
Abstract
Among the enabling technologies of the fourth industrial revolution, additive manufacturing (AM) is considered as a key factor for the success of the new production paradigm.
In this paper, the role of the AM technologies in the new scenery will be pointed out, focusing the attention on those factors enacting its success and its widespread diffusion among the most important companies of the main industrial sectors. These factors are mainly attributable to new materials of every kind, from polymers to metals passing from the composites, as well as, new processes, which open the possibility to reach new markets. The most relevant innovations will be reported, especially those related to the industrial implementation of AM. The issues related to the metrology of the additive manufacturing products and the sustainability of these manufacturing processes will be also described highlighting the main criticalities.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
- Additive manufacturing
- 3D printing
- Industry 4.0
- AM processes
- Materials
- Additive repairing
- Metrology
- Sustainability
1 Introduction to the New Concept of Additive Manufacturing
According to its definition, Industry 4.0 involves a set of technological advances having a high impact in the current industrial landscape [1], leading to a strong integration of the industrial manufacturing with digital technologies.
The involvement of the additive manufacturing as an enabling factor of the Industry 4.0, changed the role of these technologies within the production scenery. In the Factory 4.0 ecosystem, AM plays an important role inside the Advanced Manufacturing Systems (Fig. 1) [2].

Source: https://www.rolandberger.com/ [2]
The factory 4.0 ecosystem – a set of technologies about to interconnect and disrupt plant operations [2].
Most of companies are already adopting AM techniques for the development of prototypes, or for producing customized components. The costs of additive manufacturing decreased during the last years and, contemporary, speed and precision grew up. In practical words, this allows the design and the fabrication of more complex, stronger, lightweight geometries and, consequently, the application of additive manufacturing to higher quantities of products.
On the other hand, it is widely accepted the fact that AM is more suitable to high value low volume products. Thus, the role of AM in the fourth industrial revolution is not about replacing conventional mass manufacturing of large parts, which can exploit the large-scale economies, but it is rather a matter of making shapes and products, which are not either possible or cost-effective to manufacture through conventional manufacturing techniques. More interesting is the mass customization of low volume components, which can reach scale economies.
The concurrent development of hardware, software [3] and the intense research for adopting new materials, from polymers, metals to ceramics and composites has been key of success of AM technologies, so that multi-material components [4] become possible, broadening the application fields [5, 6]. Currently, the aerospace, the automotive, the biomedical and digital architectural design are the industrial sectors with the greatest interests towards AM processes. These industrial sectors are, indeed, particularly inclined to customization of products, as well as, the direct fabrication of functional end-use products, which are other fundamental driving forces and trends of AM processes. These are the real promises of AM, which have been enthusiastically welcomed by some of the world’s biggest manufacturers, such as Airbus, Boeing, GE, Ford and Siemens. Aerospace companies are already using additive manufacturing to apply new designs that reduce aircraft weight, lowering their expenses for raw materials such as titanium alloys. Recently, the American giant GE acquired the european additive manufacturing companies, Concept Laser GmbH and the Arcam AB, for 1.5$ billions to create a new business unit and print aircrafts and other components [7]. Another application in the aerospace field is about the repairing of damaged parts, conducted through additive processes, which has many advantages in terms of time needed, materials and costs. Moreover, from a logistic and economic point of view, high-performance, decentralized additive manufacturing systems will reduce transport distances and stock on hand.
According to the Wolhers Report 2018, the growth of AM industry in 2017 was about the 21% and the total estimate of $7.336 billion excludes internal investments of both, large and small companies. Great investments are registered for R&D (Research and Development) [8]. The growth in metal AM sales was exponential (about 875%) in the past five years, whose, the 220% of growth, considering just the past two years. According to this research, there are now 135 companies around the globe producing industrial AM systems [9].
Another important datum is related to the origin of the machines sold in 2017: out of 202 machines, 82 were not produced by the leading companies [10].
2 The Latest Innovation About Additive Manufacturing
One of the greatest advantages of the AM techniques is the large variety of materials available. They are mainly grouped as polymers, metals, ceramics and composites materials in different states: liquid, filament or paste, powder and solid sheets [11].
According to the ISO/ASTM classification [12], the latest technologies available were investigated with the industrial cases.
2.1 Vat Photopolymerization
The leading company of the Vat Photopolymerization processes is the 3D Systems, although there are several newly developed technologies.
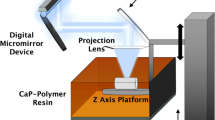
Among others, the CLIP (Continuous Liquid Interface) [13,14,15,16] process emerged as one of the most promising technology and it was developed by the Carbon 3D company [17] placed in the US. The Carbon 3D slogan says: “Stop prototyping. Start producing” and it represent exactly the expectation about the AM during the fourth industrial revolution. The CLIP technology (Fig. 2), uses digital light projection, oxygen permeable optics, and programmable liquid resins to produce parts. Instead of printing a layer-by-layer object, which leads to extremely slow speed, this technique uses light together with oxygen as an inhibiting agent, creating a solid and clean structure at surprising speeds.

Source: https://www.carbon3d.com/ [17]
Image of continuous liquid interface production (CLIP) process.
A CLIP device is similar to a DLP device without a tiltable vat and instead with a UV and a special membrane similar to contact lenses, permeable to oxygen and transparent to UV [18].
Oxygen concentration at the bottom of the vat is thus sufficiently high to create a “dead zone” where radical polymerization does not occur. By regulating the flow of oxygen, through the membrane, dead zones are created, which cannot be cured by the UV light. The software adjusts the process, with a constant control of the chemical reactions, the heat distribution and the build-up stress, following the shape and size of the object, which then grows and emerges from the polymer liquid in a continuous and incredibly precise way. The main advantage of this technique is linked to the printing time, which is between 25 and 100 times lower than the main competitors. The mechanical properties, resolution, and surface finish are comparable with injection-moulded products. Looking at the needs of customers like BMW Group and General Electric, Speedcell, defined as a production unit, is a direct response: “For our customers, this means that their product development cycles no longer need to include the antiquated stages of the production process that include design, prototyping, tools, and therefore production. Now products can be designed and built on a platform that is also production, eliminating prototyping and intermediate parts such as the production of special tools” [17]. The Speedcell includes two brand new hardware components, a part washer, allowing optimal cleaning and simplified finishing of the parts and the new M2 3D Printer, with 189 mm × 118 mm × 326 mm of working volume. The materials are polymers: polyurethane for medical use, elastomeric polyurethane [19], epoxy, rigid polyurethane, flexi polyurethane.
Among the Carbon 3D industrial applications, the Adidas case has become one of the most representative of the potential of this technology, with the Adidas Futurecraft 3D, exploiting the capability of this technology to produce very complex lattice structure. Generally, the midsole has different lattice structures in the heel and forefoot, to account for different cushioning needs while running.
Another example of an ultra-rapid 3D printer exploiting the SLA principle is the NewPro 3D, whose technology is named ILI (Intelligent Liquid Interface) [20]. This main advance consists of a transparent wettable membrane between the photo-curing resin and the light source, chemically designed to enable faster movement between cured layers.
Very recently, the Michigan University developed a new SLA technology up to 100× faster than conventional printing approaches [21]. This method solidifies the liquid resin using different light wavelengths, to control where the resin hardens and where it stays fluid. The key of success lies in the chemistry of the resin. In conventional systems, there is only one reaction. A photoactivator hardens the resin wherever light hits it. In the Michigan system, there is also a photoinhibitor, which responds to a different wavelength of light. Rather than barely controlling solidification in a 2D plane, as current vat-printing techniques do, the new 3D printer can harden the resin at any 3D place near the illumination window. The Michigan University team has sent three patent applications to protect the multiple inventive aspects of the approach, and they are going to launch a start-up company.
2.2 Binder Jetting
Material jetting technologies are also improving their characteristics. Among others, HP developed the JET Fusion for the 3D printing of PA and the realization of full coloured functional parts. The 3D print bar has 30,000 nozzles spraying 350 million drops per second [22]. Comparing the JET Fusion technology process with a powder based process like Selective Laser Sintering (SLS), it is much faster, see Fig. 3. The first printing material used was nylon but the roadmap includes metals, plastics, and ceramics. In particular, metals indeed implied in the HP Metal Jet for the production of high volumes of parts, even large parts, with a binder jetting build size of 430 × 320 × 200 mm and HP voxel-level 1200 × 1200 dpi of resolution [23].

Jet fusion vs powder based fusion.
2.3 Powder-Bed-Fusion
Powder-based processes involves the use of polymers, composites, ceramics or metals. Selective Laser Sintering (SLS), Selective Laser Melting (SLM) are examples of powder-bed fusion processes. The leading company of powder-based processes is the German EOS. Among others, the EOS P500 for laser sintering of plastic parts, reduces cost-per-part by more than 30%, processes polymer materials at operating temperatures of up to 300 °C, enabling maximum material flexibility and putting this machine on the industrial scale. The EOS P 800 is the world’s first laser sintering system for the AM of high-performance plastic products at the necessary high process temperatures (up to 385 °C), exploiting the HTLS principle (High-Temperature Laser Sintering). During the production process, the integrated Online Laser Power Control module (OLPC) continuously monitors laser performance, ensuring reproducible and optimized results on the components. The other version, EOS P 810, is mostly suitable for serial production of composite components.
Among the new processes, it is of great interest the new High Speed Sintering (HSS) [24], developed by the University of Loughborough in UK (UK patent No. 0317387.9). According to a study conducted in 2000, the SLS was considered able to produce small components up to 14,000 more economically than injection moulding [25], although, it was not implied as a high volume manufacturing technique. The most affecting cost item, indeed, is the machine cost, which is dictated by the cost of the equipment required for manufacture and the speed of production achieved. Differently from the SLS, the HSS process involves the sintering of 2D profiles of layers of powder without the need for a laser, but using an infrared source. The sintering can take place thanks to the addition of a secondary material to promote energy absorbance in the selected areas, such as carbon black. The material used is mostly nylon (Duraform Nylon 12) and the main advantage of this technology is the speed of the process, 10 to 100 faster than current industrial 3D printing processes and with the potential to produce up to 100,000 parts a day [26]. HSS is now able to compete on price and speed with high volume injection moulding, without the associated design limitations.
For the production of metal components using DLMS (Direct Metal Laser Sintering), EOS offers a comprehensive selection of metal powders ranging from aluminium, steel, as well as, titanium, nickel and cobalt chrome alloys. This allows the manufacturing of highly customized products. The new series M300 for metal additive manufacturing is a result of the cooperation with Siemens, including Siemens control and drive components from the Totally Integrated Automation (TIA) portfolio. The 3D systems launched the DMP Factory 500 Solution [27], comprising function-specific modules designed to maximize the efficiency. Each module within the factory solution is fully integrated with a Removable Print Module (RPM), for a controlled print environment, and designed to move between printer and powder modules without interrupting the production workflow. Powder Management Modules (PMMs) are designed to efficiently recycle the unused powder and to prepare the RPM for the next build. Besides, the EOS, new companies emerged on the market.
Among these, Renishaw [29] launched an ultra-high productivity multi-laser AM system, the RenAM 500Q, featuring four high-power 500 W lasers accessing the powder bed simultaneously, with a significant improvement in productivity and cost per part (Fig. 4).

Conventional machining vs additive manufacturing.
2.4 Material Extrusion
Stratasys is the leading company in FDM based techniques. Among the new machines, it can be mentioned the new series Carbon Fiber Edition, which prints with FDM Nylon 12 Carbon Fiber and Acrylonitrile Styrene Acrylate (ASA) [30].
The Metal X series machines, launched by the Markforged company, exploits the Atomic Diffusion Additive Manufacturing (ADAM) technology [31], which prints metal powder bound in a plastic matrix. ADAM is an end-to-end process based on powder captured in a plastic binder (which makes it safe to handle), which gives the part shape one layer at a time (Fig. 5). The sinterization takes place in a furnace, burning off the binder and solidifying the powder into the final fully-dense (99.7%) metal part. The materials adopted are 17-4 PH Stainless Steel (launch material), and other materials in beta testing, such as Tool Steel (H13, A2, D2), Titanium Ti6Al4 V, Inconel (IN) 625, Copper, Aluminum (6061, 7075). The turning point, which add further value on the Markforged products, is the comprehensive cloud-based fleet management solution called Eiger. There are thousands of Markforged printers producing parts all over the world, like a distributed farm. Among them, the 20% are used in operations to manufacture sample parts: about 6.5 k parts per month. Moreover, it is up to 10× less expensive than alternative metal additive manufacturing technologies and up to a 100× less than traditional fabrication technologies like machining or casting [32].

Source: https://markforged.com/metal-x/ [32]
Description of ADAM process steps.
Markforged company, generally, produces FFF machines for both, composites and metals. Among composites, the Onyx, is 40% stiffer than ABS and it can be printed on its own or reinforced with continuous fibers. Carbon fiber can also be printed and it is strong enough to replace aluminum at half the weight for end-use parts. Fiberglass is used to print parts that are an order of magnitude stiffer than typical 3D printed objects at a more affordable price [33]. Respect to the simple fiberglass, the HSHT fiberglass features a higher impact resistance and Heat Deflection Temperature (HDT). Kevlar, a low density and highly durable material, is also used. Besides metal powders bounded in a plastic matrix, Markforged produce also the FFF machines for metal extrusion. Materials for the extrusion are 17-4 PH Stainless Steel, widely used in the manufacturing, aerospace, petroleum, and medical industries (if heat treated, it has an ultimate tensile strength of 1250 MPa and a Rockwell Hardness of 36 HRC) and H13 Tool Steel, a material optimized for high temperature (if heat treated, it can reach a Rockwell hardness of 46–50 and an ultimate tensile strength of 1500 MPa) and wear applications (moulds, wear inserts) [33].
Another company dedicated to material extrusion is the Italian Roboze [35], specialized in 3D printing of PEEK. Patented mechatronic movements in x and y make Roboze 3D printers some of the most accurate FFF 3D printing systems, ensuring mechanical repeatability and high precision for production of small batches and on-demand products. The Roboze feature a Beltless System™ with 0.025 mm of mechanical accuracy. The ARGO 500 (Fig. 6), mounting the (High Viscosity Polymers) HVP extruder, designed and manufactured by Roboze, reaches temperatures up to 550 °C, which allows the extrusion of high viscosity polymers, such as Carbon PEEK, PEEK and ULTEM ™ AM9085F. The controlled printing environment played also an important role: it is thermostatic, dehumidified and capable of reaching 180 °C, to offset the deformation of thermoplastic materials, particularly those with large dimensions and to ensure perfect adhesion to the build plate. Argo 500 is equipped with a vacuum plate system that simplifies and speeds up the printing process. Considering all the machine models, Roboze CARBON PEEK adds extra thermal stability and rigidity to the simple PEEK.

ARGO500 produced by Roboze.
The addition of specially selected Carbon Fibers improve mechanical properties of the material and increase its HDT maintaining its properties even at a higher temperature. Moreover, the Carbon PA, Polyamide reinforced with 20% carbon fibers, represents an eco-friendly, safety solution (for its weight reduction and metal replacement). Functional-Nylon, ABS-ESD and other 3 advanced materials leads to the highest level of versatility. Applications of these machines are reported in [36,37,38].
A preliminary study was conducted in [39] for assessing the feasibility of realizing a low-cost AM system which is a hybrid between a fused filament fabrication 3D printer, derived from an open-source project, and a 2D commercial inkjet printer with the aim to obtain fully coloured AM parts. The very revolution of this printer is its capability of incorporate electronic components in the final product.
3 Additive Repairing of Aerospace Components
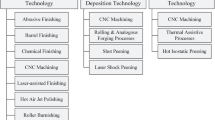
A very interesting application of AM is the repairing of damaged parts, arising from its integration with reverse engineering processes [40]. The additive repairing is defined as the set of additive technologies that allow to repair parts by adding material selectively in the damaged areas. The currently available manual repairing processes are time and labour intensive and produce inconsistent quality. The automation of such recovery processes of worn parts is of significant importance to meet the stringent quality requirements [41]. Ever more attention, indeed, is paid to the life cycle of the products, and it is preferable to repair damaged parts, especially when it is difficult or expensive to produce them, both from an economic and environmental point of view. The Life Cycle Assessment (LCA) on the energy and environmental impacts showed that, when the repair volume is 10% (1.56 kg), there is at least a 45% carbon footprint improvement and a 36% saving in total energy respect to replacing the part with a new one [42]. The repair of worn parts is of great interest for aerospace industries to extend the life cycle of aerospace parts [43]. In [42] Wilson et al. demonstrated the effectiveness of laser-direct deposition in repairing defective voids in two turbine airfoils based on a new semi-automated geometric algorithm. In [44] Xue et al. investigated the feasibility of repairing fretting damaged RR501 K fuel injectors using laser cladding of L-605 alloy powder. Although, it is of paramount importance for the success of the repairing process, the integration with reverse engineering, which consists of acquiring the 3D dimensions of the damaged area, in order to compare it with the original model, defining the deposition paths of the material where it is necessary and, finally, checking the success of deposition process. Based on the scanned repair model with different defects, a reverse engineering (RE)-based geometry reconstruction method was proposed and developed in [43] for the nominal geometry reconstruction of a worn blade. In [45] Heralić et al. developed and integrated with the robot control system a 3D scanning system for automatic in-process control of the deposition. 3D digitization systems are usually adopted to acquire a worn part’s geometry in the format of polygonal mesh. Then identification and positioning of the part’s damaged area can be achieved by comparing the nominal CAD model with the 3D model of the defective part surface [41]. Non-contact techniques, and particularly optical measuring techniques, are suitable for this kind of applications, because they have the unique capability of acquiring the 3D model of the entire damaged area in far shorter time than CMMs. The surface geometry of the worn part can be scanned and digitized into a set of point clouds by using various 3D optical scanning systems [41, 43,44,45,46].
In this context, in 2016, GE Avio and the Politecnico di Bari opened a facility in Bari, called Apulia Repair Development Centre for Additive Repairs, which is inside the repair research laboratory network of GE Avio, joining different expertise with the aim to develop innovative repairing procedures for aerospace engines based on the laser deposition and cold spray (reference lab for GE repair in the world - Fig. 7), involving components such as, the GE90, mounted on the Boeing 777 and the GEnx mounted on the 787 Dreamliner and the 747-8.

Source: https://www.ge.com/reports/secret-weapon-supersonic-blaster-rebuilds-jet-parts-flying-powder/ [47]
Cold spray developed by GE Avio.
4 Metrology of AM Parts
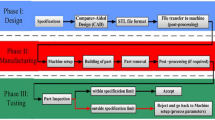
The great advantages connected to the implementation of AM systems, e.g. the realization of complex and unconventional shapes, as well as the possibility to use different materials at the same time, pose some unsolved issues, which can be summarized in one thing: the need for quality assurance after production. The quality assurance encompasses the concept of dimensional metrology and material verification. Regarding the dimensional metrology, there are, currently, different approaches comprising in-situ [48], inside the building chamber, ex-situ and offline, to indicate the measurement outside the chamber. The metrology of AM parts is of paramount importance, when considering AM products as final products and not just prototypes. The possibility to ascertain the functional properties, shape and dimensional tolerances represents a conditio-sine-qua-non when answering the market request for reliable AM-built parts. Considering just the off-line techniques, contact-measuring systems, such as CMMs (Coordinate Measuring Machines), are not suitable for inspecting complex shapes and they are limited by the accessibility of some surfaces. Non-contact techniques are more suitable and they are divided into optical and x-ray based systems. Optical systems are widely used for complex geometries, such as free-form geometries with cooperative surface characteristics and they are potentially suitable for such verifications [49, 50]. Although, when measuring polymers, widely adopted in AM, there are issues related to the translucency of these materials and they have to be considered [51]. In [52] a photogrammetry-based technique was used as measuring tool for AM micro-fluidic devices with challenging surface texture (visible and tactile) characteristics. The measurement of polymers is successfully done by x-ray based computed tomography, thanks to the low density of such materials. Differently from CMMs, when adopting non-contact measuring systems, it is not easy to assign a geometrical tolerance (ISO 1101:2017), to a freeform shape and connect this to its function and manufacturability [53], since proper specifications systems, as defined in ISO 1101, has not been developed for complex freeform shapes. The poor surface finish represents a great limitation in dimensional verification when considering the form error and the measurement uncertainty is greatly affected by this component. Thus, post-processing operations are generally required [54,55,56]. Moreover, the material quality of AM parts must be inspected, especially when dealing with powder-based process of metals, e.g. in terms of undesirable grain characteristics and unexpected porosity, as well as internal features, such as internal channels. Considering the material quality check and the presence of internal feature, computed tomography (CT) results to be the most suitable non-destructive measuring technique [57], which allows simultaneously the dimensional verification of the external and internal shapes, as well as, the porosity and material’s defects check. The CT scanning systems are also suitable for verifying assembled structures, which are easily realized by AM processes.
5 Sustainability
Sustainability of AM technologies represent a critical issue to be take into account if we wish the outcomes of this revolution to be long-lasting and affordable to our civilized societies. Additive manufacturing technologies, depending on the specific technology, are typically seen as “cleaner” and they allow to fulfill the “Reduce” sustainability principle either in terms of resource or pollution, as follows: allow the manufacturing processes to consume the exact amount of material commanded (contrary to conventional machining which produces waste material); reduce manufacturing efforts by simplifying assembly processes [58]; allow savings and opportunities in using new recycled materials [59]; use less energy intensive manufacturing processes; allow eliminate the use of harmful ancillary process enablers [60]; less harmful materials [61]; potential to completely eliminate supply chain operations associated with the production of new tooling [60], the same for spare parts [62]; allow savings in the supply chain, say due to production close to use places due to regional and delocalized characteristics (which may be sometime less efficient [63]; reduction in weight of transport-related products [60], reducing inventory wastes [62], reduction in quality problems due to product simplification [62], saving opportunities and new businesses in Maintenance, Repair and Overhaul [60]). Another sustainability principle addressed by additive manufacturing technologies is Redesign: they allow increase design freedom, with potential design-for-maintenance features to prolong life of products [62] (i.e., durability due to repairing, remanufacturing and reuse possibilities, also called “design for longevity” [63]), parts with superior energy consumption in service due to innovative functions embedded (e.g. cooling channels, gas flow paths [60], etc.).
Tipical sustainability assessment of AM consider many factors such as primary and secondary materials, product life-cycle [64, 65], quantification of environmental impact limited to the production setting, focusing on criteria related to the sustainability of manufacturing process, such as: standby and in-process energy consumption [kWh/kg] [65,66,67,68] which typically is proportional to machining time, the cooling-heating processes, the part geometry [65], the warm-up and cool-down procedures upon discretion of operator, that may also be dependent on job type (say process rate, process efficiency, productivity, etc.) [67]; material waste or scraps flows [kg]; emissions generated during production. The usage profile of the additive machines is critical to the assessment but rarely performed [65].
Other more interesting issues should also be added to the sustainability analysis of AM technologies, in a cradle-to-cradle perspective, such as: product supply chain issues such as transportation related measures (energy consumption [kWh], pollution [land usage, toxicity, climate change]); product usage impacts in terms of energy in-use energy consumed; product’s end-of-life issues in terms of energy, recycling rates, disposal costs, pollutions; tooling supply chain [65]; machine tool life cycle [65]; manufacturing system reconfiguration, which may lead to better capital use [59]; societal impacts – positive: say, for instance, potentials of creating new businesses by creating value to customers adding services to products [62], or from opportunities from circular economy [63]; societal impacts – negative: health problems (say, potential toxicity, environmental hazards, and chemical degradability of solvents used for their removal still remains a topic [69]); counterintuitive negative effects may appear, such as disposable products use habits against traditional long-lasting products (say printable wheel chain, etc.).
According to the above, studies performed with an accurate profile shows that the common belief of “cleanness” of additive technologies, which one of the sustainability pillar, is not always assured tout court [65]. The same is for cost effectiveness (the other sustainability pillar), where AM technologies proved to be cost effective only for manufacturing small batches with continued centralized manufacturing [70]: with the increasing automation the distributed production based on AM may become cost effective in the next future. Another point is that it is not yet clear whether many applications of 3D printing exhibit an absence of scale economies resulting from the present indivisibility of manufacturing tooling [63].
New issues are emerging on sustainability of AM technologies, which can add new perspectives to the discussion about the sustainability of this manufacturing paradigm. The new idea of Design for Sustainable Additive Manufacturing [71], allowing to minimize the whole flux consumption (electricity, material and fluids) during manufacturing steps. Also, new opportunities of changing the way of working are appearing, provided AM allows end-users to have a feasible and more sustainable alternative when maintaining, repairing, overhauling or replacing components and spare parts [60].
6 Conclusions
From their beginning, AM technologies have greatly changed their role within the manufacturing scenery. The newly developed AM machines demonstrated their capabilities to enter the market not just for the fabrication of prototypes but for the manufacturing of final products. The main factor is related to the needs for highly customized products in many fields, such as biomedical, automotive and aerospace.
The AM process are becoming ever faster and the rising of new rapid technologies is in rapid increase. AM is an enabling technology for the Factory of Future I4.0 within the Digital Manufacturing paradigm. Another successful application regards the additive repairing of aerospace components. The high-volume production is also possible with some kinds of technologies. The industrial world is rapidly changing and the AM is going to remain one of the leading factor.
References
Pereira, A.C., Romero, F.: A review of the meanings and the implications of the Industry 4.0 concept. Procedia Manuf. 13, 1206–1214 (2017). https://doi.org/10.1016/j.promfg.2017.09.032
Hosseini, M.: What will the future look like under Industry 4.0 and digital transformation in the healthcare space ? (2015). https://www.rolandberger.com/publications/publication_pdf/roland_berger_digital_transformation_in_healthcare_20150421.pdf. Accessed 25 Jan 2019
Galantucci, L.M., Lavecchia, F.: Direct digital manufacturing of ABS parts: an experimental study on effectiveness of proprietary software for shrinkage compensation. Int. J. Digit. Content Technol. Its Appl. 6, 546–555 (2012). https://doi.org/10.4156/jdcta.vol6.issue19.66
Thompson, M.K., Moroni, G., Vaneker, T., Fadel, G., Campbell, R.I., Gibson, I., Bernard, A., Schulz, J., Graf, P., Ahuja, B., Martina, F.: Design for additive manufacturing: trends, opportunities, considerations, and constraints. CIRP Ann. - Manuf. Technol. 65, 737–760 (2016). https://doi.org/10.1016/j.cirp.2016.05.004
Guo, N., Leu, M.C.: Additive manufacturing: technology, applications and research needs. Front. Mech. Eng. 8, 215–243 (2013). https://doi.org/10.1007/s11465-013-0248-8
Wong, K.V., Hernandez, A.: A review of additive manufacturing. ISRN Mech. Eng. 2012, 1–10 (2012). https://doi.org/10.5402/2012/208760
Michaels, D.: Europe Leads as Industrial 3-D Printing Takes Shape (2018). https://www.wsj.com/articles/europe-leads-as-industrial-3-d-printing-takes-shape-1493976603. Accessed 23 Jan 2019
McCue, T.J.: Wohlers Report 2018: 3D Printer Industry Tops $7 Billion (2018). https://www.forbes.com/sites/tjmccue/2018/06/04/wohlers-report-2018-3d-printer-industry-rises-21-percent-to-over-7-billion/#2aca53b2d1a4. Accessed 23 Jan 2019
Goldense, B.L.: Metal AM: Metal Additive Manufacturing Hits Critical Mass (2018). https://www.machinedesign.com/3d-printing/metal-am-metal-additive-manufacturing-hits-critical-mass. Accessed 22 Jan 2019
McCue, T.J.: On Growth Path With Almost $3 Billion In Revenue (2018). https://www.forbes.com/sites/tjmccue/2018/08/30/3d-printing-service-bureaus-on-growth-path-with-almost-3-billion-in-revenue/#24fdad2d8d59. Accessed 23 Jan 2019
Bourell, D., Pierre, J., Leu, M., Levy, G., Rosen, D., Beese, A.M., Clare, A.: Materials for additive manufacturing. CIRP Ann. - Manuf. Technol. 66, 659–681 (2017). https://doi.org/10.1016/j.cirp.2017.05.009
ISO/ASTM Standard 5290, Standard Terminology for Additive Manufacturing – General Principles – Part 1: Terminology (2015)
Desimone, I.J.M., Hill, C., Ermoshkin, A., Us, N.C., Samulski, E.T., Hill, C., Us, N.C., Lawton, A., Examiner, P., Del, J.S.: (12) United States Patent, 2 (2016)
Stansbury, J.W., Idacavage, M.J.: 3D printing with polymers: challenges among expanding options and opportunities. Dent. Mater. 32, 54–64 (2016). https://doi.org/10.1016/j.dental.2015.09.018
Do, A.V., Khorsand, B., Geary, S.M., Salem, A.K.: 3D printing of scaffolds for tissue regeneration applications. Adv. Healthc. Mater. 4, 1742–1762 (2015). https://doi.org/10.1002/adhm.201500168
Tumbleston, J.R., Shirvanyants, D., Ermoshkin, N., Janusziewicz, R., Johnson, A.R., Kelly, D., Chen, K., Pinschmidt, R., Rolland, J.P., Ermoshkin, A., Samulski, E.T., Desimone, J.M.: Additive manufacturing. Continuous liquid interface production of 3D objects. Sicence 347, 1349–1352 (2015). https://doi.org/10.1126/science.aaa2397
Carbon, Continuous Liquid Interface Production (CLIP) process (2019). https://www.carbon3d.com/. Accessed 22 Jan 2019
Ligon, S.C., Liska, R., Stampfl, J., Gurr, M., Mülhaupt, R.: Polymers for 3D printing and customized additive manufacturing. Chem. Rev. 117, 10212–10290 (2017). https://doi.org/10.1021/acs.chemrev.7b00074
Miller, A.T., Safranski, D.L., Wood, C., Guldberg, R.E., Gall, K.: Deformation and fatigue of tough 3D printed elastomer scaffolds processed by fused deposition modeling and continuous liquid interface production. J. Mech. Behav. Biomed. Mater. 75, 1–13 (2017). https://doi.org/10.1016/j.jmbbm.2017.06.038
Wang, F., Wang, F.: Liquid resins-based additive manufacturing. J. Mol. Eng. Mater. 5(05), 1740004 (2017). https://doi.org/10.1142/S2251237317400044
de Beer, M.P., van der Laan, H.L., Cole, M.A., Whelan, R.J., Burns, M.A., Scott, T.F.: Rapid, continuous additive manufacturing by volumetric polymerization inhibition patterning. Sci. Adv. 5, eaau8723 (2019). https://doi.org/10.1126/sciadv.aau8723
HP Jet Fusion 3D Printing Solution. Reinventing prototyping and manufacturing, Hewlett-Packard Development Company (2016). http://www8.hp.com/us/en/pdf/printers/3d-printers/4AA6-4892ENA-P.pdf. Accessed 10 Oct 2017
HP, HP METAL JET (2019). https://www8.hp.com/us/en/printers/3d-printers/metals.html. Accessed 22 Jan 2019
Thomas, H.R., Hopkinson, N., Erasenthiran, P.: High speed sintering – continuing research into a new rapid manufacturing process. In: Proceedings of 17th Solid Freedom Fabrication Symposium, pp. 682–691 (2006). http://sffsymposium.engr.utexas.edu/2006TOC%0Ahttp://sffsymposium.engr.utexas.edu/Manuscripts/2006/2006-59-Thomas.pdf
Hopkinson, N., Dickens, P.: Analysis of rapid manufacturing - using layer manufacturing processes for production. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. (2003). https://doi.org/10.1243/095440603762554596
Bennett, M.R.: High Speed Sintering, Loughborough University (2019). https://www.highspeedsinteringtechnology.com/about/. Accessed 23 Jan 2019
3D System, DMP Factory 500 (2019). https://www.3dsystems.com/3d-printers/dmp-factory-500. Accessed 22 Jan 2019
Skulan, D.: Practical guidance from design to production. 25 Years Automot. Part Supplied Conf. - Precis. Met. Assoc. (2018). https://www.pma.org/apsc/assets/presentations/Skulan.pdf. Accessed 26 Jan 2019
Renishaw, RenAM 500Q (2017). https://www.renishaw.com/en/renam-500q--42781. Accessed 23 Jan 2019
Stratasys, FORTUS 380MC Carbon Fiber Edition (2018). https://www.stratasys.com/3d-printers/fortus-380-carbon-fiber-edition. Accessed 22 Jan 2019
Mark, G.: A Revolutionary New Way to Manufacture Metal Parts (2017). https://markforged.com/blog/adam/. Accessed 23 Jan 2019
Markforged, Metal X (2017). https://markforged.com/metal-x/. Accessed 22 Jan 2019
Markforged, The world’s strongest 3D printing materials (2019). https://markforged.com/materials/. Accessed 6 Jan 2019
Scott, C.: Roboze Unveils the New ARGO 500 3D Printer at formnext (2017). https://3dprint.com/194165/roboze-argo-500-3d-printer/. Accessed 23 Jan 2019
Roboze, Technology Engineering and research serving worldwide manufacturing (2019). https://www.roboze.com/en/technology.html. Accessed 22 Jan 2019
Cicala, G., Pergolizzi, E., Piscopo, F., Carbone, D., Recca, G.: Hybrid composites manufactured by resin infusion with a fully recyclable bioepoxy resin. Compos. Part B Eng. 132, 69–76 (2018). https://doi.org/10.1016/j.compositesb.2017.08.015
Cicala, G., Latteri, A., Del Curto, B., Lo Russo, A., Recca, G., Farè, S.: Engineering thermoplastics for additive manufacturing: a critical perspective with experimental evidence to support functional applications. J. Appl. Biomater. Funct. Mater. 15, 10–18 (2017). https://doi.org/10.5301/jabfm.5000343
Jeanmonod, D.J., Rebecca, K., et al.: Suzuki, We are IntechOpen, the world’ s leading publisher of Open Access books Built by scientists, for scientists TOP 1% Control of a Proportional Hydraulic System. Intech Open. 2, 64 (2018). https://doi.org/10.5772/32009
Regina, F., Lavecchia, F., Galantucci, L.M.: Preliminary study for a full colour low cost open source 3D printer, based on the combination of fused deposition modelling (FDM) or fused filament fabrication (FFF) and inkjet printing. Int. J. Interact. Des. Manuf. 12, 979–993 (2018). https://doi.org/10.1007/s12008-017-0432-x
Galantucci, L.M., Percoco, G., Spina, R.: Evaluation of rapid prototypes obtained from reverse engineering. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 217, 1543–1552 (2003)
Li, L., Li, C., Tang, Y., Du, Y.: An integrated approach of reverse engineering aided remanufacturing process for worn components. Robot. Comput. Integr. Manuf. 48, 39–50 (2017). https://doi.org/10.1016/j.rcim.2017.02.004
Wilson, J.M., Piya, C., Shin, Y.C., Zhao, F., Ramani, K.: Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J. Clean. Prod. 80, 170–178 (2014). https://doi.org/10.1016/j.jclepro.2014.05.084
Gao, J., Chen, X., Yilmaz, O., Gindy, N.: An integrated adaptive repair solution for complex aerospace components through geometry reconstruction. Int. J. Adv. Manuf. Technol. 36, 1170–1179 (2008). https://doi.org/10.1007/s00170-006-0923-6
Xue, L., Donovan, M., Li, Y., Chen, J., Wang, S., Campbell, G.: Integrated rapid 3D mapping and laser additive repair of gas turbine engine components. In: 32nd International Congress on Applications of Lasers & Electro-Optics, ICALEO 2013, pp. 318–325 (2013)
Heralić, A., Christiansson, A.K., Lennartson, B.: Height control of laser metal-wire deposition based on iterative learning control and 3D scanning. Opt. Lasers Eng. 50, 1230–1241 (2012). https://doi.org/10.1016/j.optlaseng.2012.03.016
Yilmaz, O., Gindy, N., Gao, J.: A repair and overhaul methodology for aeroengine components. Robot. Comput. Integr. Manuf. 26, 190–201 (2010). https://doi.org/10.1016/j.rcim.2009.07.001
Bovalino, Y.M.: ADDITIVE MANUFACTURING Secret Weapon: This Supersonic Blaster Rebuilds Jet Parts With Flying Powder (2017). https://www.ge.com/reports/secret-weapon-supersonic-blaster-rebuilds-jet-parts-flying-powder/. Accessed 23 Jan 2019
Everton, S.K., Hirsch, M., Stravroulakis, P., Leach, R.K., Clare, A.T.: Review of in-situ process monitoring and in-situ metrology for metal additive manufacturing. JMADE 95, 431–445 (2016). https://doi.org/10.1016/j.matdes.2016.01.099
Galantucci, L.M., Guerra, M.G., Lavecchia, F.: Photogrammetry applied to small and micro scaled objects: a review (2018). https://doi.org/10.1007/978-3-319-89563-5_4
Lavecchia, F., Guerra, M.G., Galantucci, L.M.: Performance verification of a photogrammetric scanning system for micro-parts using a three-dimensional artifact: adjustment and calibration. Int. J. Adv. Manuf. Technol. (2018). https://doi.org/10.1007/s00170-018-1806-3
Wilm, J., Madruga, D.G., Jensen, J.N., Gregersen, S.S., Doest, M.E.B., Guerra, M.G., Aanæs, H., De Chiffre, L.: Effects of subsurface scattering on the accuracy of optical 3D measurements using miniature polymer step gauges. In: European Society for Precision Engineering and Nanotechnology, Conference and Proceedings - 18th International Conference and Exhibition on EUSPEN 2018, European Society for Precision Engineering and Nanotechnology, Venice, pp. 449–450 (2018). http://orbit.dtu.dk/en/publications/effects-of-subsurface-scattering-on-the-accuracy-of-optical-3d-measurements-using-miniature-polymer-step-gauges(4ec1fe50-e7eb-44ef-8def-6beda94b4d02).html
Guerra, M.G., Volpone, C., Galantucci, L.M., Percoco, G.: Photogrammetric measurements of 3D printed microfluidic devices. Addit. Manuf. 21 (2018). https://doi.org/10.1016/j.addma.2018.02.013
Cerardi, A., Meneghello, R., Concheri, G., Savio, G.: Form errors estimation in free-form 2D and 3D geometries. In: Proceedings of International Conference on Innovative Methods in Product Design, Venice, 15th–17th June, no. I (2011). https://www.researchgate.net/publication/232957835_Form_errors_estimation_in_free-form_2D_and_3D_geometries
Galantucci, L.M., Lavecchia, F., Percoco, G.: Quantitative analysis of a chemical treatment to reduce roughness of parts fabricated using fused deposition modeling. CIRP Ann. - Manuf. Technol. 59, 247–250 (2010). https://doi.org/10.1016/j.cirp.2010.03.074
Jin, Y., Wan, Y., Zhang, B., Liu, Z.: Modeling of the chemical finishing process for polylactic acid parts in fused deposition modeling and investigation of its tensile properties. J. Mater. Process. Technol. 240, 233–239 (2017). https://doi.org/10.1016/j.jmatprotec.2016.10.003
Boschetto, A., Bottini, L.: Roughness prediction in coupled operations of fused deposition modeling and barrel finishing. J. Mater. Process. Technol. 219, 181–192 (2015). https://doi.org/10.1016/j.jmatprotec.2014.12.021
Thompson, A., Maskery, I., Leach, R.K.: X-ray computed tomography for additive manufacturing: a review. Int. J. Metrol. Qual. Eng. 8, 17 (2017)
Ford, S., Despeisse, M., Viljakainen, A.: Extending product life through additive manufacturing: the sustainability implications. In: Global Cleaner Production and Consumption Conference (2015). https://doi.org/10.13140/rg.2.1.4561.9282
Despeisse, M., Ford, S.: The role of additive manufacturing in improving resource efficiency and sustainability. In: Umeda, S., Nakano, M., Mizuyama, H., Hibino, H., Kiritsis, D., von Cieminski, G. (eds.) Advances in Production Management Systems: Innovative Production Management Towards Sustainable Growth, pp. 129–136. Springer (2015)
Sreenivasan, R., Bourell, D.L.: Sustainability study in selective laser sintering – an energy perspective. Minerals, Metals and Materials Society/AIME, 420 Commonwealth Dr., P. O. Box 430 Warrendale PA 15086 USA, 9 (2010)
Bourell, D.L., Leu, M., Rosen, D.: Roadmap for additive manufacturing-Identifying the future of freeform processing, The Univer, Austin, Texas (2009). http://wohlersassociates.com/roadmap2009A.pdf
Ford, S., Despeisse, M., Viljakainen, A.: Extending product life through additive manufacturing: the sustainability implications. Glob. Clean. Prod. Consum. Conf., 1–4 (2015). https://doi.org/10.13140/rg.2.1.4561.9282
Despeisse, M., Baumers, M., Brown, P., Charnley, F., Ford, S.J., Garmulewicz, A., Knowles, S., Minshall, T.H.W., Mortara, L., Reed-Tsochas, F.P., Rowley, J.: Unlocking value for a circular economy through 3D printing: a research agenda. Technol. Forecast. Soc. Change. 115, 75–84 (2017). https://doi.org/10.1016/j.techfore.2016.09.021
Kerbrat, O., Le Bourhis, F., Mognol, P., Hascoët, J.-Y.: Environmental impact assessment studies in additive manufacturing. In: Muthu, S.S., Savalani, M.M. (eds.) Handbook of Sustainability in Additive Manufacturing, vol. 2, pp. 31–63. Springer, Singapore (2016)
Faludi, J., Iribarne, M., Bayley, C., Bhogal, S.: Comparing environmental impacts of additive manufacturing vs traditional machining via life-cycle assessment. Rapid Prototyp. J. 21, 14–33 (2015). https://doi.org/10.1108/RPJ-07-2013-0067
Verma, A., Rai, R., DART Lab: Energy efficient modeling and optimization of additive manufacturing processes, p. 12
Baumers, M., Tuck, C., Bourell, D.L., Sreenivasan, R., Hague, R.: Sustainability of additive manufacturing: measuring the energy consumption of the laser sintering process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 225, 2228–2239 (2011). https://doi.org/10.1177/0954405411406044
Meteyer, S., Xu, X., Perry, N., Zhao, Y.F.: Energy and material flow analysis of binder-jetting additive manufacturing processes. Procedia CIRP 15, 19–25 (2014). https://doi.org/10.1016/j.procir.2014.06.030
Huang, Y., Leu, M.C., Mazumder, J., Donmez, A.: Additive manufacturing: current state, future potential, gaps and needs, and recommendations. J. Manuf. Sci. Eng. 137, 014001–014001–014001–014010 (2015). https://doi.org/10.1115/1.4028725
Thomas, D.S., Gilbert, S.W.: Costs and Cost Effectiveness of Additive Manufacturing, National Institute of Standards and Technology (2014)
Le Bourhis, F., Kerbrat, O., Dembinski, L., Hascoet, J.-Y., Mognol, P.: Predictive model for environmental assessment in additive manufacturing process. Procedia CIRP 15, 26–31 (2014). https://doi.org/10.1016/j.procir.2014.06.031
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Galantucci, L.M., Guerra, M.G., Dassisti, M., Lavecchia, F. (2019). Additive Manufacturing: New Trends in the 4th Industrial Revolution. In: Monostori, L., Majstorovic, V.D., Hu, S.J., Djurdjanovic, D. (eds) Proceedings of the 4th International Conference on the Industry 4.0 Model for Advanced Manufacturing. AMP 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-18180-2_12
Download citation
DOI: https://doi.org/10.1007/978-3-030-18180-2_12
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-18179-6
Online ISBN: 978-3-030-18180-2
eBook Packages: EngineeringEngineering (R0)