
Abstract
The chapter shows that to study the three-dimensional flows arising from the complex effect of vibration on Newtonian fluids, it is best to use a topological method of computer modeling. For reliability and clarity of the numerical modeling results obtained, FlowVision software and SUSU supercomputer resources were used. The calculation results showed the superiority of the new controlled vibrojet method over the traditional process of mixing liquid media. The calculations of flows rates were performed. The conditions for the formation of internal submerged toroidal flows and counter-swirling jets inside these flows are revealed. The simulation results made it possible to determine the control parameters of the process, to describe the functionality and technological capabilities of the computer-controlled vibrojet mixer. Its design is based on a fundamentally new method of controlled vibration mixing of multicomponent mixtures and solutions used in the chemical, pharmaceutical, food, engineering, and mining industries. As a result, practical technology has received a tool for digital processing of the mixing process.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The problems of the quality of liquid multicomponent mixtures and the productivity of production of them are quite acute in chemical [1], pharmaceutical [1], and food industries [2]. No less acutely these problems are indicated in mechanical engineering [3, 4] and mining [5] in the manufacture of process fluids. The useful life of such mixtures is mainly limited by the time of their fractionation and the degree of saturation with impurities during their operation. Traditional methods of mixing, such as circulation, mechanical, shock pulse, acoustic, homogenization, or bubbling, do not give the desired result [3]. This is due to the fact that, firstly, the rotating flow, even if it rapid, has a low velocity gradient due to the solidity of movement in the vortex, and secondly, intensive processing of the mixture occurs only in a narrow area that is close to the mixer working body surface. And as you move away from it, the intensity of the process decreases, forming stagnant zones [6]. Therefore, any optimization of the modes or minor constructive refinements of traditional mixers as a rule do not give a really tangible increase in the performance of the process and the quality of the product. When solving such tasks in production, technologists and designers usually rely on the opinion of experts, who are not always available in the company. This means that nothing steals development resources more than archaic technologies.
The mixing process is essentially the dispersion of liquid and solid media [7]. In the preparation of mixtures and solutions, the layers of liquid and amorphous bodies, that adjacent to the working body of the mixer—the activator, carried away by the force of friction under the effect of centrifugal force are thrown out from it, forming flows [8]. At the same time, they collide and break up into droplets, or amorphous dispersed particles if they encounter obstacles in their way that prevent them from following this force. Such obstacles are the components of the solutions and mixtures themselves, which are outside the active zone. Moreover, the more such flows will be [9] inside the medium, the more frequent the collisions of particles and drops will happen. And this means that these components will be deformed and destroyed more quickly, so the mixing process will be more intensive. It is easiest to provide a multiplicity of particle flows by applying a complex controlled vibration effect on the medium [10]. By increasing the number of interactions of opposing flows, it is possible increase the turbulization of the mixture, i.e., perform the same work in a shorter period of time. This means the performance of the process can be improved.
2 Main Body
A significant technological leap in quality assurance of multicomponent liquid systems and at the same time in increasing the performance of their production can be achieved using a new method of vibrojet mixing of them [11]. The efficiency of the process can be significantly improved by eliminating stagnant zones [12, 13] due to increased turbulization and volumetric circulation of flows. This, in turn, is accomplished by transmitting of mutual rotation with the angular velocity ω and radial–axial vibrations with the angular velocity ωrot from the working body 1 of the mixer 2 (see Fig. 1a) to a liquid medium. Such an approach will make it possible to increase the number of opposing submerged jets (toroidal flows) 3 and the number of their interactions (see Fig. 1b).

Functional diagram of the vibrojet mixer: a scheme of setup of the complex oscillatory process; b scheme of formation of toroidal flows of the mixture; c scheme of formation of swirling mixture flows
For deeper turbulization inside the toroidal rotating flows of the mixture (see Fig. 1a, c), along with ω and ωrot, the working body 1 with perforated disks 4 is additionally given controlled pulsations ±ε of the angular velocity ωrot. Only with such a complex vibration effect on the liquid medium do the swirling opposing jets 5 (see Fig. 1c) form inside the toroid-shaped streams, amplifying the vibrojet effect [14,15,16].
Thus, the complex movements of the working body generate more complicated forms of the trajectories of moving flows. They, in turn, more often overlap and interact with each other, which significantly increases the length of the mixing path [11]. All this leads to turbulization increase. In accordance with the new method [11], the generated fluid flows are described by the modernized Navier–Stokes equations system that takes into account all forced vibration moves. In this case will dominate such control parameters as angular velocity ω, amplitudes a1 and a2 of radial–axial oscillations, and magnitude of ripples of the angular velocity ωrot± ε that have an impact on the values of the components of medium flows velocities Vr, Vz, Vt. Moreover, these movement parameters control the step of the spiral trajectories of the oncoming submerged jets, and hence the intensity of their interaction. In particular, the control of the values a1 and a2 (see Fig. 1b, c) in the area of each perforated disk is provided by varying the amplitude a of circular oscillations of the working body 1 according to [17].
and the angular velocity ω
where D is the working body diameter, Pa is the working body pressing axial force, l is the displacement of the working body, m is the effective working body mass, and j is the working body stem stiffness (if joint is hinged then j = 0).
It was possible to achieve this functional superiority by using the switched reluctance vibrodrive (SRD) in the computer-controlled mixer (see Fig. 2) [14, 16].

Functional diagram of the vibrojet mixer drive
The pulsations of ωrot± ε are controlled by the operation of the electromechanical converter (EC) itself. The switched reluctance motor (SRM) used for this, in turn, is controlled by the logic of the control system [14] in accordance with the required law of the angular acceleration ±ε. It is important to note that the dynamic model of SRD [16] takes into account both the mechanical inertia of the drive and the load moment, which is significantly dependent on the viscosity of the mixture.
Regulation of the parameters of the angular velocity ωrot pulsations is carried out from the control computer via changing the angle of switching on θ0 and the angle of switching off θe the winding. At the output of EC, the average value of the angular velocity ωrot per revolution is controlled via the rotor position sensor (RPS) and the functional converter (FC). The proportional speed controller (SC) generates the voltage USC that is applied to the input of the control unit (CU). The control unit generates control signals Xc to the commutator taking into account set pulsation parameters. The semiconductor commutator (ESC) forms the phase voltages Upi for the converter in accordance with the control signals and the rotor position fr. In turn, EC transmits mechanical movements to the mixer working body (MWB). It is important to note that any adopted technical solution imposes certain limitations, so the design of EC and the choice of its control method must be carried out in a complex, for a specific task. The circuit uses positional switching with the PWM voltage regulation, allowing to set the required laws of oscillations.
To control the specified technological parameters, the automated system for monitoring the generated oscillations of working body (AMS) is also provided in the control system of the mixer–disperser (Fig. 3) [18].

Functional diagram of the vibrojet mixer drive
The drive stability is ensured by collecting information from proximity sensors, its automatic processing, and system operation adjustment through the integrated electrical feedback [18]. For the practical use of the proposed mixer with computer control, it was necessary to conduct extensive research into the possibilities of controlling the mixing process depending on the physicomechanical properties of the components of the mixture. Therefore, the aim of the work is the modeling such conditions of vibrojet mixing, under which the maximum interaction of multidirectional submerged jets of condensed media is ensured.
To achieve this goal, the trajectories of motion of the submerged jets of the mixture were investigated. Since these are fast processes, it is advisable to use a topological modeling method [19,20,21,22] that has been widely used recently to study the formation of the structure of non-Newtonian fluids. For the reliability and clarity of the obtained results of modeling experiments, the calculations used the FlowVision program, which used a method based on conservative schemes for calculating non-stationary partial differential equations. Compared with non-conservative schemes, they provide solutions that exactly satisfy the conservation laws (in particular, the continuity equation) [11, 21,22,23,24]. To solve problems in the FlowVision package, first a device model was created with specified design parameters using an external program—a geometric preprocessor. As such a preprocessor, the SolidWorks package was used, which became widespread in modern scientific and engineering practice [25].
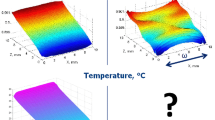
For a more complete and visual representation of the processes of vibrojet mixing [11] of liquid media, the SUSU supercomputer resources [26, 27] and the FlowVision software were used to calculate the flows rates and the optimal temporal characteristics at varying amplitude–phase–frequency parameters of the vibration drives [14, 17]. Some of the results of calculations are presented in Fig. 4—comparative analysis (with visualization) of the parameters of the traditional mixing process without superimposed radial–axial vibrations (Fig. 4a) and vibration mixing (Fig. 4b, c). From Fig. 4, it is easy to see that the process of vibrating is much more intensive (see on the scale of rate and density of flows); i.e., the number of internal submerged jets significantly increases and, accordingly, the length of their mixing. At the same time, there are practically no stagnation zones in the mixer.

Results of the simulation of mixing processes: a traditional way (no oscillations); b with the imposition of radial–axial oscillations; c with the imposition of radial–axial oscillations and angular velocity ripples
In the course of computer simulation, for each concrete mixture, not only the required technological parameters and time intervals were identified, but also the optimal quantities and geometry of perforated disks, the geometry of the holes, and their influence on the performance of the mixing process. The zones of increased turbulence in the total volume of the mixture and possible ways of its further increase were determined by calculation. Some results of the calculation are shown in Fig. 5.

Zones of turbulent modes: a toroidal flows; b spiral flows (increased turbulence)
A tangible economic effect is expected from the introduction of a new method of mixing liquids, as there are a number of disadvantages in traditional methods of mixing, which do not allow to effectively manage the mixing process. Therefore, replacing the known designs of mixers with a mixer, which will work in a new way of mixing, will increase the efficiency and productivity of the process. And with certain skills of the technologist, it becomes possible to preliminarily model the process with visualization of it and verification of modes, without resorting to carrying out expensive field experiments. Next, the mixer is set to automatically maintain the designed modes, which may even be variable in the mixing process.
3 Conclusions
-
(1)
The results of computer simulation have shown that the use of a fundamentally new method of exciting oscillations, implemented in a rotary inertial vibration drive equipped with SRD, allows to obtain a number of the physical effects. Their simultaneous implementation allows to improve the equipment for mixing the components of mixtures and solutions, and, consequently, to intensify the technological process of preparation of multicomponent liquid systems. Therefore, when setting up the installation, it is necessary, depending on the physical properties of the process medium, to select such frequency and amplitude of oscillations of the mixer rotor with perforated disks at which high product quality and maximum performance will be combined.
-
(2)
The obtained simulation results allow digital twin through which succeeds not only to calculate and visualize physical processes when mixing the components of a liquid medium, to select and maintain the necessary modes for their implementation, but also to control the intensity of the mixing process in automatic mode.
References
Hessel V, Noël T (2012) Micro process technology, 2. Processing. Ullmann’s Encyclopedia of Industrial Chemistry. https://doi.org/10.1002/14356007.b16_b37.pub2
Xia B, Sun D-W (2002) Applications of computational fluid dynamics (cfd) in the food industry: a review. Comput Electron Agric 34(1):5–24. https://doi.org/10.1016/S0168-1699(01)00177-6
Latyshev VN (1975) Improving the efficiency of cutting fluid. Mechanical Engineering, Moscow
Khudobin LV, Babichev AP, Bulyzhev EM (2006) Lubricating and cooling technological tools and their use in machining. Mechanical Engineering, Moscow
Hoelscher KP, De Stefano G, Riley M, Young S (2012) Application of nanotechnology in drilling fluids. In: Paper presented at the SPE International Oilfield Nanotechnology Conference and Exhibition, Noordwijk, The Netherlands
Matsunaga D, Imai Y, Yamaguchi T, Ishikawa T (2016) Rheology of a dense suspension of spherical capsules under simple shear flow. J Fluid Mech 786:110–127. https://doi.org/10.1017/jfm.2015.666
Dodd MS, Ferrante A (2016) On the interaction of Taylor length scale size droplets and isotropic turbulence. J Fluid Mech 806:356–412. https://doi.org/10.1017/jfm.2016.550
Schlichting G (1974) Theory of the boundary layer. Publishing House “Science”, Moscow, p 712
Yatsun SF, Mishchenko VY, Mishchenko EV (2009) The impact of vibration effects on the extraction process in the food industry. News of universities. Food Technol 4:70–72
Blekhman II (1994) Vibration mechanics. Science, Moscow
Sergeev YS, Sergeev SV, Zakirov RG, Nekrutov VG, Gordeev EN, Irshin AV et al (2013) Method of mixing liquid. Russian Federation Patent 2543204, 27 Feb 2015
Kulkarni PM, Morris JF (2008) Suspension properties at finite Reynolds number from simulated shear flow. Phys Fluids 20(4):040602. https://doi.org/10.1063/1.2911017
Sergeev YS, Sergeev SV, Maltsev PS (2015) Intensification of hydrodynamic processes in the preparation and regeneration of technological multicomponent mixtures Science SUSU: Materials of the 67th scientific conference. Publishing Center SUSU, Chelyabinsk, pp 1762–1766
Sandalov VM, Sergeev YS (2012) Dynamic model of switched reluctance vibratory drive. Russian Electrical Engineering 83(8):432–435. https://doi.org/10.3103/S1068371212080111
Sergeev YS, Sandalov VM, Karpov GE (2017) Modeling switched reluctance vibratory drive. Bulletin of SUSU. Series: Energy 17(4):90–98. https://doi.org/10.14529/power170410
Sergeev YS, Sandalov VM, Karpov GE (2018) ‘Modeling of switched reluctance electric vibration drive with adaptive control’ 2018 international russian automation conference (RusAutoCon), 9–16 Sept 2018, pp 1–4
Lakirev SG, Khilkevich YM, Sergeev SV (1988) The method of excitation of circular oscillations and device for its implementation. USSR Patent 1664412, 1991
Sergeev YS, Sergeev SV, D’yakonov AA, Kononistov AV, Karpov GE, Mikryukov AA (2018) Automated monitoring system for self-synchronizing vibrational drives. Russian Engineering Research 38(2):86–90. https://doi.org/10.3103/s1068798x18020168
Rudman M (1998) Volume-tracking methods for interfacial flow calculations. Int J Numer Meth Fluids 24(7):671–691. https://doi.org/10.1002/(SICI)1097-0363(19970415)24:7%3c671:AID-FLD508%3e3.0.CO;2-9
Stickel JJ, Powell RL (2005) Fluid mechanics and Rheology of dense suspensions. Annu Rev Fluid Mech 37(1):129–149. https://doi.org/10.1146/annurev.fluid.36.050802.122132
Rosti ME, De Vita F, Brandt L (2018) Numerical simulations of emulsions in shear flows. Acta Mechanica. https://doi.org/10.1007/s00707-018-2265-5
Izbassarov D, Rosti ME, Ardekani MN, Sarabian M, Hormozi S, Brandt L et al (2018) Computational modeling of multiphase viscoelastic and elastoviscoplastic flows. Int J Numer Meth Fluids 88(12):521–543. https://doi.org/10.1002/fld.4678
Kim J, Moin P (1985) Application of a fractional-step method to incompressible Navier-Stokes equations. J Comput Phys 59(2):308–323. https://doi.org/10.1016/0021-9991(85)90148-2
Pastrana D, Cajas JC, Lehmkuhl O, Rodríguez I, Houzeaux G (2018) Large-eddy simulations of the vortex-induced vibration of a low mass ratio two-degree-of-freedom circular cylinder at subcritical Reynolds numbers. Comput Fluids 173:118–132. https://doi.org/10.1016/j.compfluid.2018.03.016
Alizad Banaei A, Loiseau J-C, Lashgari I, Brandt L (2017) Numerical simulations of elastic capsules with nucleus in shear flow. Eur J Comput Mech 26(1–2):131–153. https://doi.org/10.1080/17797179.2017.1294828
Kostenetskiy P (2016) SUSU supercomputer resources
Rekachinsky AI, Chulkevich RA, Kostenetskiy PS (2018) Modeling parallel processing of databases on the central processor Intel Xeon Phi KNL’ 2018. In: 41st international convention on information and communication technology, Electronics and Microelectronics (MIPRO), 21–25 May 2018, pp 1605–1610
Acknowledgements
South Ural State University is grateful for financial support of the Ministry of Education and Science of the Russian Federation (grant No 9.7960.2017/BP).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Sergeev, Y.S., Sergeev, S.V., Karpov, G.E. (2020). Modeling Three-Dimensional Liquid Flows in Computer-Controlled Vibrojet Mixer Using FlowVision. In: Radionov, A., Kravchenko, O., Guzeev, V., Rozhdestvenskiy, Y. (eds) Proceedings of the 5th International Conference on Industrial Engineering (ICIE 2019). ICIE 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-22063-1_145
Download citation
DOI: https://doi.org/10.1007/978-3-030-22063-1_145
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-22062-4
Online ISBN: 978-3-030-22063-1
eBook Packages: EngineeringEngineering (R0)