of reaction conditions on the properties and behavior of wood cellulose nanocrystal suspensions. Biomacromolecules. 6, 1048–1054 (2005). https://doi.org/10.1021/bm049300p
Bendahou, D., Bendahou, A., Seantier, B., Grohens, Y., Kaddami, H.: Nano-fibrillated cellulose-zeolites based new hybrid composites aerogels with super thermal insulating properties. Ind. Crop. Prod. 65, 374–382 (2015). https://doi.org/10.1016/j.indcrop.2014.11.012
Bo, H., Kan, W., Liheng, W., Shu-Hong, Y., Markus, A., Maria-Magdalena, T.: Engineering carbon materials from the hydrothermal carbonization process of biomass. Adv. Mater. 22, 813–828 (2010). https://doi.org/10.1002/adma.200902812
Bondeson, D., Mathew, A., Oksman, K.: Optimization of the isolation of nanocrystals from microcrystalline cellulose by acid hydrolysis. Cellulose. 13, 171–180 (2006)
Brodin, F.W., Gregersen, Ø.W., Syverud, K.: Cellulose nanofibrils: challenges and possibilities as a paper additive or coating material – a review. Nordic Pulp Paper Res. J. 29, 156–166 (2014). https://doi.org/10.3183/NPPRJ-2014-29-01-p156-166
Buesch, C., Smith, S.W., Eschbach, P., Conley, J.F., Simonsen, J.: The microstructure of cellulose nanocrystal aerogels as revealed by transmission electron microscope tomography. Biomacromolecules. 17, 2956–2962 (2016). https://doi.org/10.1021/acs.biomac.6b00764
Cai, H., Sharma, S., Liu, W., Mu, W., Liu, W., Zhang, X., Deng, Y.: Aerogel microspheres from natural cellulose nanofibrils and their application as cell culture scaffold. Biomacromolecules. 15, 2540–2547 (2014). https://doi.org/10.1021/bm5003976
Camarero Espinosa, S., Kuhnt, T., Foster, E.J., Weder, C.: Isolation of thermally stable cellulose nanocrystals by phosphoric acid hydrolysis. Biomacromolecules. 14, 1223–1230 (2013). https://doi.org/10.1021/bm400219u
Cervin, N.T., Aulin, C., Larsson, P.T., Wågberg, L.: Ultra porous nanocellulose aerogels as separation medium for mixtures of oil/water liquids. Cellulose. 19, 401–410 (2012). https://doi.org/10.1007/s10570-011-9629-5
Chau, M., Sriskandha, S.E., Pichugin, D., Thérien-Aubin, H., Nykypanchuk, D., Chauve, G., Méthot, M., Bouchard, J., Gang, O., Kumacheva, E.: Ion-mediated gelation of aqueous suspensions of cellulose nanocrystals. Biomacromolecules. 16, 2455–2462 (2015). https://doi.org/10.1021/acs.biomac.5b00701
Chen, W., Yu, H., Li, Q., Liu, Y., Li, J.: Ultralight and highly flexible aerogels with long cellulose I nanofibers. Soft Matter. 7, 10360–10368 (2011). https://doi.org/10.1039/C1SM06179H
Chen, P., Yu, H., Liu, Y., Chen, W., Wang, X., Ouyang, M.: Concentration effects on the isolation and dynamic rheological behavior of cellulose nanofibers via ultrasonic processing. Cellulose. 20, 149–157 (2013). https://doi.org/10.1007/s10570-012-9829-7
Chen, W., Li, Q., Wang, Y., Yi, X., Zeng, J., Yu, H., Liu, Y., Li, J.: Comparative study of aerogels obtained from differently prepared nanocellulose fibers. ChemSusChem. 7, 154–161 (2014). https://doi.org/10.1002/cssc.201300950
Ciftci, D., Ubeyitogullari, A., Huerta, R.R., Ciftci, O.N., Flores, R.A., Saldaña, M.D.A.: Lupin hull cellulose nanofiber aerogel preparation by supercritical CO2 and freeze drying. J. Supercrit. Fluids. 127, 137–145 (2017). https://doi.org/10.1016/j.supflu.2017.04.002
Dash, R., Li, Y., Ragauskas, A.J.: Cellulose nanowhisker foams by freeze casting. Carbohydr. Polym. 88, 789–792 (2012). https://doi.org/10.1016/j.carbpol.2011.12.035
De France, K.J., Hoare, T., Cranston, E.D.: Review of hydrogels and aerogels containing nanocellulose. Chem. Mater. 29, 4609–4631 (2017). https://doi.org/10.1021/acs.chemmater.7b00531
Deville, S.: Ice-templating, freeze casting: beyond materials processing. J. Mater. Res. 28, 2202–2219 (2013)
Diaz, J.A., Ye, Z., Wu, X., Moore, A.L., Moon, R.J., Martini, A., Boday, D.J., Youngblood, J.P.: Thermal conductivity in nanostructured films: from single cellulose nanocrystals to bulk films. Biomacromolecules. 15, 4096–4101 (2014). https://doi.org/10.1021/bm501131a
Dong, S., Bortner, M.J., Roman, M.: Analysis of the sulfuric acid hydrolysis of wood pulp for cellulose nanocrystal production: a central composite design study. Ind. Crop. Prod. 93, 76–87 (2016). https://doi.org/10.1016/j.indcrop.2016.01.048
Du, A., Zhou, B., Zhang, Z., Shen, J.: A special material or a new state of matter: a review and reconsideration of the aerogel. Materials (Basel). 6, 941–968 (2013)
Dufresne, A.: Nanocellulose: From Nature to High Performance Tailored Materials. De Gruyter (2012)
Dugan, J.M., Gough, J.E., Eichhorn, S.J.: Bacterial cellulose scaffolds and cellulose nanowhiskers for tissue engineering. Nanomedicine. 8, 287–298 (2013). https://doi.org/10.2217/nnm.12.211
Emmerich, H., Martin, W., Kerstin, S., Katrin, F., Peter, M., Antje, P., Thomas, R., Falk, L.: Loading of bacterial cellulose aerogels with bioactive compounds by antisolvent precipitation with supercritical carbon dioxide. Macromol. Symp. 294, 64–74 (2010). https://doi.org/10.1002/masy.201000008
Fall, A.B., Lindström, S.B., Sundman, O., Ödberg, L., Wågberg, L.: Colloidal stability of aqueous nanofibrillated cellulose dispersions. Langmuir. 27, 11332–11338 (2011). https://doi.org/10.1021/la201947x
Fang, B., Wan, Y.-Z., Tang, T.-T., Gao, C., Dai, K.-R.: Proliferation and osteoblastic differentiation of human bone marrow stromal cells on hydroxyapatite/bacterial cellulose nanocomposite scaffolds. Tissue Eng. Part A. 15, 1091–1098 (2009). https://doi.org/10.1089/ten.tea.2008.0110
Foster, E.J., Moon, R.J., Agarwal, U.P., Bortner, M.J., Bras, J., Camarero-Espinosa, S., Chan, K.J., Clift, M.J.D., Cranston, E.D., Eichhorn, S.J., Fox, D.M., Hamad, W.Y., Heux, L., Jean, B., Korey, M., Nieh, W., Ong, K.J., Reid, M.S., Renneckar, S., Roberts, R., Shatkin, J.A., Simonsen, J., Stinson-Bagby, K., Wanasekara, N., Youngblood, J.: Current characterization methods for cellulose nanomaterials. Chem. Soc. Rev. 47, 2609–2679 (2018). https://doi.org/10.1039/C6CS00895J
Fu, J., Wang, S., He, C., Lu, Z., Huang, J., Chen, Z.: Facilitated fabrication of high strength silica aerogels using cellulose nanofibrils as scaffold. Carbohydr. Polym. 147, 89–96 (2016). https://doi.org/10.1016/j.carbpol.2016.03.048
Fumagalli, M., Sanchez, F., Boisseau, S.M., Heux, L.: Gas-phase esterification of cellulose nanocrystal aerogels for colloidal dispersion in apolar solvents. Soft Matter. 9, 11309–11317 (2013). https://doi.org/10.1039/c3sm52062e
García, A., Gandini, A., Labidi, J., Belgacem, N., Bras, J.: Industrial and crop wastes: a new source for nanocellulose biorefinery. Ind. Crop. Prod. 93, 26–38 (2016). https://doi.org/10.1016/j.indcrop.2016.06.004
Gatenholm, P., Klemm, D.: Bacterial nanocellulose as a renewable material for biomedical applications. MRS Bull. 35, 208–213 (2010)
Gavillon, R., Budtova, T.: Aerocellulose: new highly porous cellulose prepared from cellulose−NaOH aqueous solutions. Biomacromolecules. 9, 269–277 (2008). https://doi.org/10.1021/bm700972k
Gibson, L.J., Ashby, M.F.: Cellular Solids: Structure and Properties. Cambridge University Press (1999)
Gray, D.G.: Order and gelation of cellulose nanocrystal suspensions: an overview of some issues. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 376 (2018) 20170038
Grunert, M., Winter, W.T.: Nanocomposites of cellulose acetate butyrate reinforced with cellulose nanocrystals. J. Polym. Environ. 10, 27–30 (2002). https://doi.org/10.1023/A:1021065905986
Habibi, Y.: Key advances in the chemical modification of nanocelluloses. Chem. Soc. Rev. 43, 1519–1542 (2014)
Habibi, Y., Goffin, A.-L., Schiltz, N., Duquesne, E., Dubois, P., Dufresne, A.: Bionanocomposites based on poly(ε-caprolactone)-grafted cellulose nanocrystals by ring-opening polymerization. J. Mater. Chem. 18, 5002–5010 (2008). https://doi.org/10.1039/B809212E
Heath, L., Thielemans, W.: Cellulose nanowhisker aerogels. Green Chem. 12, 1448 (2010). https://doi.org/10.1039/c0gc00035c
Henrik, B., Maricris, E., Dick, D., Bo, R., Paul, G.: Engineering microporosity in bacterial cellulose scaffolds. J. Tissue Eng. Regen. Med. 2, 320–330 (2008). https://doi.org/10.1002/term.97
Henriksson, M., Henriksson, G., Berglund, L.A., Lindström, T.: An environmentally friendly method for enzyme-assisted preparation of microfibrillated cellulose (MFC) nanofibers. Eur. Polym. J. 43, 3434–3441 (2007)
Hoeng, F., Denneulin, A., Bras, J.: Use of nanocellulose in printed electronics: a review. Nanoscale. 8, 13131–13154 (2016)
Hokkanen, S., Bhatnagar, A., Sillanpää, M.: A review on modification methods to cellulose-based adsorbents to improve adsorption capacity. Water Res. 91, 156–173 (2016). https://doi.org/10.1016/j.watres.2016.01.008
Hrubesh, L.W., Pekala, R.W.: Thermal properties of organic and inorganic aerogels. J. Mater. Res. 9, 731–738 (1994)
Hu, Z., Cranston, E.D., Ng, R., Pelton, R.: Tuning cellulose nanocrystal gelation with polysaccharides and surfactants. Langmuir. 30, 2684–2692 (2014). https://doi.org/10.1021/la404977t
Huang, C.-F., Chen, J.-K., Tsai, T.-Y., Hsieh, Y.-A., Andrew Lin, K.-Y.: Dual-functionalized cellulose nanofibrils prepared through TEMPO-mediated oxidation and surface-initiated ATRP. Polymer (Guildf). 72, 395–405 (2015). https://doi.org/10.1016/j.polymer.2015.02.056
Hubbe, M.A., Tayeb, P., Joyce, M., Tyagi, P., Kehoe, M., Dimic-Misic, K., Pal, L.: Rheology of nanocellulose-rich aqueous suspensions: a review. BioResources. 12(4), 9556 (2017)
Huber, T., Müssig, J., Curnow, O., Pang, S., Bickerton, S., Staiger, M.P.: A critical review of all-cellulose composites. J. Mater. Sci. 47, 1171–1186 (2012). https://doi.org/10.1007/s10853-011-5774-3
Ishida, O., Kim, D.-Y., Kuga, S., Nishiyama, Y., Brown, R.M.: Microfibrillar carbon from native cellulose. Cellulose. 11, 475–480 (2004). https://doi.org/10.1023/B:CELL.0000046410.31007.0b
Isogai, A.: Wood nanocelluloses: fundamentals and applications as new bio-based nanomaterials. J. Wood Sci. 59, 449–459 (2013). https://doi.org/10.1007/s10086-013-1365-z
Isogai, A., Saito, T., Fukuzumi, H.: TEMPO-oxidized cellulose nanofibers. Nanoscale. 3, 71–85 (2011). https://doi.org/10.1039/C0NR00583E
Iwamoto, S., Abe, K., Yano, H.: The effect of hemicelluloses on wood pulp nanofibrillation and nanofiber network characteristics. Biomacromolecules. 9, 1022–1026 (2008). https://doi.org/10.1021/bm701157n
Jessica, A., Hanna, S., Henrik, B., Paul, G.: Behavior of human chondrocytes in engineered porous bacterial cellulose scaffolds. J. Biomed. Mater. Res. Part A. 94A, 1124–1132 (2010). https://doi.org/10.1002/jbm.a.32784
Jiang, F., Hsieh, Y.-L.: Assembling and redispersibility of rice straw nanocellulose: effect of tert-butanol. ACS Appl. Mater. Interfaces. 6, 20075–20084 (2014a). https://doi.org/10.1021/am505626a
Jiang, F., Hsieh, Y.-L.: Amphiphilic superabsorbent cellulose nanofibril aerogels. J. Mater. Chem. A. 2, 6337–6342 (2014b). https://doi.org/10.1039/C4TA00743C
Jiménez-Saelices, C., Seantier, B., Cathala, B., Grohens, Y.: Spray freeze-dried nanofibrillated cellulose aerogels with thermal superinsulating properties. Carbohydr. Polym. 157, 105–113 (2017). https://doi.org/10.1016/j.carbpol.2016.09.068
Jin, H., Kettunen, M., Laiho, A., Pynnönen, H., Paltakari, J., Marmur, A., Ikkala, O., Ras, R.H.A.: Superhydrophobic and superoleophobic nanocellulose aerogel membranes as bioinspired cargo carriers on water and oil. Langmuir. 27, 1930–1934 (2011). https://doi.org/10.1021/la103877r
Jonoobi, M., Oladi, R., Davoudpour, Y., Oksman, K., Dufresne, A., Hamzeh, Y., Davoodi, R.: Different preparation methods and properties of nanostructured cellulose from various natural resources and residues: a review. Cellulose. 22, 935–969 (2015). https://doi.org/10.1007/s10570-015-0551-0
Jorfi, M., Foster, E.J.: Recent advances in nanocellulose for biomedical applications. J. Appl. Polym. Sci. 132, 41719–41738 (2015)
Jozala, A.F., de Lencastre-Novaes, L.C., Lopes, A.M., de Carvalho, S.-E.V., Mazzola, P.G., Pessoa-Jr, A., Grotto, D., Gerenutti, M., Chaud, M.V.: Bacterial nanocellulose production and application: a 10-year overview. Appl. Microbiol. Biotechnol. 100, 2063–2072 (2016)
Kistler, S.S.: Coherent expanded aerogels and jellies. Nature. 127, 741 (1931)
Klemm, D., Schumann, D., Udhardt, U., Marsch, S.: Bacterial synthesized cellulose – artificial blood vessels for microsurgery. Prog. Polym. Sci. 26, 1561–1603 (2001). https://doi.org/10.1016/S0079-6700(01)00021-1
Kobayashi, Y., Saito, T., Isogai, A.: Aerogels with 3D ordered nanofiber skeletons of liquid-crystalline nanocellulose derivatives as tough and transparent insulators. Angew. Chem. Int. Ed. Engl. 53, 10394–10397 (2014). https://doi.org/10.1002/anie.201405123
Koebel, M., Rigacci, A., Achard, P.: Aerogel-based thermal superinsulation: an overview. J. Sol-Gel Sci. Technol. 63, 315–339 (2012). https://doi.org/10.1007/s10971-012-2792-9
Korhonen, J.T., Kettunen, M., Ras, R.H.A., Ikkala, O.: Hydrophobic nanocellulose aerogels as floating, sustainable, reusable, and recyclable oil absorbents. ACS Appl. Mater. Interfaces. 3, 1813–1816 (2011). https://doi.org/10.1021/am200475b
Lavoine, N., Bergström, L.: Nanocellulose-based foams and aerogels: processing, properties, and applications. J. Mater. Chem. A. 5 (2017). https://doi.org/10.1039/c7ta02807e
Lavoine, N., Desloges, I., Dufresne, A., Bras, J.: Microfibrillated cellulose – its barrier properties and applications in cellulosic materials: a review. Carbohydr. Polym. 90, 735–764 (2012). https://doi.org/10.1016/j.carbpol.2012.05.026
Le Gall, B., Taran, F., Renault, D., Wilk, J.-C., Ansoborlo, E.: Comparison of Prussian blue and apple-pectin efficacy on 137Cs decorporation in rats. Biochimie. 88, 1837–1841 (2006). https://doi.org/10.1016/j.biochi.2006.09.010
Lewis, L., Derakhshandeh, M., Hatzikiriakos, S.G., Hamad, W.Y., MacLachlan, M.J.: Hydrothermal gelation of aqueous cellulose nanocrystal suspensions. Biomacromolecules. 17, 2747–2754 (2016). https://doi.org/10.1021/acs.biomac.6b00906
Li, F., Mascheroni, E., Piergiovanni, L.: The potential of nanocellulose in the packaging field: a review. Packag. Technol. Sci. 28, 475–508 (2015)
Liebner, F., Haimer, E., Wendland, M., Neouze, M.-A.A., Schlufter, K., Miethe, P., Heinze, T., Potthast, A., Rosenau, T.: Aerogels from unaltered bacterial cellulose: application of scCO <inf>2</inf> drying for the preparation of shaped, ultra-lightweight cellulosic aerogels. Macromol. Biosci. 10, 349–352 (2010). https://doi.org/10.1002/mabi.200900371
Liebner, F., Pircher, N., Rosenau, T.: Bacterial nanocellulose aerogels. In: Gama, M., Dourado, F., Bielecki, S. (eds.) Bacterial Nanocellulose. From Biotechnology to Bio-Economy, pp. 73–108. Elsevier (2016)
Lin, N., Dufresne, A.: Nanocellulose in biomedicine: current status and future prospect. Eur. Polym. J. 59, 302–325 (2014). https://doi.org/10.1016/j.eurpolymj.2014.07.025
Liu, Y., Wang, H., Yu, G., Yu, Q., Li, B., Mu, X.: A novel approach for the preparation of nanocrystalline cellulose by using phosphotungstic acid. Carbohydr. Polym. 110, 415–422 (2014). https://doi.org/10.1016/j.carbpol.2014.04.040
Liu, Y., Lu, T., Sun, Z., Chua, D.H.C., Pan, L.: Ultra-thin carbon nanofiber networks derived from bacterial cellulose for capacitive deionization. J. Mater. Chem. A. 3, 8693–8700 (2015). https://doi.org/10.1039/C5TA00435G
Liu, H., Geng, B., Chen, Y., Wang, H.: A review on the aerogel-type oil sorbents derived from nanocellulose. ACS Sustain. Chem. Eng. 5, 49–66 (2016a). https://doi.org/10.1021/acssuschemeng.6b02301
Liu, J., Cheng, F., Grénman, H., Spoljaric, S., Seppälä, J., Eriksson, J.E., Willför, S., Xu, C.: Development of nanocellulose scaffolds with tunable structures to support 3D cell culture. Carbohydr. Polym. 148, 259–271 (2016b). https://doi.org/10.1016/j.carbpol.2016.04.064
Losego, M.D., Moh, L., Arpin, K.A., Cahill, D.G., Braun, P.V.: Interfacial thermal conductance in spun-cast polymer films and polymer brushes. Appl. Phys. Lett. 97, 11908 (2010). https://doi.org/10.1063/1.3458802
Mahfoudhi, N., Boufi, S.: Nanocellulose as a novel nanostructured adsorbent for environmental remediation: a review. Cellulose. 24, 1171–1197 (2017). https://doi.org/10.1007/s10570-017-1194-0
Martoïa, F., Cochereau, T., Dumont, P.J.J., Orgéas, L., Terrien, M., Belgacem, M.N.: Cellulose nanofibril foams: links between ice-templating conditions, microstructures and mechanical properties. Mater. Des. 104, 376–391 (2016). https://doi.org/10.1016/j.matdes.2016.04.088
McKee, J.R., Hietala, S., Seitsonen, J., Laine, J., Kontturi, E., Ikkala, O.: Thermoresponsive nanocellulose hydrogels with tunable mechanical properties. ACS Macro Lett. 3, 266–270 (2014). https://doi.org/10.1021/mz400596g
Meng, Y., Young, T.M., Liu, P., Contescu, C.I., Huang, B., Wang, S.: Ultralight carbon aerogel from nanocellulose as a highly selective oil absorption material. Cellulose. 22, 435–447 (2015). https://doi.org/10.1007/s10570-014-0519-5
Missoum, K., Belgacem, M.N., Bras, J.: Nanofibrillated cellulose surface modification: a review. Materials (Basel). 6, 1745–1766 (2013)
Moon, R.J., Martini, A., Nairn, J., Simonsen, J., Youngblood, J.: Cellulose nanomaterials review: structure, properties and nanocomposites. Chem. Soc. Rev. 40, 3941–3994 (2011). https://doi.org/10.1039/C0CS00108B
Moreno-Castilla, C., Maldonado-Hódar, F.J.: Carbon aerogels for catalysis applications: an overview. Carbon N. Y. 43, 455–465 (2005). https://doi.org/10.1016/j.carbon.2004.10.022
Nechyporchuk, O., Belgacem, M.N., Bras, J.: Production of cellulose nanofibrils: a review of recent advances. Ind. Crop. Prod. 17, 2311–2320 (2016). https://doi.org/10.1016/j.indcrop.2016.02.016
Nemoto, J., Saito, T., Isogai, A.: Simple freeze-drying procedure for producing nanocellulose aerogel-containing, high-performance air filters. ACS Appl. Mater. Interfaces. 7, 19809–19815 (2015). https://doi.org/10.1021/acsami.5b05841
Nishiyama, Y., Sugiyama, J., Chanzy, H., Langan, P.: Crystal structure and hydrogen bonding system in cellulose Iα from synchrotron X-ray and neutron fiber diffraction. J. Am. Chem. Soc. 125, 14300–14306 (2003). https://doi.org/10.1021/ja037055w
Nurhidayatulllaili, M.J., Samira, B.: Nanocellulose as a green and sustainable emerging material in energy applications: a review. Polym. Adv. Technol. 28, 1583–1594 (2017). https://doi.org/10.1002/pat.4074
Pääkkö, M., Ankerfors, M., Kosonen, H., Nykänen, A., Ahola, S., Österberg, M., Ruokolainen, J., Laine, J., Larsson, P.T., Ikkala, O., Lindström, T.: Enzymatic hydrolysis combined with mechanical shearing and high-pressure homogenization for nanoscale cellulose fibrils and strong gels. Biomacromolecules. 8, 1934–1941 (2007). https://doi.org/10.1021/bm061215p
Pääkkö, M., Vapaavuori, J., Silvennoinen, R., Kosonen, H., Ankerfors, M., Lindström, T., Berglund, L.A., Ikkala, O.: Long and entangled native cellulose I nanofibers allow flexible aerogels and hierarchically porous templates for functionalities. Soft Matter. 4, 2492–2499 (2008). https://doi.org/10.1039/b810371b
Peddireddy, K.R., Capron, I., Nicolai, T., Benyahia, L.: Gelation kinetics and network structure of cellulose nanocrystals in aqueous solution. Biomacromolecules. 17, 3298–3304 (2016). https://doi.org/10.1021/acs.biomac.6b01061
Pei, A., Butchosa, N., Berglund, L.A., Zhou, Q.: Surface quaternized cellulose nanofibrils with high water absorbency and adsorption capacity for anionic dyes. Soft Matter. 9, 2047–2055 (2013). https://doi.org/10.1039/C2SM27344F
Pierre, A.C., Pajonk, G.M.: Chemistry of aerogels and their applications. Chem. Rev. 102, 4243–4266 (2002)
Qing, Y., Sabo, R., Zhu, J.Y., Agarwal, U., Cai, Z., Wu, Y.: A comparative study of cellulose nanofibrils disintegrated via multiple processing approaches. Carbohydr. Polym. 97, 226–234 (2013). https://doi.org/10.1016/j.carbpol.2013.04.086
Reichenauer, G.: Aerogels. In: Kirk-Othmer Encyclopedia of Chemical Technology. Wiley (2008)
Revol, J.-F., Godbout, L., Dong, X.-M., Gray, D.G., Chanzy, H., Maret, G.: Chiral nematic suspensions of cellulose crystallites; phase separation and magnetic field orientation. Liq. Cryst. 16, 127–134 (1994). https://doi.org/10.1080/02678299408036525
Rojo, E., Peresin, M.S., Sampson, W.W., Hoeger, I.C., Vartiainen, J., Laine, J., Rojas, O.J.: Comprehensive elucidation of the effect of residual lignin on the physical, barrier, mechanical and surface properties of nanocellulose films. Green Chem. 17, 1853–1866 (2015). https://doi.org/10.1039/C4GC02398F
Roman, M.: Toxicity of cellulose nanocrystals: a review. Ind. Biotechnol. 11, 25–33 (2015)
Roman, M., Dong, S., Hirani, A., Lee, Y.W.: Cellulose nanocrystals for drug delivery. In: Polysaccharide Materials: Performance by Design, ACS Symposisum, pp. 81–91. American Chemical Society, Washington, DC (2010)
Sadeghifar, H., Filpponen, I., Clarke, S.P., Brougham, D.F., Argyropoulos, D.S.: Production of cellulose nanocrystals using hydrobromic acid and click reactions on their surface. J. Mater. Sci. 46, 7344–7355 (2011)
Sai, H., Xing, L., Xiang, J., Cui, L., Jiao, J., Zhao, C., Li, Z., Li, F., Zhang, T.: Flexible aerogels with interpenetrating network structure of bacterial cellulose-silica composite from sodium silicate precursor via freeze drying process. RSC Adv. 4, 30453–30461 (2014). https://doi.org/10.1039/C4RA02752C
Sai, H., Fu, R., Xing, L., Xiang, J., Li, Z., Li, F., Zhang, T.: Surface modification of bacterial cellulose aerogels’ web-like skeleton for oil/water separation. ACS Appl. Mater. Interfaces. 7, 7373–7381 (2015). https://doi.org/10.1021/acsami.5b00846
Saito, T., Nishiyama, Y., Putaux, J.-L., Vignon, M., Isogai, A.: Homogeneous suspensions of individualized microfibrils from TEMPO-catalyzed oxidation of native cellulose. Biomacromolecules. 7, 1687–1691 (2006). https://doi.org/10.1021/bm060154s
Saito, T., Hirota, M., Tamura, N., Kimura, S., Fukuzumi, H., Heux, L., Isogai, A.: Individualization of nano-sized plant cellulose fibrils by direct surface carboxylation using TEMPO catalyst under neutral conditions. Biomacromolecules. 10, 1992–1996 (2009). https://doi.org/10.1021/bm900414t
Sajab, M.S., Chia, C.H., Chan, C.H., Zakaria, S., Kaco, H., Chook, S.W., Chin, S.X., Noor, A.M.: Bifunctional graphene oxide-cellulose nanofibril aerogel loaded with Fe(iii) for the removal of cationic dye via simultaneous adsorption and Fenton oxidation. RSC Adv. 6, 19819–19825 (2016). https://doi.org/10.1039/C5RA26193G
Sakai, K., Kobayashi, Y., Saito, T., Isogai, A.: Partitioned airs at microscale and nanoscale: thermal diffusivity in ultrahigh porosity solids of nanocellulose. Sci. Rep. 6, 20434–20441 (2016). https://doi.org/10.1038/srep20434
Sanz-Moral, L.M., Rueda, M., Mato, R., Martín, Á.: View cell investigation of silica aerogels during supercritical drying: analysis of size variation and mass transfer mechanisms. J. Supercrit. Fluids. 92, 24–30 (2014). https://doi.org/10.1016/j.supflu.2014.05.004
Seantier, B., Bendahou, D., Bendahou, A., Grohens, Y., Kaddami, H.: Multi-scale cellulose based new bio-aerogel composites with thermal super-insulating and tunable mechanical properties. Carbohydr. Polym. 138, 335–348 (2016). https://doi.org/10.1016/j.carbpol.2015.11.032
Sehaqui, H., Salajková, M., Zhou, Q., Berglund, L.A.: Mechanical performance tailoring of tough ultra-high porosity foams prepared from cellulose I nanofiber suspensions. Soft Matter. 6, 1824–1832 (2010)
Sehaqui, H., Zhou, Q., Berglund, L.A.: High-porosity aerogels of high specific surface area prepared from nanofibrillated cellulose (NFC). Compos. Sci. Technol. 71, 1593–1599 (2011). https://doi.org/10.1016/j.compscitech.2011.07.003
Sescousse, R., Gavillon, R., Budtova, T.: Aerocellulose from cellulose–ionic liquid solutions: preparation, properties and comparison with cellulose–NaOH and cellulose–NMMO routes. Carbohydr. Polym. 83, 1766–1774 (2011)
Siqueira, G., Bras, J., Dufresne, A.: Cellulose whiskers versus microfibrils: influence of the nature of the nanoparticle and its surface functionalization on the thermal and mechanical properties of nanocomposites. Biomacromolecules. 10, 425–432 (2009). https://doi.org/10.1021/bm801193d
Siqueira, G., Bras, J., Dufresne, A.: Cellulosic bionanocomposites: a review of preparation, properties and applications. Polymers (Basel). 2, 728–765 (2010). https://doi.org/10.3390/polym2040728
Siró, I., Plackett, D.: Microfibrillated cellulose and new nanocomposite materials: a review. Cellulose. 17, 459–494 (2010). https://doi.org/10.1007/s10570-010-9405-y
Siró, I., Plackett, D., Hedenqvist, M., Ankerfors, M., Lindström, T.: Highly transparent films from carboxymethylated microfibrillated cellulose: the effect of multiple homogenization steps on key properties. J. Appl. Polym. Sci. 119, 2652–2660 (2011). https://doi.org/10.1002/app.32831
Smirnova, A., Dong, X., Hara, H., Vasiliev, A., Sammes, N.: Novel carbon aerogel-supported catalysts for PEM fuel cell application. Int. J. Hydrog. Energy. 30, 149–158 (2005). https://doi.org/10.1016/j.ijhydene.2004.04.014
Spence, K.L., Venditti, R.A., Rojas, O.J., Habibi, Y., Pawlak, J.J.: A comparative study of energy consumption and physical properties of microfibrillated cellulose produced by different processing methods. Cellulose. 18, 1097–1111 (2011)
Tang, J., Sisler, J., Grishkewich, N., Tam, K.C.: Functionalization of cellulose nanocrystals for advanced applications. J. Colloid Interface Sci. 494, 397–409 (2017). https://doi.org/10.1016/j.jcis.2017.01.077
Toivonen, M.S., Kaskela, A., Rojas, O.J., Kauppinen, E.I., Ikkala, O.: Ambient-dried cellulose nanofibril aerogel membranes with high tensile strength and their use for aerosol collection and templates for transparent, flexible devices. Adv. Funct. Mater. 25, 6618–6626 (2015). https://doi.org/10.1002/adfm.201502566
Uetani, K., Hatori, K.: Thermal conductivity analysis and applications of nanocellulose materials. Sci. Technol. Adv. Mater. 18, 877–892 (2017). https://doi.org/10.1080/14686996.2017.1390692
Uetani, K., Okada, T., Oyama, H.T.: Crystallite size effect on thermal conductive properties of nonwoven nanocellulose sheets. Biomacromolecules. 16, 2220–2227 (2015). https://doi.org/10.1021/acs.biomac.5b00617
Valo, H., Arola, S., Laaksonen, P., Torkkeli, M., Peltonen, L., Linder, M.B., Serimaa, R., Kuga, S., Hirvonen, J., Laaksonen, T.: Drug release from nanoparticles embedded in four different nanofibrillar cellulose aerogels. Eur. J. Pharm. Sci. 50, 69–77 (2013). https://doi.org/10.1016/j.ejps.2013.02.023
Vipin, A.K., Fugetsu, B., Sakata, I., Isogai, A., Endo, M., Li, M., Dresselhaus, M.S.: Cellulose nanofiber backboned Prussian blue nanoparticles as powerful adsorbents for the selective elimination of radioactive cesium. Sci. Rep. 6, 37009 (2016)
Wang, L., Schutz, C., Salazar-Alvarez, G., Titirici, M.-M.: Carbon aerogels from bacterial nanocellulose as anodes for lithium ion batteries. RSC Adv. 4, 17549–17554 (2014). https://doi.org/10.1039/C3RA47853J
Wang, X., Zhang, Y., Jiang, H., Song, Y., Zhou, Z., Zhao, H.: Fabrication and characterization of nano-cellulose aerogels via supercritical CO2 drying technology. Mater. Lett. 183, 179–182 (2016). https://doi.org/10.1016/j.matlet.2016.07.081
Way, A.E., Hsu, L., Shanmuganathan, K., Weder, C., Rowan, S.J.: pH-responsive cellulose nanocrystal gels and nanocomposites. ACS Macro Lett. 1, 1001–1006 (2012). https://doi.org/10.1021/mz3003006
Wicklein, B., Kocjan, A., Salazar-Alvarez, G., Carosio, F., Camino, G., Antonietti, M., Bergström, L.: Thermally insulating and fire-retardant lightweight anisotropic foams based on nanocellulose and graphene oxide. Nat. Nanotechnol. 10, 277–283 (2015). https://doi.org/10.1038/nnano.2014.248
Woignier, T., Hafidi Alaoui, A., Primera, J., Phalippou, J.: Mechanical properties of aerogels : brittle or plastic solids? Key Eng. Mater. 391, 27–44 (2009). https://doi.org/10.4028/www.scientific.net/KEM.391.27
Wong, J.C.H., Kaymak, H., Tingaut, P., Brunner, S., Koebel, M.M.: Mechanical and thermal properties of nanofibrillated cellulose reinforced silica aerogel composites. Microporous Mesoporous Mater. 217, 150–158 (2015). https://doi.org/10.1016/j.micromeso.2015.06.025
Wu, Z.-Y., Li, C., Liang, H.-W., Chen, J.-F., Yu, S.-H.: Ultralight, flexible, and fire-resistant carbon nanofiber aerogels from bacterial cellulose. Angew. Chem. 125, 2997–3001 (2013). https://doi.org/10.1002/ange.201209676
Wu, Z.-Y., Li, C., Liang, H.-W., Zhang, Y.-N., Wang, X., Chen, J.-F., Yu, S.-H.: Carbon nanofiber aerogels for emergent cleanup of oil spillage and chemical leakage under harsh conditions. Sci. Rep. 4, 4079 (2014)
Xu, Y.-T., Dai, Y., Nguyen, T.-D., Hamad, W.Y., MacLachlan, M.J.: Aerogel materials with periodic structures imprinted with cellulose nanocrystals. Nanoscale. 10, 3805–3812 (2018). https://doi.org/10.1039/C7NR07719J
Yang, X., Cranston, E.D.: Chemically cross-linked cellulose nanocrystal aerogels with shape recovery and superabsorbent properties. Chem. Mater. 26, 6016–6025 (2014). https://doi.org/10.1021/cm502873c
Yu, H., Qin, Z., Liang, B., Liu, N., Zhou, Z., Chen, L.: Facile extraction of thermally stable cellulose nanocrystals with a high yield of 93% through hydrochloric acid hydrolysis under hydrothermal conditions. J. Mater. Chem. A. 1, 3938–3944 (2013)
Zhang, F., Wang, K.-X., Li, G.-D., Chen, J.-S.: Hierarchical porous carbon derived from rice straw for lithium ion batteries with high-rate performance. Electrochem. Commun. 11, 130–133 (2009). https://doi.org/10.1016/j.elecom.2008.10.041
Zhang, Z., Sèbe, G., Rentsch, D., Zimmermann, T., Tingaut, P.: Ultralightweight and flexible silylated nanocellulose sponges for the selective removal of oil from water. Chem. Mater. 26, 2659–2668 (2014). https://doi.org/10.1021/cm5004164
Zhao, J., Lu, C., He, X., Zhang, X., Zhang, W., Zhang, X.: Polyethylenimine-grafted cellulose nanofibril aerogels as versatile vehicles for drug delivery. ACS Appl. Mater. Interfaces. 7, 2607–2615 (2015). https://doi.org/10.1021/am507601m
Zu, G., Shen, J., Zou, L., Wang, F., Wang, X., Zhang, Y., Yao, X.: Nanocellulose-derived highly porous carbon aerogels for supercapacitors. Carbon N. Y. 99, 203–211 (2016). https://doi.org/10.1016/j.carbon.2015.11.079
Zuluaga, R., Putaux, J.-L., Restrepo, A., Mondragon, I., Gañán, P.: Cellulose microfibrils from banana farming residues: isolation and characterization. Cellulose. 14, 585–592 (2007). https://doi.org/10.1007/s10570-007-9118-z
Zuluaga, R., Putaux, J.L., Cruz, J., Vélez, J., Mondragon, I., Gañán, P.: Cellulose microfibrils from banana rachis: effect of alkaline treatments on structural and morphological features. Carbohydr. Polym. 76, 51–59 (2009). https://doi.org/10.1016/j.carbpol.2008.09.024
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Lavoine, N. (2023). Nanocellulose Aerogels. In: Aegerter, M.A., Leventis, N., Koebel, M., Steiner III, S.A. (eds) Springer Handbook of Aerogels. Springer Handbooks. Springer, Cham. https://doi.org/10.1007/978-3-030-27322-4_27
Download citation
DOI: https://doi.org/10.1007/978-3-030-27322-4_27
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-27321-7
Online ISBN: 978-3-030-27322-4
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)