
Abstract
The article focuses on the results of the surface microgeometry and morphology research of the plasma electrolytic oxidation (PEO) coatings produced in the alkaline-silicate electrolytes in various electricity modes—galvanostatic (GS) and arbitrarily falling power (AFP) in alternating current modes. PEO coatings were formed on the samples of wrought aluminum alloys, which are normally used for the manufacturing of the diamond grinding wheels bodies. The influence of PEO factors on Ra roughness index as well as porosity, shape and size of the structural particles of the coatings surface was studied. It was established that PEO increases the reference Ra value by a factor of 2…6, depending upon the electrolyte composition and the processing mode. The “liquid glass” (a technical-grade sodium silicate solution) concentration is the key driver of Ra index, its decrease from 12 to 6 g/L leads to roughness reduction by 25…40%. An extreme dependence of Ra index on anode current density in GS mode is identified in the electrolytes with the minimal concentration of the alkaline component of KOH solution. It was demonstrated that the morphology research results qualitatively correlate with the microgeometric and functional coating characteristics.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
- Roughness
- Porosity
- Surface
- Morphology
- Conglomerates
- Electricity mode
- Arbitrarily falling power
- Galvanostatic mode
- Alkaline-Silicate electrolyte
- Liquid glass
- Outer layer
1 Introduction
The successful use of the plasma electrolytic oxidation (PEO) coatings in many industries is based on their high functional and performance characteristics determined by their unique physical and mechanical properties.
Optimization of the contributing factors that affect PEO process is based on one or more key coating quality criteria, as defined by the operation conditions. These usually include wear resistance, corrosion resistance, dielectric properties, thermal resistance etc.
However, much less attention is paid to the study of microgeometry in applied research, in particular, to roughness and surface morphology. In most cases, these characteristics are of minor importance for the quality evaluation of PEO layers, except decorative coatings. The significance of the above characteristics is even more offset when the process involves removing the poorly adhered outer layer, which contributes to coating roughness increase.
At the same time, certain applications of PEO coatings require considering the surface roughness and morphology of the produced surfaces, besides their key functional properties. The combination of the microgeometry (predominantly, arithmetic mean profile deviation Ra, which is the most informative roughness indicator) and surface morphology characteristics allows creating complementary surface quality evaluation systems for many practical applications of PEO coatings.
2 Literature Review
Numerous studies [1,2,3,4,5,6,7,8,9] were predominantly focused to the influence of the PEO key factors on the functional characteristics of the PEO coatings and their surfaces (wear resistance, corrosion resistance, tribological and dielectric properties). The morphological characteristics have been studied less extensively [2, 3, 6, 8]. In particular, the results of the fundamental research [2, 3] allow partial evaluation of the influence of the PEO modes on surface roughness and morphology, i.e. porosity, shape and size of the conglomerates of the coating structure.
Feasibility study of using PEO layers as electrical insulation (dielectric) coatings on metal bodies of diamond grinding wheels [10] demonstrated that their bore surface Ra roughness index must meet specific requirements and be equal to 2.5 μm, according to the drawings. Similar requirements can be also applied to other parts with rigid joint connections.
The purpose of this work is to study the effects of the key contributing factors of the PEO process (the electrical mode and oxidation time, the electrolyte composition, and components of the processed materials) on roughness Ra and surface morphology (porosity, shape and size of the structural particles) of the dielectric coatings on aluminum alloys and to determine the most effective conditions for their formation.
3 Research Methodology
The experimental samples were made of wrought aluminum alloys D16T and AK6, which are normally used for the manufacturing of the diamond grinding wheels bodies.
Sample sizes varied depending upon rolled aluminum product type and equipment capacity to implement the research modes of electricity for the PEO process. In particular, plate sizes 20 × 15 × 1.5 mm and 12 × 15 × 1.5 mm were produced from flat rolled aluminum D16T, and AK6 aluminum rod was used to produce discs with thickness 5 mm and diameter 30 mm. The reference surface roughness Ra was 1.2 μm.
The samples were oxidized at two electrical modes: the arbitrarily falling power (AFP) mode using anode-cathode (alternating) current and the galvanostatic (GS) mode using rectified anode current. The PEO processes were performed on the laboratory installation using the capacitor current source in the AFP mode (Uout = 1000 V, I = 20 A), and using the transformer current source in the GS mode (Uout = 600 V, I = 1 A). The reference current density in the AFP mode was 20 A/dm2 for AK6 and 30 A/dm2 for D16T with oxidation times of 1 and 2 h, respectively.
In the GS mode, the anode current density j was changed to 5; 7.5; 10 and 15 A/dm2. The duration of electrolysis was based on the equal amounts of electricity, which ensured the production of coatings with an anticipated and even thickness. Based on the calculations the duration of electrolysis τ was 40; 26.6; 20 and 13.3 min.
The research was conducted in 3 alkali silicate solutions: 12 g/L LG (“liquid glass” (LG), a technical-grade sodium silicate solution); 2 g/L КOH + 12 g/L LG; 1 g/L КOH + 6 g/L LG. For clarity reasons, the electrolyte compositions were hereinafter denoted as follows: 0:12; 2:12 and 1:6.
Surface roughness, the arithmetic mean profile deviation Ra, was measured by Surtronic 3+profilograph-profilometer (Taylor Hobson) on the base length of 0.8 mm.
Coating thickness was determined by the non-destructive testing method using the NOVOTEST TP-1eddy-current thickness gauge (NOVOTEST).
The quality evaluation of the morphological condition of the surface layer was performed by optical microscopy using a USB-microscope Supereyes B008 (Xin Ray) and scanning electron microscopy (SEM) (secondary electron imaging mode) by means of a JEOLJSM-840 microscope (JEOL).
Preliminary research using panoramic micrographs (with magnification of 15…50) allowed to determine the general morphological characteristics of the coating of surface layer and to analyze the surface structure homogeneity based on the total area of samples, and to identify the presence of pores and their relative counts. The color effect features allowed qualitative assessment of the presence of different phase components.
The scanning electron microscopy analysis (with magnification of 100…1000, significantly greater depth of focus and imaging at angle α = 45°) allowed to qualitatively evaluate the microrelief, i.e. amplitude parameters, the shape of the structural elements of coatings, surface patterns, stages of pore formation, pore size and depth. The research was conducted on the local area, technologically stable and pre-defined coating sections.
4 Results
On Fig. 1, Ra values demonstrate that the surface roughness of both studied alloys oxidized in the AFP mode increases significantly. The rate of increase of its absolute value depends on the electrolyte composition and process duration and reaches a factor of 4…6, compared to the baseline Ra value.

The Ra roughness index of the PEO coatings oxidized under the AFP mode on AK6 (a) and D16T (b) alloys: 1–12 g/L LG; 2–2 g/L КOH + 12 g/L LG; 3–1 g/L КOH + 6 g/L LG;  —1 h;
—1 h;  —2 h.
—2 h.
A two-fold increase in the electrolysis time and, therefore, in coating thickness (Table 1) results in further Ra increase. However, roughness increase associated with this factor is not very significant and constitutes 10…20%. The roughness increase proportional to the coating thickness can be explained by a significant coating destruction [2], if the power of the solitary visually observable spark discharges increases.
It is also possible to state that coating roughness is almost independent of the components of the oxidized alloys, but it is more sensitive to electrolyte composition.
In particular, the lowest Ra value (25–40% lower) is fixed in 1:6 solution with the minimal LG concentration. The effect of LG concentration is critical for this surface characteristic of coating, if all the other factors of the PEO process being equal. This result fully correlates with the conclusions of the research [3] regarding the correlation between the increasing roughness and silicate concentrations.
In the GS mode the rate of roughness increase is generally somewhat lower and is a factor of 2…5. If the thickness of PEO coatings is even (Table 2), Ra dependency on the electrolyte composition and current density is preserved (Fig. 2). This dependency is not monotonic, but extreme in 0:12 and 1:6 solutions. In fact, Ra index increases in the range of 5…10 A/dm2 and subsequently drops as current density increases till 15 A/dm2.

The Ra roughness index of the PEO coatings oxidized under the GS mode on AK6 (a) and D16T (b) alloys: 1–12 g/L LG; 2–2 g/L КOH + 12 g/L LG; 3–1 g/L КOH + 6 g/L LG.
The “smoothing” effect could be well observed even with no auxiliary optical devices: the structure and color of the oxidized surface became significantly more homogenous with this current density.
The “enhancement” of Ra index at j = 15 A/dm2 can be accounted for Joule’s heat release (Q = I2R), which is sufficient at this current density for fusion and melting to occur both within the coating layer and on the surface structures, in particular, at fusion and melting of aluminum oxides and silica. The presence of concentrated alkali in 2:12 solution can offset this effect due to an increased etching action of the harsh component (КOH), which results in the monotonic Ra increase proportional to the current density.
Similarly, to the alternating current oxidation under the AFP mode, the minimum roughness value of dielectric coatings produced under the GS mode is achieved in the 1:6 electrolyte.
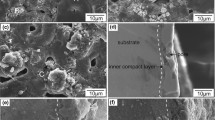
The results of the electron scanning microscopy morphological research of the PEO coatings on AK6 alloy (Fig. 3) allow making some generalizations.

Morphology of the PEO coating surfaces oxidized under the AFP mode on AK6 alloy.
In particular, it is possible to state that all PEO coating surfaces produced under the AFP mode using alternating current have a well-developed relief with alternate peaks and valleys formed by separate conglomerates of compounds of the outer layer.
Open and closed pores were observed on all samples in the largest field of vision (1.2 mm, magnification × 100). The size, relative counts and pore depth depend upon the PEO mode (electrolyte composition, duration of electrolysis).
Besides conglomerate particles of various sizes (up to 50…60 μm) and irregular shapes, a droplet phase (size ~2…10 μm) of unidentified substances were observed as a result of melting of the individual substances, which is characteristic of the PEO process.
Comparing the surface morphology of samples oxidized by the same electrolyte at different time points (see Fig. 3a–f), it is possible to state that the morphological structure becomes more developed and demonstrates more prominent relief with clear boundaries of particles in all dimensions. This qualitatively correlates with the results of analysis of coating roughness Ra, which also shows a tendency to increase with the electrolysis time increasing. The Ra change for AK6 alloy in various electrolytes (see Fig. 1a) occurs in the ranges of 6.6…7.5 μm; 7.5…7.8 μm and 4.7…6.0 μm, respectively.
Comparing the morphology of the PEO coating surfaces produced by various electrolytes, it is possible to conclude that the difference is the most pronounced for 2:12 solution (see Fig. 3c, d). The surface morphology produced in this solution is smoother and it is characterized by less marked variance of amplitude parameters and convexity of the surface conglomerate particles of the coating materials, as compared to surfaces oxidized in 0:12 and 1:6 solutions.
Another prominent morphological feature is a relatively high accessible porosity of this coating. Pore sizes range from 2 to 50 μm, some of them (predominantly, larger size pores) are quite deep. These circumstances can impair (i.e. increase) the Ra roughness index, which was observed during the research (see Fig. 1).
On the other hand, increased porosity, particularly accessible porosity, can contribute to the impairment of the key functional (isolation) properties, which was confirmed by the results of our previous research [11].
The critical factor that contributes to the characteristic surface morphology in 2:12 solution is most probably the alkaline component of KOH solution and its destructive impact, which increases proportionally to the alkaline concentration. This can be indirectly confirmed by the “mean line” of the surface relief in 1:6 solution, where KOH concentration is twice as low (see Fig. 3f, g).
An insignificant pore percentage is recorded on this surface (which is lower compared to the surface produced in 2:12 solution), pore sizes decreasing to 1…6 μm. The electrolysis time increased to 2 h results in further reduction of both sizes and quality of open pores.
In this research, the CEM study results were considered as supplementary. At the same time, they enable to interpret the coating characteristics observed by means of other techniques. This particularly pertains to the roughness parameters and dielectric properties listed in [11].
Based on the morphology research results, it is possible to state that, 1 g/L КOH + 6 g/L LG alkaline-silicate solution is the most appropriate electrolyte for PEO coatings formation with minimum values of roughness and porosity. It is noteworthy that the best dielectric coating properties were obtained under the AFP mode being the base mode for the technological process.
5 Conclusions
Based on the research performed, it was established that the formation of dielectric insulation coatings on the surface of D16 and AK6 alloys using the PEO technique results in an increase of the output Ra value by a factor of 2…6, depending upon the electrolysis conditions: electrolyte composition, electrical mode, process duration and coating thickness.
LG concentration is the key factor that determines Ra index, other conditions of coating formation being equal. It was established that the lowest Ra value for both alloys and electrical modes (AFP and GS) was provided with the following electrolyte composition: 1 g/L КOH + 6 g/L LG.
In the GS mode, the production of coatings with homogeneous surface roughness depends upon the anode current density j, under condition of a homogenous coating thickness. This correlation is extreme for both solutions 0:12 and 1:6 within the studied range of j.
Based on the analysis of the morphological surface characteristics of PEO coatings produced on the AK6 alloy in the AFP mode, it is possible to state the qualitative correlation between their morphological and microgeometrical characteristics and to evaluate the coatings accessible porosity. The morphology research results enable to efficiently select effective electrolyte compositions to produce dielectric coatings based not only on roughness indexes, but also on their functional characteristics.
References
Suminov, I.V., Belkin, P.N., Apelfeld, A.V., Ludin, V.B., Krit, B.L., Borisov, A.M.: Plasma-electrolytic modification of the surface of metals and alloys: Book 2, vol. 2. Technosphera, Moscow (2011) (in Russian)
Bakovets, V.V., Polyakov, O.V., Dolgovesova, I.P.: Plasma electrolytic anodic treatment of metals. Science, Novosibirsk (1991) (in Russian)
Chernenko, V.I., Snezhko, L.A., Papanova, I.I.: Obtaining of coatings by anode-spark electrolysis. Leningrad, Chemistry (1991) (in Russian)
Walsh, F.C., Low, C.T.J., Wood, R.J.K., Stevens, K.T., Archer, J., Poeton, A.R., Ryder, A.: Plasmaelectrolytic oxidation (PEO) for production of anodized coating son light weight metal (Al, Mg, Ti) alloy. Trans. Inst. Metal Finish. 87(3), 122–135 (2009)
Dehnavi, V., Shoesmith, D.W., Luan, B.L., Yari, M., Liu, X.Y., Rohania, S.: Corrosionpropertiesofplasmaelectrolyticoxidationcoatingsonanaluminiumalloy—the effect of the PEO process stage. Mater. Chem. Phys. 161(1), 49–58 (2015)
Borisov, A.M., Krit, B.L., Lyudin, V.B., Morozova, N.V., Suminov, I.V., Apelfeld, A.V.: Microarcoxidationinslurry electrolytes: a review. Surf. Eng. Appl. Electrochem. 52(1), 50–78 (2016)
Zhang, Y., Fan, W., Du, H.Q., Zhao, Y.W.: Plasma electrolytic oxidation coatings for aluminum alloys. Mater. Perform. 56(9), 38–41 (2017)
Agureev, L., Savushkina, S., Ashmarin, A., Borisov, A., Apelfeld, A., Anikin, K., Tkachenko, N., Gerasimov, M., Shcherbakov, A., Ignatenko, V., Bogdashkina, N.: Study of plasma electrolytic oxidation coatings on aluminum composites. Metals 8(6), 459–470 (2018)
Student, M.M., Posuvailo, V.M., Veselivs’ka, H.H., Sirak, Ya Ya., Yatsyuk, R.A.: Corrosion resistance of plasma-electrolytic layers on alloys and coatings of the Al–Cu–Mg system for various modes of heat treatment. Mater. Sci. 53(6), 789–795 (2018)
Sevidova, O.K., Stepanova, I.I., Gutsalenko, Yu.G., Alekseev, K.M.: Method of forming of wear-resistant electrical insulating coatings on aluminum and titanium alloys. Patent No. 111473, Ukraine (2016) (in Ukrainian)
Gutsalenko, Yu G., Sevidova, E.K., Stepanova, I.I., Strel’nitskij, V.E.: Evaluation of dielectric properties of micro-arc coatings on deformable aluminum alloys. Probl. At. Sci. Technol. 2(114), 125–127 (2018)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Sevidova, E., Gutsalenko, Y., Rudnev, A., Pupan, L., Titarenko, O. (2020). The Study of Surface Microgeometry and Morphology of Plasma Electrolytic Oxidation Dielectric Coatings on Aluminum Alloys. In: Ivanov, V., et al. Advances in Design, Simulation and Manufacturing II. DSMIE 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-22365-6_30
Download citation
DOI: https://doi.org/10.1007/978-3-030-22365-6_30
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-22364-9
Online ISBN: 978-3-030-22365-6
eBook Packages: EngineeringEngineering (R0)