
Abstract
Processing of metals cutting proceeds in the system of non-equilibrium processes including high-speed plastic deformation of the cutoff layer, contact and frictional interaction of the processed material with the asymmetric cutting wedge and its wear. The synergetic algorithm of development of the non-equilibrium process provides the formation of dissipative structures which arise in the system of cutting of metals. The structure and mechanisms of functioning of a dissipative structure of contact and frictional interaction opening new approaches of the management of processes of cutting and quality of machining are considered. The dissipative structure includes the insular and continuous outgrowths covered with the adsorbed and amorphous superficial films, and also the deformation strengthened layer outgrowths. Dissipation is connected with the production of entropy and is carried out due to the work of frictional interaction on a forward surface of the cutting wedge and is defined by friction coefficient size between the sliding shaving and an external surface of outgrowths. The total coefficient of friction is defined by such dissipative structure and spontaneously reaches such sizes at which the density of thermal stream and tension in the zone of frictional interaction extend on the area of primary plastic deformations and minimize deformation processes of shaving formation and work in the shift plane. Varying the modes of cutting and the external technological environment when cutting materials, it is possible to influence actively the dissipative structure for ensuring the necessary quality and productivity of machining.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Dissipative structures are understood as a set of elements and links of a non-equilibrium system that have “artificial intelligence” that convert absorbed internal energy into thermal dissipative flows and minimize the effects of external energy influences [1,2,3]. Current investigations of dissipative structures in different environments [4,5,6,7,8,9] are based on classic fundamentals of the theory of their formation and development [10,11,12,13]. The approach given is used also in theoretical investigations of the contact interaction in definite environments at the realization of different processes [14,15,16,17] and in the analysis of experiment results accompanying them [18, 19]. The properties of dissipative structures are determined by the laws of non-equilibrium thermodynamics, but their structure and functioning mechanism are individual by nature, depending on the nature of the non-equilibrium system, and is not always obvious [1, 20, 21].
In systems of contact-friction interaction, the initial period or the running-in period should be considered as a stage of a dissipative structure formation and a steady-state period as a stage of a formed and functioning dissipative structure [1, 20, 22].
Metal cutting refers to a non-equilibrium process involving high-speed plastic deformation and destruction of the material being processed, friction and wear of the cutting wedge. The disclosure of the structure and mechanism of functioning of dissipative structures during metal cutting allows us to predict the nature of a non-equilibrium process development and reveals new algorithms to control the quality of mechanical processing and the cutting tool performance.
The article describes the composition of the dissipative structure of the contact interaction when cutting metals and the mechanisms of its functioning.
2 Research Methodology
The studies were carried out during the process of turning of various structural materials (45 steel, 12X18H10T stainless steel and VT22 titanium alloy) with cutting tools made of R6M5 high-speed tool steel in semi-finishing cutting conditions. The morphology of the surface layer of the cutting tool wedge was studied using a S3400-N scanning electron microscope (Hitachi). The shrinkage of the chips was determined by the gravimetric method. The structural and deformation state of the chip formation zone was analyzed by the microstructure of the chip roots. The microstructure itself was recorded with a Nikon 200A metallographic microscope at a magnification of 400×, and the resulting digital images were processed by ImagePro.Plus.5.1 (USA).
3 The Construction of the Dissipative Structure of the Contact-Friction Interaction During Cutting
The result of contact-friction interaction and mutual mass transfer of the processed and tool materials during cutting is the formation of build-ups. The continuity of the build-ups and the strength of their adhesion to the cutting wedge surface are determined by their location on the tool working surfaces.
Figures 1 and 2 show some types of build-ups on the front surfaces of turning tools made of P6M5 high-speed steel when turning 45 and 12X18H10T steel. Similar types of build-ups were obtained by turning the titanium alloy VT22. The build-ups are divided into continuous and discontinuous. The continuous build-up consists of discontinuous clings and differs in higher strength of adhesion with the substrate and degree of plastic deformation. In the structure of build-ups, the probability of the presence of amorphous phases is high. The discontinuous build-ups are characterized by a long-range order associated with their orientation in the direction of the sliding chips. Such orderliness is preserved in the continuous growth morphology.

Build-ups on the front surface of the high-speed cutter made of P6M5 when turning 12X18H10T

Build-ups on the front surface of the high-speed cutter made of P6M5 when turning 45 steel
In the pictures of continuous and discontinuous build-ups obtained using a scanning electron microscope, there are bright areas representing microzones with a high electrostatic charge. It can be assumed that these are most likely zones with stable adsorption films and an amorphous phase, with relatively high dielectric properties.
Figure 3 schematically shows the construction of the dissipative structure of the contact interaction process when cutting metals, explaining some of the mechanisms of its operation. On the working front surfaces of the cutting wedge 1, discontinuous and continuous build-ups are located. Their strength of adhesion with the substrate depends on their location relative to the cutting edge. The closer the build-up is to the cutting edge, the higher is the strength of its adhesion with the cutting wedge.

Construction of the dissipative structure of the contact process when cutting metals: 1—front surface of the cutting wedge; 2—discontinuous build-ups; 3—adsorption film; 4—chips; 5—lubricating cooling process medium; 6—hardened layer
Build-ups are highly deformed formations predominantly made of the material being processed, having a nanostructured organization, saturated with decomposition products of the technological environment and chemical elements of the tool material [23]. The outer surface of individual discontinuous build-ups is covered with a stable adsorption film 3, and it may be absent on the surface of a continuous and some discontinuous build-ups. Chips 4 slide along the tops of the build-ups. In separate cavities between the troughs of discontinuous build-ups and chips, microvolumes of a lubricating cooling process medium (LCPM) and products of the external technological environment 5 can be found. Under the build-ups, there is a cutting tool subsurface layer with a modified structure 6 changed as a result of plastic deformations and thermal effects that can initiate strain hardening and diffusion transfer of elements from deep layers or external technological medium to the surface layers.
The dissipative structure is influenced by a flow of high-density thermal and mechanical energy transmitted through sliding chips. Contact interaction proceeds under non-equilibrium conditions, while external dynamic disturbances are determined by the chip formation process, and dynamic reactions to these disturbances are generated by the dissipative structure itself. The process dynamics assume that all speed, power and thermal parameters of the contact interaction system are nonlinear stochastic functions of time and the generalized state coordinate of the system [22, 24, 25].
The heat flux coming from the chip formation zone permeates the contact-friction interaction system and dissipates in the external environment. It affects the mechanical and deformation properties of the cutting tool contact layers, the stability of the adsorption film on the outer surfaces of discontinuous build-ups, the friction coefficient between sliding chips and the cutting tool, as well as the build-up adhesion strength with the cutting wedge front working surface.
The system of contact-friction interaction is dynamic, in which various changes are constantly taking place, for example, the removal of discontinuous build-ups, individual sections or an entire continuous build-up. The build-up removal is preceded by a discontinuity of the adsorption film on its outer surface and the appearance of a “dry” metal contact. This leads to the formation of a strong adhesive bond between the build-up and sliding chips. If the strength of such a bond is higher than the strength of adhesion between the build-up and the cutting wedge surface, then the build-up simply removes without destroying the tool’s working surface. If the adhesive bond between the build-up and the tool is sufficiently high, then the destruction occurs either on the build-up itself or at the deep level of the tool surface layer, which represents an elementary wear event.
4 The Functioning of the Dissipative Structure of Contact Interaction
The dissipative structure functions in such a way as to minimize the influence of external disturbances, by implementing the principle of least action [1, 24]. The algorithm for reducing external influences includes minimizing the friction coefficient between the build-up and chips, the formation of a strong adhesive bond between the build-up and the cutting wedge surface, the maximum hardening of the tool subsurface layer and the increase in the specific wear work. Let us consider in more detail each of these mechanisms.
The stability of the film adsorption depends on the temperature and power conditions of the contact process. With an increase in temperature and contact stresses, the antifriction function of the adsorption film decreases. A stable adsorption film can exist only in the area of discrete contact and in the presence of surface-active additives in LCPM [26, 27]. In the absence of an adsorption film, the outer surface of the build-up can provide a low friction coefficient due to a strongly deformed amorphous phase. Consequently, one of the conditions for the dissipative structure’s normal functioning is to ensure the minimum friction coefficient between the build-up and sliding chips. The friction coefficient during cutting is an integral value that takes into account different modes of friction processes in individual contact areas.
where \( f_{1} \left( t \right) \)—coefficient of dry friction between the build-up and sliding chips; \( f_{2} \left( t \right) \)—friction coefficient between the build-up and chips in the presence of an adsorption film; \( f_{3} \left( t \right) \)—friction coefficient between the build-up and chips in the presence of the amorphous phase; \( \alpha_{1} \), \( \alpha_{2} \), \( \alpha_{3} \)—weigh coefficients considering area ratio of the contact areas with different modes of external friction.
A decrease in the friction coefficient leads to a change in the stress tensor in the chip formation zone, and this changes the stress-strain state in the entire area of primary chip formation deviations [28].
The strength of the adhesive bond is determined by the accumulation of surface defects of the crystal structure, concentrating around itself the elastic internal energy. With the approach of two surfaces and their mutual plastic deformation, a part of this energy is released in the form of a thermal impulse, facilitating the formation of strong metal or molecular bonds between the contacting surfaces. Consequently, the strength of the adhesive bond can be increased by increasing the density of surface defects of a crystal structure.
Hardening of the subsurface layer of the cutting wedge and the increase in the specific wear work represent a single process associated with an increase in the surface microstructure chemical potential. Taking into consideration the deformation nature of the contact-friction interaction during cutting, the main mechanism for hardening the cutting wedge surface layer will be strain hardening due to the generation of dislocations.
The equation of energy balance of contact-friction interaction in energy flows can be represented as follows:
where \( p \)—average normal stress in contact; aadh—adhesion bond formation energy; Ftrue—true contact area; \( \Delta \mu \)—increment of chemical potential during strain hardening of the tool contact layers; \( a_{\text{wear}} \)—specific wear work; \( \Delta M \)—loss of mass per unit contact area of the cutting wedge during wear; \( V_{\text{hard}} \)—the volume of the hardened surface layer of the tool; \( Q \)—heat flux released during contact-friction interaction.
The heat flux \( Q \) takes into account only the energy that was released directly in the process of contact-friction interaction in the zone of secondary plastic deformation, i.e., does not take into account the heat coming from the chip formation zone.
Let us single out the components of Eq. (2) related to the free energy absorbed during contact-friction interaction.
Then, the balance equation takes the following form:
A dissipative structure, by definition, must provide a maximum of free energy, i.e.,
The non-equilibrium system of contact-friction interaction in its development tends to the stable dynamic equilibrium condition, when the normal pressure in the contact, chip sliding speed and temperature in the cutting zone are stabilized. Therefore, in the steady-state period of the process, the cutting system is in a quasistable state. In this case, the Eq. (4) takes the form
where \( S \)—contact process entropy; \( T \)—absolute temperature; \( t \)—time.
From (6), it follows that the production of entropy in the contact steady-state process occurs predominantly in the zone of frictional interaction of chips with surface layers of build-ups on the cutting wedge. All other dissipation mechanisms are activated periodically for a short period of time with peak disturbances. The rate of entropy production will be determined by the integral value of the friction coefficients.
The processes of contact-friction interaction have a direct impact on the chip’s formation through the angle of action [29], which is determined by
The influence of the dissipative process on the resultant cutting force can be represented by the following relation:
where \( N_{\text{bef}} \)—normal load on the cutting wedge front surface.
Then, the cutting work will be equal to
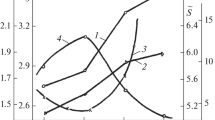
The presence of a close connection between the processes occurring in the zones of primary and secondary plastic deformation is confirmed by the relationship between the quantitative microstructural indicators of chip formation and the conditions of contact-friction interaction during metal cutting [28].
5 Conclusions
-
1.
The dissipative structure that forms and functions in the contact process consists of discontinuous and continuous build-ups, an adsorption film on their outer surfaces and a reinforced subsurface layer of the cutting wedge.
-
2.
During the period of steady (quasi-stationary) flow of the cutting process, dissipation in the zone of secondary plastic deformations is realized due to different modes of friction processes between the descending chips and the external surfaces of the build-ups. By influencing the nature of the friction process, the durability of the cutting tool and the quality of the machining can be controlled.
References
Ivanova V, Balankin L, Bunin I et al (1994) Synergetic and fractals in materials science. Science, Moscow
Kim V (2001) Self-organization in the processes of hardening, friction and wear of the cutting tool. Dal’nauka, Vladivostok
Migranov M, Shuster L (2011) Features of thermodynamic processes on the cutting tool contact surfaces. Proc Samara Sci Center Russian Acad Sci 13(4(3)):1126–1129
Ali A, Yaqub S, Usman M, Zuhaib KM, Khan AM et al (2018) Motion planning for a planar mechanical system with dissipative forces. Robot Auton Syst 107:129–144
Cramer MS, Crickenberger AB (1991) Dissipative structure of shock waves in dense gases. J Fluid Mech. https://doi.org/10.1017/s0022112091001441
De Matteis G, Brando G (2018) Comparative analysis of dual steel frames with dissipative metal shear panels. Key Eng Mater 763:735–742
Kondoh Y (1993) Eigenfunction for dissipative dynamic operators and the attractor of the dissipative structure. Phys Rev E Stat Phys Plasmas Fluids Relat Interdisc Top 48(4):2975–2979
Malkov VB, Nikolaenko IV, Shveikin GP et al (2018) Formation of dissipative structures in an amorphous film. Dokl Phys Chem 478(2):39–41
Wessling B (1993) Dissipative structure formation in colloidal systems. Adv Mater 5(4):300–305
Artigiani R (1987) Revolution and evolution: applying Prigogine’s dissipative structures model. J Soc Biol Struct 10(3):249–264
Condepudi D, Prigogine I (2014) Modern thermodynamics: from heat engines to dissipative structures. Wiley, New York
Edelstein BB (1970) Instabilities associated with dissipative structure. J Theor Biol 26(2):227–241
Prigogine I, Lefever R (1968) Symmetry breaking instabilities in dissipative systems. II. J Chem Phys 48:1695
Fazeli N, Tedrake R, Rodriguez A (2018) Identifiability analysis of planar rigid-body frictional contact. Robot Res 665–682
Jayaraman A (2019) Coarse-grained models for predicting structure and thermodynamics in polymer systems with specific and directional intermolecular interactions. Bulletin of the American Physical Society. Session H42: Dillon Medal Symposium, Boston, Massachusetts
Neto AG, de Mattos Pimenta P, Wriggers P (2018) Contact between spheres and general surfaces. Comput Methods Appl Mech Eng 328(1):686–716
Palasantzas G, Babamahdi Z, Svetovoy V (2018) Casimir interactions of complex surfaces and materials. Bulletin of the American Physical. APS, abstract id. V07.008
Chen X, Deng X, Xu L (2018) A three-dimensional dynamic model for railway vehicle–track interactions. J Comput Nonlinear Dyn. https://doi.org/10.1115/1.4040254
Guo J, Ding L, Gao H, Guo T, Liu G (2018) An apparatus to measure wheel-soil interactions on sandy terrains. IEEE/ASME Trans Mechatron 23(1):352–363
Fedorov S, Assenova E (2017) Synergetic principle of self-organization during friction. Bull Sci Educ North-West Russia 3(3):1–20
Kremneva LV, Snegireva KK, Ershova IV (2014) Method of calculating the energy dissipation coefficient for cutting materials. Vestnik MGTU Stankin 4(31)
Kim V, Yakubov F, Skhirtladze A (2017) Mesomezanic contact interaction processes during friction and cutting of metals. TNT, Stary Oskol
Kim V, Karimov Sh (2014) Manifestation of physical mesomechanics during contact interaction and wear. Scientific notes of Komsomolsk-on-Amur State Technical University II-1 (18):79–85
Kabaldin Yu, Oleynikov A, Burkov A (2003) A synergistic approach to the analysis of dynamic processes in machine tools. Mach Tools 1(2):3–6
Zakovorotny V, Tung Fan Din, Bykador V (2014) Self-organization and bifurcation of a dynamic system for metal cutting. Proc Univ Appl Nonequilibr Dyn 22(3):26–39
Verkhoturov A, Yakubov F, Kim V, Konevtsov L, Yakubov C (2014) The role of air in contact processes of metal cutting. Sci Notes Komsomolsk-on-Amur State Techn Univ III-1 (19):65–72
Yakubov Ch (2008) The hardening effect of the cutting fluid during metal cutting. Simferopol City Printing House, Simferopol
Kim V, Otryaskina T, Sarilov M (2014) Structural and quantitative ratios of the process of chip formation. Fundam Res 6:933–936
Bobrov V, Granovsky G, Zorev N et al (1967) The development of the science of cutting metals. Mechanical Engineering, Moscow
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Kim, V.A., Mokritsky, B.Y., Morozova, A.V. (2020). Dissipative Structure of Contact Interaction When Cutting Metals. In: Radionov, A., Kravchenko, O., Guzeev, V., Rozhdestvenskiy, Y. (eds) Proceedings of the 5th International Conference on Industrial Engineering (ICIE 2019). ICIE 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-22063-1_111
Download citation
DOI: https://doi.org/10.1007/978-3-030-22063-1_111
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-22062-4
Online ISBN: 978-3-030-22063-1
eBook Packages: EngineeringEngineering (R0)