
Abstract
The acicular β-AlSiFe phase is most common but detrimental iron-containing intermetallic compounds (IMCs) in Al-Si casting alloys. In this study, ultrasonic field (USF) was applied to modify the acicular iron phases in Al-12Si-2Fe alloy. The results showed that USF treatment leads to different influence at different application temperature region. The application of USF at 720 °C facilitates the formation of blocky-shaped α-Al12Si2Fe3 phase and suppresses its conversion into the acicular β-Al9Si2Fe2 phase by the quasi-peritectic reaction. The amount of α-Al12Si2Fe3 increases with increasing applied time of USF. The ultrasonic cavitation-induced nucleation is responsible for the morphological modification and phase transformation. USF applied at 610 °C causes a fragmentation of β-Al9Si2Fe2 without composition change, and the cavitation-induced fragmentation is considered as the major reason.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Iron is generally an unavoidable and detrimental impurity in Al-Si foundry alloys . Due to the high solubility in Al -Si liquid, iron atoms can easily interfuse into the alloys from steel tools during the melting and casting process. However, its solubility dramatically decreased in the Al -Si solid, thus a large amount of iron-containing intermetallic compounds (IMCs) would form during the solidification as long as the iron content is above 0.7 pct [1].
The Al -Si-Fe ternary system is very complex with 27 ternary invariant reactions involving 11 ternary IMCs and a lot of binary phases [2]. Two most common phases have been designated as α- and β-AlSiFe phase [3], which are usually distinguished by different characteristic morphologies and chemical compositions. The α-AlSiFe appears in the microstructure in different forms, such as Chinese script, polygon or blocky shaped, etc. Its chemical formula is usually expressed as Al 8SiFe2, Al 12Si2Fe3 or Al 20Si2Fe5, etc. with a Fe/Si ratio more than 1.5. By contrast, the β-phase is always denoted as Al 5SiFe or Al 9Si2Fe2, with a Fe/Si ratio about 1. It only exhibits a needle shape, and badly reduces the mechanical properties of Al -Si alloys, especially the ductility . Thus, it is of importance to eliminate the detrimental effect of β-phase.
Manganese is an efficient neutralizer and commonly used to modify β-phase so far [4]. With the addition of Mn, ternary β-AlSiFe converts to quaternary α-AlSi(FeMn) by the atomic displacement with morphology change from acicular to blocky, leading to an elimination from the damage of acicular β-phase. However, a complete conversion requires sufficient amount of Mn and further results in more than twice IMCs formation. The increasing IMCs are also disadvantageous to Al -Si alloys.
In view of the transformation relationship between α- and β-phases, it is an efficient way to promote the formation of α-phase instead of β-phase to reduce the harm of iron phase. In the present work, the ultrasonic field (USF) was applied to modify the iron containing IMCs during the solidification of Al -12%Si-2%Fe alloys. The quasi-peritectic reaction between α- and β-phases under USF treatment was investigated, the effect of USF on the formation and conversion of iron-phases was also discussed.
Experimental Procedure
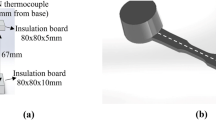
Starting materials consist of commercial purity Al (99.7%), pure Si (99.9%) and Al -20%Fe master alloy . All compositions quoted in this work are in wt% unless otherwise stated. The Al -12%Si-2%Fe alloy was smelted in a resistance furnace at 900 °C and kept for 1 h in order to fully fuse iron-compounds in master alloy . After holding , the melt was transferred into a preheated cylindrical graphite crucible (60 mm in diameter and 80 mm in height). The crucible was covered by asbestos felt to keep the treated Al melt in a setting temperature range.
During experiments, USF was applied to the melt with the one end of ultrasonic probe (namely, the sonotrode) immersed into the melt, 10 mm depth from the surface. The USF worked at a frequency of 20 kHz, with power between 270 and 300 W. The probe (made of 304 stainless steel ) was with 30 mm in diameter and preheated at about 700 °C before using. The USF treatment started at 720 °C, and its working duration was 0, 60, 120 and 300 s (until the melt was completely solidified), the finishing temperature of application time 60 and 120 s is 680 and 640 °C, respectively.
As a contrast, another experiment was carried out with the USF application temperature at 610 °C for 60 and 120 s, respectively. When the probe was taken out, the temperature of the ingot was about 577 °C, i.e. the eutectic temperature. In addition, all the process works in the air condition, the ingot is solidified with a cooling rate of 1–2 °C/s. The ingots obtained in different experiments were 60 mm in diameter and 70 mm in height. Small samples taken from the cross-section of ingot at 20 mm distance from the top were prepared for the microstructure observation by optical microscope MEF-4A. The electron probe microanalyzer (EPMA) was used to measure the chemical composition of IMCs.
Results
Effect of USF Applied at 720 °C
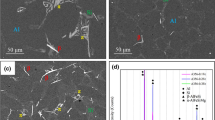
The microstructure of Al -12Si-2Fe alloy treated by the USF is shown in Fig. 1. The typical as-cast microstructure (Fig. 1a) consists of coarse acicular β-phase and eutectic structure. When the USF is applied 60 s, a number of blocky-shaped α-phase appears in the microstructure (Fig. 1b). However, the acicular IMCs are still present in the matrix. It is worth noted that the amount of α-phase increases with increasing application time. When the USF application extended to 120 and 300 s, more and more blocky α-phase, instead of acicular β-phase are observed in Fig. 1c, d. By further morphological analysis of these iron-containing phases, it is found that with longer USF application time, the average size of α-phase increased from 47 μm (60 s) to 62 μm (120 s), and further to 79 μm (300 s), respectively. But there is no significant morphological change of β-phase with different USF application time.

Microstructures of Al -12Si-2Fe alloy under USF for a 0 s, b 60 s, c 120 s and d 300 s
USF can change the morphology of iron phase, as well as its composition. The composition of different iron phases as arrowed in Fig. 1 was measured by WDS analysis of EPMA, the result is listed in Table 1. It indicates that the as-cast acicular β-phase is Al 9Si2Fe2, with no changes in the composition regardless of the USF treatment (as highlighted by the arrows 1, 2). By contrast, the blocky α-phase (as highlighted by the arrows 3–6) has different composition and its chemical formula is Al 12Si2Fe3.
Effect of USF Applied at 610 °C
The microstructures of Al -12Si-2Fe alloys under USF treatment at 610 °C was shown in Fig. 2. As motioned above, β-phase is crystallized in an acicular shape without USF. After USF, an evident change in morphology of β-phase can be observed (Fig. 2a, b). The iron phase is presented as rod-like instead of acicular. Figure 2c shows the morphological evolution of iron phases under this condition, the application of USF at 610 °C leads to an obvious change of not only the size of iron phase, but also its shape. By the WDS analysis, the chemical composition of the rod-like iron phase is still Al 9Si2Fe2, indicating that the application of USF at 610 °C causes a significant modification of the β-phase morphology , without changing its composition. The result is quite dissimilar to that obtained with USF at 720 °C.

Microstructures of Al -12Si-2Fe alloy under USF at 610 °C for a 60 s, b 120 s and c the morphology analysis
Discussion
Effect of USF on the Improvement of α-Phase Formation
Based on the calculation of liquidus projection and isotherms in the Al -rich corner of the Al -Si-Fe system, the iron-containing IMCs always crystallized following the reactions below in the conventional casting process [5, 6]:
For this experiment, it has been reported that the α-phase begins to crystallize at 751 °C by the peritectic reaction (2), and continues to more precipitation when the temperature drops to 628 °C by reaction (3). However, the reality is that there is much difficult for the nucleation of α-phase on the Al 13Fe4, due to the overheat condition and lack of undercooling . For the case of monovariant reaction (3), the primary Al and α-phase crystallized from the liquid at about 628 °C. However, there is no enough time for the fully nucleation and growth of α-phase. The quasi-peritectic reaction (4) takes place as soon as the temperature decreased to 612 °C. The small pieces of α-phase react directly with the liquid to form the primary peritectic β-phase, isolating α-phase from further direct contact with the liquid. Then β-phase grows by diffusion of alloying elements from α-phase and liquid. The remaining Fe elements in the liquid form eutectic Al + Si + β-phase though the eutectic reaction (5). Thus the β-AlSiFe is regularly presented in the final structure and considered as stable phase.
The application of USF in the solidification process has been demonstrated beneficial for the ingot quality, including degassing , and especially the microstructural refinement [7,8,9]. When the USF was applied in the metal liquid, it induced an important physical phenomenon named “cavitation ”. The cavitation is the formation, growth and immediate implosion of the cavitation bubbles in liquid. It can clean the surface of insoluble inclusions and improve their wettability . The forced wetting of inclusions is a primary reason for the increasing possibility of nucleation cores [10]. In this work, the USF working temperature is from 720 to 640 °C, during which, the peritectic reaction (2) just occurred. The cavitation benefits the heterogeneous nucleation of α-phase on the Al 13Fe4, and thus enhances the nucleation and growth of α-phase. In addition, the cavitation -induced undercooling is also advantageous to the nucleation and growth of α-phase. By the cavitation -enhance heterogeneous nucleation and undercooling , the α-phase grows to a certain size with large consummation of Fe elements, leading to the inhibition of quasi-peritectic reaction (4).
Effect of USF at 610 °C on Fragment of β-AlSiFe
Apparently, the result of USF treatment at 610 °C is quite different from that at 720 °C. When the USF applied near the nucleation temperature of α-phase, the cavitation improved the formation of α-phase. But when USF applied near the crystallized temperature of β-phase (near the quasi-peritectic reaction temperature), the β-phase, however, seems to be fragmented instead of growth enhancement.
The three dimensional crystal structure of β-Al 9Si2Fe2 phase is shown in Fig. 3. The grey atom is Fe, while the pink ones are Si and Al since they occupy the same position in the structure cell. Fe atoms interact with the surrounding Al or Si atoms to form 8-coordinated polyhedrons. Several such polyhedrons could form a strip structure by coplanar connected in Al (Si) four-membered plane. It could be noticed that there are only Al -Al , Al -Si and Si-Si bonds among the polyhedron strips. Such Al (Si) atoms are shown as independent ones in Fig. 3, without marking the bonds with other Al (Si) atoms. The relative position relationship of strips leads to the invalidity of these chemical bonds. Therefore, the unstable Al -Al , Al -Si and Si-Si bonds among the polyhedrons will be activated prior in the presence of USF. Strips will move past each other and Fe atoms tend to connect with more Al (Si) atoms.

Crystal structures of β-Al 9Si2Fe2 phase, chemical bonds and relative position relationships of strip structures. (Fe atom is in grey, Si and Al atoms are both shown in pink because they occupy the same position.)
Thus, the failure mechanism induced by cavitation should be responsible for the fragment of β-phase, which is also one of the ultrasonic refinement mechanisms. As mentioned, the cavitation is a very important phenomenon of ultrasonic propagation in melt. When ultrasound is inflicted in melt, a large number of ultrasonic cavitation bubbles generate and mainly distribute close to the probe lower surface. The bubbles grow up and then implode instantaneously, which causes great fluctuation of pressure and reversal of boundary velocity. It is reported that the cavitation -induced fragmentation could break the primary crystals [11, 12], secondary arms and IMCs [13]. Thus it is believed that the cavitation -induced fragmentation should be responsible for the refinement of β-phase.
Conclusions
Effects of USF on the morphology and composition of AlFeSi IMCs in the Al -12Si-2Fe alloy were studied, the main conclusions can be obtained as following:
-
(1)
The application of USF at 720 °C is beneficial to the heterogeneous and undercooling nucleation of α-Al 12Si2Fe3, the blocky-shaped α-Al 12Si2Fe3 instead of acicular β-phase was in the microstructure after USF treatment.
-
(2)
When USF was applied at 610 °C, the acicular β-Al 9Si2Fe2 phase was fragmented to rod-like without any changes of composition, the cavitation -induced fragmentation should be responsible for it.
References
S.G. Shabestari, Mat. Sci. Eng. A, 383 (2004) 289–298.
Y.Du, J.C.Schuster, Z.K.Liu, et al., Intermetallics, 16(2008)554–570.
E.H.D. Jr., A.C.H. Jr., Trans. AIME, Inst. Met. Div., 1928, pp. 164–197.
M.V. Kral, H.R. McIntyre, M.J. Smillie, Scripta Mater., 51 (2004) 215–219.
G.Sha, K.A.Q.O’Reilly, B.Cantor, J.M.Tichmarsh, R.G.Hamerton, Acta Mater., 51(2003)1883–1897.
S. Lee, B. Kim, S. Lee, Mater. Trans., 52 (2011) 1053–1062.
O.V. Abramov, High-Intensity Ultrasonics: Theory and Industrial Applications, Gordon and Breach Science Publishers, Netherlands (1998).
G.I. Eskin, D.G. Eskin, Ultrasonic Treatment of Light Alloy Melts, CRC Press, Florida (2015).
G.I. Eskin, Ultrason. Sonochem., 8 (2001), 319–325.
V.M.Sreekumar, N.H.Babu, D.G.Eskin, J. Mater. Eng. Perform. 26 (2017) 4166–4176.
D.A. Shu, B. Sun, J. Mi, P.S. Grant, Metall. Mater. Trans. A, 43 (2012) 3755–3766.
F.Wang, I.Tzanakis, D.Eskin, et al., Ultrason. Sonochem. 39 (2017) 66–76.
F.Wang, D.Eskin, J.W.Mi, et al., Acta Metall., 12 (2017) 142–153.
Acknowledgements
The authors gratefully acknowledge the support of the National Natural Science Foundation of China (No. 51501027), the Open Research Fund from State Key Laboratory of Metal Material for Marine Equipment and Application (No. SKLMEA-K201701), and the Fundamental Research Funds for the Central Universities of China DUT17RC(4)01.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Zhang, Y., Wang, T., Li, T. (2019). Crystallization Behavior of Iron-Containing Intermetallic Compounds in Al-Si Alloy Under Ultrasonic Treatment. In: Chesonis, C. (eds) Light Metals 2019. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-05864-7_207
Download citation
DOI: https://doi.org/10.1007/978-3-030-05864-7_207
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-05863-0
Online ISBN: 978-3-030-05864-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)