
Abstract
In order for metallic additive manufacturing (AM) to find application in industrial production environments, methods for quality control need to be developed. Presently, even precisely calibrated process parameters cannot prevent the stochastic occurrence of defects resulting from elements in the AM process which are difficult to control. This study utilizes low framerate (10 Hz) pyrometry to record in situ temperature measurements of the molten pool and surrounding substrate in LENSTM AM. The data is statistically analyzed in search of anomalous behavior which is compared to the actual population of voids and inclusions found using X-ray Computed Tomography. This statistical analysis technique was able to identify volumetric defects as small as 40 μm in diameter as well as inclusions such as powder contamination. This study shows that the thermal analysis parameters can be tuned specifically for detecting different anomalies in the build.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
Laser Engineered Net Shaping (LENSTM) additive manufacturing (AM) is expanding rapidly into industrial environments to produce low volume, complex parts. LENSTM can be used to either deposit parts from the ground up or repair damaged areas [1, 2]. As AM is being considered for fracture critical applications , there is a greater need for quality control to ensure the robustness of the build. Typically the AM process is optimized through trial and error, but even under ideal parameters stochastic problems often still arise. These problems could arise from unforeseen process irregularities such as splatter, laser intensity, powder flowability, debris, and system vibration. Due to fracture criticality, some applications of LENSTM may require tight tolerances on the acceptable level of voids and inclusions in the deposited material. At present, detection of these types of defects relies on ex situ post-processing techniques such as X-ray Computed Tomography (XCT ) which are time-consuming, costly, and not always possible depending on the geometry of the part. These difficulties in using ex situ XCT has led to an increased interest in in situ monitoring techniques to give real-time insight into the quality of the part as it is being constructed. If the data can be processed in real time, integration of the analysis into the production system could trigger a process variation intended for in situ repair or flag a suspect region for more rigorous ex situ characterization . By flagging regions, identified defects could be repaired post mortem.
Several approaches are being pursued to use in situ measurements to identify defects in AM including acoustic emission [3], emission spectra analysis [4], machine learning analysis of smooth functions described by molten pool characteristics [5], and statistical analysis of raw molten pool characteristics which are not used to fit smooth functions [6]. This current study continues the earlier work of using statistical analysis to identify process parameter irregularities correlated with defects. In [6], pyrometer data from a single layer two-pass deposition was analyzed for defect signature and XCT was used to validate the in situ analysis. The earlier work served to identify characteristics of the melt pool which appeared to successfully correlate with volumetric defects (of size range ~40 μm) identified in XCT . This study continues to gather additional data to increase the statistics on the method’s success. In addition, this study also considers if the process can determine other types of defects such as inclusions or contamination. The analysis techniques vary two parameters of the earlier analysis (threshold temperature and cooling rate width) and calculate a signal-to-noise ratio for each parameter combination. It is found that the parameters originally used in [6] were close to optimal but that a separate set of parameters appears to be better for identifying contamination defects from the same initial data set. With continued work in this area, such results could lead to an application of this analysis under a variety of parameters in an effort to most comprehensively identify deposition defects.
Experimentation
The two-pass deposition discussed as part of this study is described in detail in [6]. In this study, a 152.4 mm single pass deposition of 304L stainless steel is made onto a 4.69 mm thickness build plate made of the same material. In one build, a ~0.02 ppm contamination of Tantalum (Ta) powder was introduced. Ta’s high melting temperature ensured that since the Ta powder particles would not melt, they remain in the final material as contaminants. Ta is also roughly twice as dense as the stainless steel powders used in the study, ensuring that a clear difference in tomography will arise between pores and foreign material. The process parameters used in this study were developed for LENSTM repair applications and are summarized in Table 1. A three-axis controlled Optomec MR-7 LENSTM machine is used in this study [7]. Integrated into the optics of the machine is a Stratonics Therma-Viz two-color pyrometer which is able to look directly down onto the substrate, coaxial with the laser. Two-color pyrometery, discussed in more detail in [8, 9], allows for an approximately emissivity-independent measurement of temperature based on brightness measurements on two different wavelengths. The pyrometer is calibrated between 1200 and 2500 °C using a tungsten filament. Pyrometer parameters are shown in Table 2.
Thermal Analysis
Analysis of pyrometer images is conducted in three major steps. First, the Stratonics Therma-Viz software converts the raw data files to 2D temperature maps. Second, the temperature maps, hence called “frames”, are put through a Python script which extracts and catalogues several characteristics of the molten pool and generates a “summary image” for later manual inspection, as needed. Third, the characteristics gathered during the build are normalized and summed to create a single output “signal strength ” for each frame which is meant to indicate the likelihood of a defect in the region of the build represented by that frame.
An example of a summary image output from the Python is shown in Fig. 1. Although the script can extract many molten pool characteristics, previous work identified the maximum temperature, molten pool area, aspect ratio of the molten pool, and cooling rate on the trailing edge of the molten pool, as the most critical parameters. In order for these metrics to be gathered, a threshold of the temperature profile is made to prescribe a “molten temperature” so that the molten pool can be isolated. This is the first of two input analysis parameters which will be varied later in this work. Initially, a temperature of 1500 °C, slightly above the melting temperature of 304L, was used to isolate a region of molten material. Once the molten pool is isolated, the maximum temperature is calculated as the average of the ten hottest pixels. An average is used to reduce the influence of outlier pixels induced by noise in the measurements. The aspect ratio is determined by dividing the length and width of the smallest bounding rectangle of the molten pool. The molten pool area is calculated by summing the number of pixels remaining after the molten pool threshold and multiplying that by the known area of each pixel.

Summary image generated with python script from therma-viz temperature data
The determination of cooling rate requires a second threshold operation with an input parameter referred to as the “cooling region width” which is a temperature range at which the temperature profile may be considered in a near solidifying region. This is the second parameter which will be varied later in this work. An initial value of 50 °C was used such that the threshold of the original thermal profile was left with a ring of pixels ranging between 1450 and 1500 °C. The width of this ring (in pixels) is measured on the trailing edge of the molten pool, converted to distance with the pixel resolution, converted to time using the travel speed of the deposition, and converted to a cooling rate in °C/s by dividing the temperature range by the converted time. The region analyzed is narrow to support an assumption of linearity across it, but it is limited by pixel resolution. Using 50 °C as the threshold setting, the cooling region tended to be on the order of 10 pixels.
The third and final step of the analysis is to combine the four molten pool characteristics into a single metric hence referred to as the “defect signal”. For each characteristic, the data is first normalized by the standard distribution across every frame of the deposition. Second, an inversion may be applied. It is noted, for example, that defects are likely to occur when the maximum temperature decreases. The inversion would be applied to the maximum temperature data such that positive peaks are most likely to indicate a defect. Aspect ratio is not inverted because it is already the case that high peaks in aspect ratio are more likely to indicate defects than low peaks. Such inversion ensures that defect-indicative low peaks (for example low maximum temperature) do not destructively interfere with defect-indicative high peaks (for high example aspect ratio) in the final step: after normalization and inversion, the data from each metric is summed into a final defect signal. In this way, frames which show abnormal behavior in several metrics are highlighted by the summation of their deviation from the rest of the data. It is noted that an absolute value of each metric could be used instead of an inversion of particular metrics. Inversion is used since the use of absolute values would have the effect of highlighting peaks which are not currently known to be indicative of a defect. For example, frames with unusually high maximum temperature have not been correlated with any defect in XCT . Inversion has the effect of minimizing the defect signal strength of such a frame where the absolute value would keep that frame’s signal high.
X-Ray Compute Tomography
XCT was performed on both depositions. The XCT for the two-pass deposition is characterized in [6]. For the single pass powder with contaminants, XCT measurements are taken by an Xradia Micro-Computed Tomography system utilizing at 150 kV, 10 W Micro Focus Hamamatsu x-ray source. The exposure time was 27 s and the voxel size was 4.13 μm. From the XCT measurements, defects are identified in the deposition. The location of each defect is correlated to a frame in the pyrometer analysis. Figure 2 shows an example of a void defect and a contamination defect.

Defects found using XCT . a Shows a void defect. b Shows a particle of a foreign alloy resulting from contamination of recycled powder labeled as “High Z inclusion”
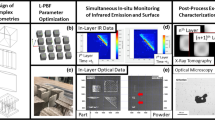
Parameter Optimization
The known locations of defects from XCT can be compared to the relative signal strength of defect-bearing frames in the thermal analysis. To quantify the signal-to-noise ratio, signal strength is calculated as the average value for the defect signal of defect-bearing frames. The noise strength is calculated as the average defect signal value of all remaining frames, using a value of 0 for frames which had a negative defect signal. The ratio of the two (signal strength /noise strength ) is hence referred to as the signal-to-noise ratio (SNR). For the purpose of parameter optimization, the thermal analysis is run several times over both depositions with a matrix of parameter variation. The resulting SNR for each parameter setting on each deposition is illustrated in Fig. 3. Builds on the higher end of the “molten temperature” parameter tended to result in an analysis failure because there were not enough pixels after the molten threshold to make the required measurements.

Signal to noise ratio for the thermal analysis under a matrix of input parameter settings. a Shows the two-pass build from [6] which had several void defects. b Shows the single pass deposition which had powder pollution
Results and Discussion
The SNR matrices in Fig. 3 show interesting trends. The ability for the surface-based thermal analysis to highlight buried porosity defects does appear to be affected strongly by both input parameters, but most interesting is that the optimal set of parameters is different for each build. Because each build exhibited unique defect types (two-pass had voids, the single-pass had contamination), these results could indicate that each defect type is best identified with a unique set of analysis parameters. Void defects appear to be best identified by thesholding the molten pool temperature at 1500 °C with a cooling region width of 80 °C while powder contamination was best-identified thresholding the molten pool temperature of 1325 °C with a cooling region width of 100 °C. It is noted that overall the SNR for the powder contamination build was lower. This is large because along with several contamination particles identified by XCT , there was also a void large enough to be considered a defect (~80 μm diameter) which was not highlighted by the thermal analysis technique under any parameter set. Voids of this size have not yet been identified by this detection process. It is possible that voids of this size are formed by a different mechanism than those previously identified (~40 μm diameter). It was also discussed in previous work that the relatively low framerate of the pyrometer being used could result in missed defects. As is, defect signatures are identified as single frame anomalies as opposed to a gradient which might be seen at a higher framerate. The discontinuity of the measurements is indicative that while most defects are created close enough to a frame to be captured in the data, some defects may occur in a narrow window between frames such that its effect on the molten pool is negligible by the time the next frame is captured. It is suspected that this is the case with the large void in the single pass deposit. As always, more experiments are needed to properly quantify the performance of this technique with the hardware being used. What does seem clear from this work is that the creation of defects during LENSTM deposition leaves a footprint in the areas of maximum temperature in the molten pool, the area of the molten region, the aspect ratio of the molten region, and cooling rate surrounding the molten region. It also appears clear that different defect types may manifest themselves in different ways within these measurements and that analysis parameters can be optimized to focus on them individually.
References
Wong K, Hernandez A (2012) A review of additive manufacturing. ISRN Mech Eng 2012:1–10
Atwood C, Ensz M, Greene D et al (1998) Laser Engineered Net Shaping (LENS™): a tool for direct fabrication of metal parts. In: Conference: 17th international congress on applications of lasers and elector-optics, Orlando, FL
Wang F, Mao H, Zhang D, Zhao X, Shen Y (2008) Appl Surf Sci 255:3267
Nassar A, Spurgeon T, Reutzel E (2014) Sensing defects during directed-energy additive manufacturing of metal parts using optical emissions spectroscopy. In: Proceedings of the solid freedom fabrication symposium. University of Texas, Austin TX
Khanzadeh M, Chowdhury S, Marufuzzaman M, Tschopp MA, Bian L (2018) Sensors, sampling, and simulation for process. Control 47:69
Stockman T, Knapp C, Henderson K et al (2018) Stainless Steel 304L LENS AM process monitoring using in-situ pyrometer data. JOM 70(9):1835–1843
LENS MR-7 Breakthrough additive manufacturing technology for the fabrication and repair of high performance metal components (2016). Optomec.com/wp-content/uploads/2014/04/LENS_MR-7_Datasheet_WEB_0816.pdf
Reynolds P (1964) Br J Appl Phys 15:579
Hornbeck GA (1966) Appl Opt 5:179
Acknowledgements
Los Alamos National Laboratory, an affirmative action equal opportunity employer, is operated by Los Alamos National Security, LLC, for the National Nuclear Security Administration of the U.S. Department of Energy under contract DEAC5206NA25396.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Stockman, T. et al. (2019). Differentiating Defect Types in LENSTM Metal AM via In Situ Pyrometer Process Monitoring. In: TMS 2019 148th Annual Meeting & Exhibition Supplemental Proceedings. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-05861-6_18
Download citation
DOI: https://doi.org/10.1007/978-3-030-05861-6_18
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-05860-9
Online ISBN: 978-3-030-05861-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)