
Abstract
Waste materials have been frequently used as reinforcing materials, to obtain a composite with better properties . Piassava palm is native to the state of Bahia (Brazil) and its fiber, piassava fiber (PF) is a waste material frequently used for industrial and domestic brooms, industrial brushes, carpets, and roofs. The light green clay (LGC) is a natural smectite Brazilian clay from the state of Paraiba. This work aims to produce and evaluate the advantages of this new product achieved by the inclusion of these two natural materials into polypropylene (PP) matrix. A melting extrusion process, using a twin-screw extruder and injection molding machine was used to obtain PP/LGC (97/3 wt%), PP/PF (90/10 wt%) and PP/LGC/PF (87/3/10 wt%) composites . The materials were characterized by mechanical tests, TG , DSC , SEM , and XRD analysis.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
Introduction
Composites (CP) and nanocomposites (NCP) have been used for a long time ago mostly because of their high efficiency and properties . Nowadays, their interaction with the environment has been considered important. The studies that tried to solve the problem involved in the production of polymers considered as aggressors have grown considerably, reducing the environmental impact and strengthening the green industry. In the same period, the natural composite fibers (NCF) have taken an important space, bringing not only an improvement to polymers properties , but also an ecological thinking and reduction costs. Consequently, polymeric composites reinforced with natural fibers (NFRPC) had appeared and became an important strategy to develop new materials. The utilization of NCF can be justified by the low cost, good thermal and acoustical insulation properties , availability, CO2 sequestration, enhanced energy recovery, reduced dermal and respiratory irritation, and reduced tool wear in machining operations [2, 5, 6, 9, 12, 16] which expand the possibilities of producing many exciting new materials with totally new properties [6]. With that, it is also possible to reduce the amount of waste materials discarded every day in the environmental and reduce the pollution [5].
Another possibility to increase polymers properties is using clays in polymeric materials. The clays incorporation has become frequent because of its natural origin and the potential for improvement presented in the properties of CP/NCP. As a reinforcement, clays can increase the mechanical and flame resistance, decrease the permeability to gases and sensitivity to water. This material is presented in nature as lamellar structures with both good swelling and ion exchange capacity and high rigidity. However, the original clay must not be used without a modification of its properties . This process consists of transform a natural clay , with low compatibility to polar polymeric molecules, to an organophilic clay more compatible with polymers. This is an important step to obtain a final material with the organic polymer molecules intercalated with the structural layers of the clay [4]. Several techniques can be used for this modification , such as ions replacement for quaternary ammonium salts, adsorption or ion–dipole interactions, replacement of ions to inorganic cations and cationic complexes [11]. With this modification , the interlamellar distance increases and facilitates the penetration of the polymer in the interlamellar region.
One of the most polymers used, polypropylene (PP) has a diversified application due to its good mechanical, electrical and chemical properties . PP is highly consumed and easily processable, applied to produce bottles and many other housewares, and also has a widespread application in automotive, electrical and business sectors. The incorporation of nanoscales reinforcement (NR) to traditional polymers matrices become promising due to their high properties , such as high aspect ratio (surface/area ratio) and low density [7, 8, 13]. The incorporation of NR modifies all the properties of PP at the same time and this can produce a material with better stiffness and toughness, and also may lead to an exceptional price/volume/performance ratio [13]. Natural nanoscale fillers have been reported as reinforcing material to PP. These nanofillers can be divided into nanoparticles (minerals), nanosheets (exfoliated clay stacks) or nanofibers (carbon nanotubes or natural nanofibers) [7]. Due to its relative simplicity, continuous and large-scale production, the major form better process to incorporate nanofillers into a polymeric material is the melt extrusion and injection moulding processes [3].
Many groups have studied the advantages of NR addition can on the properties of original polymer. Rousseaux et al. showed that the incorporation of carboxylate clays has increased the thermal, mechanical, and rheological properties of the PP nanocomposite [15]. In another study, PP has been reinforced with organo-modified clays and was shown an increased tensile strength [1]. Yang et al. [17] reported that the incorporation of rice-husk flour into PP nanocomposite was responsible to increase tensile modulus and reduce notched and unnotched Izod impact strengths. Carbon nanotubes have been reported as other important NR, it was observed that PP reinforced with nanotubes showed increased Young’s modulus and tensile strength [8]. Glass-fibers and carbon-fibers are others examples of reinforcement to PP that lead to a reduced tensile failure with increasing the amount added of fibers [3]. The present work aims to evaluate the benefits induced by a Brazilian light green clay and piassava fiber addition into polypropylene .
Materials and Methods
Materials
The natural raw light green clay (RLGC) from Cubati, Paraiba, Brazil. The natural piassava fiber (NPF) is a residue extracted of piassava trees from Brazilian Atlantic Forest in Bahia state region, Brazil. The polypropylene (PP) MRF from Braskem S/A.
Light Green Clay Preparation
The modification process was an important step to obtain an organophilic clay . Initially , the RLGC was dispersed in deionized water in the ratio of 4 wt% with vigorous agitation for 30 min. After that, it was added Na2CO3 (50 meq of sodium per each 100 g of the RLGC) to replace the calcium ion in the RLGC. In the sequence, it was introduced a quaternary ammonium salt into the clay . Hexadecyltrimethylammonium chloride (70 meq of the quaternary ammonium salt) was introduced with vigorous agitation for 30 min. The organophilic light green clay (LGC) was decanted for 24 h, dried at 60 °C in an oven with air circulation (Quimis, Q314 M) for about 6 h and, finally, the LGC was milled to fine powder.
Piassava Fiber Preparation
The NPF residues were washed and clean the NPF to remove impurities, dried in a in an oven with air circulation for 24 h at 60 °C. NPF residues dried was reduced a fine powder (PF) with particles size equal smaller than 125 μm, using a knife mill (Tecnal, TE650/1) and ball mill (Chiarotti). After that, the powder of the piassava fiber (PF) was dried again in an oven with air circulation for 24 h at 60 °C in order to obtain PF with less than 2 wt% of humidity.
Composite Preparation
The composites material based on PP, LGC and PF, according to Table 1, were prepared by using a twin-screw extruder machine from Maplan. The extrusion temperature profile was 160, 175, 175, 180 and 180 °C. The screw speed was set from 20 to 30 rpm. The extrudates materials were cooled down in water at room temperature for a better dimensional stability, pelletized dried again at 60 °C ± 2 °C for 24 h and fed into injected molding from 185 to 210 °C, and the mold temperature was set to 50 °C and specimens test samples were obtained.
Characterization Methods
Thermogravimetric Analyses (TG)
The TG analysis of the PP and its composites materials were carried out using a Mettler Toledo TGA module, TGA/SDTA851e, the temperature range was set from 25 to 600 °C with an increase rate of 10 °C min−1, under nitrogen atmosphere (50 ml/min).
Differential Scanning Calorimetry (DSC)
The DSC analyses were carried out using a Mettler Toledo DSC , 822e from using a temperature range from 25 to 250 °C with an incensement range of 10 °C/min and under a nitrogen condition atmosphere (50 ml/min). In addition, to remove previous thermal history, the materials were heated to 250 °C (10 °C/min) and remained at that temperature for 5 min, and then were cooled to room temperature (10 °C/min). The samples were heated again to 250 °C with a heat range of 10 °C/min. With these data was possible to access the melt temperature (Tm), melting enthalpy (ΔHm) and crystallinity percentage variation (Xc (%)) of neat PP and composites . The crystallinity percentage was determined by the following equation:
where
- Xc:
-
crystallinity percentage;
- ΔHm:
-
melting enthalpy of the sample;
- ΔHm0:
-
melting enthalpy of PP assuming 100% of crystallinity ;
- wf:
-
mass fraction of the reinforcement in the materials.
X-Ray Diffraction (XRD)
The XRD analysis of the PP and its composites materials were carried out using a Siemens, D5000 diffractometer, operated at 40 kV and 40 mA with a CuKα radiation (λ) 15.4 Å wavelength. The interlayer spacing (d) of the clays were calculated through Bragg’s equation (2):
where
- n:
-
whole number;
- λ:
-
1.54 Å is the incident radiation’s wavelength;
- d:
-
interlayer spacing;
- 2θ:
-
diffraction angle.
Field Emission Scanning Electron Microscopy (FE-SEM)
FE-SEM of cryo-fractured samples under liquid nitrogen were carried out using a JEOL-JSM-6701 F, a microscope with an accelerating voltage of 1–30 kV, using EDS Thermo-Scientific mod. Noran System Six software, in carbon-sputtered samples.
Mechanical Tests
The tensile tests for all samples were performed according to ASTM D 638 using a Universal Testing Machine INSTRON, model 5564 at room temperature and loading rates of 50 mm/min.
Results and Discussion
Characterization of the LGC
After the procedure to obtain an organophilic LGC, the distance between the layers of the clay was measured by XRD . As a control, the XRD of the natural clay was also measured. The Fig. 1 shows the XRD curves of the original (RLGC) and organophilic clay (LGC). The three characteristics peaks on XRD pattern of LGC are the montmorillonite peak (2ϴ = 5.5°), kaolinite peak (2ϴ = 12.3°) and quartz peak (2ϴ = 26.6°). In the XRD curves presented above it is observed that the original LGC exhibit a first 2ϴ peak at 5.50° and an interlayer distance (d001) of 16.1 Å corresponding to montmorillonite. The modified LGC presented a shift for montmorillonite peak at 4.60° and an increased d001 value of 19.2 Å, indicating the intercalation of the quaternary ammonium salt between the lamellar space of LGC. It was also observed an increased the intensity in the peak at 26.60° (quartz) after modification with a quaternary ammonium salt.

XRD patterns of original clay (RLGC) and organophilic clay (LGC)
Composite Properties
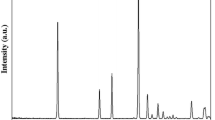
After the extrusion and molding process, we obtained homogenous specimen test samples. We assessed the quality of the incorporation of the PF and LGC to the matrix. The specimen test samples were introduced in a diffractometer and the interlayer spacing was measured. In Fig. 2, it is possible to observe that the PP/PF/LGC composite shows a pattern of peaks similar to each reinforcement alone, this indicates that the incorporation procedure was efficient.

XRD patterns of PP composites
We also measured the reinforcement incorporation using a FE-SEM technique. In Fig. 3, it is presented the micrographics of each composite. It was observed that with the percentage of 1.5% of LGC the dispersion of clay was homogeneous between all groups. On the other hand, the incorporation of the PF was inadequate, once it was observed an empty space between the PF and the PP matrix.

FE-SEM of cryo-fractured images of the PP composites at a magnification of 5000x. Arrows indicate the LGC agglomeration and circles indicate the PF incorporation
The TG curves of the neat PP and their composites samples are presented in Fig. 4.

The TG thermogravimetric (a) and the derivative thermogravimetric (b) profiles of neat PP and their composites
In Table 2 it is possible to observe the decomposition temperatures and weight loss of PP and composite materials. It is observed that the materials had only one stage of degradation, except the composite formed by PP/PF and PP/PF/LGC that presented two stages of degradation. These stages of degradation occurred due to the presence of the piassava fibers (PF) in the composites because it has lignocellulosic materials, which degrade at different temperatures. The first temperature degradation of 214.87 °C was characteristic of hemicellulose. The second, at the point 329.49 °C, was characterized for the presence of cellulose [14]. Lignin was the material that does not decompose easily, because of that part of it remained in high temperature.
Continuing with the characterization of the composites the DSC analyses were performed to observe the spectrum profile and to determine the melting temperature (Tm), melting enthalpy (ΔHm) and crystallinity percentage (Xc) of each composite. It is observed in Fig. 5 that the peaks showed a similar behavior according to temperature, but a difference in the intensity between some materials was observed. The melting temperature of the materials has no significant difference and all of them show a peak around 160–165 °C, corresponding to the crystalline phase of neat PP [10].

DSC melting curves of neat PP and their composites
The values determined by this technique of each material are presented in Table 3. From this table, it is shown that the melting enthalpy decreased in the PP/PF and PP/PF/LGC composites and the PP/LGC composite obtained a higher percentage of crystallinity compared to neat PP, this could occur in consequence of mechanical blocking by the fibers during the process, this could reduce the crystallinity of the material.
For the final characterization , the tensile test was performed and the results are presented in Fig. 6. It is observed that the neat PP is more elastic and ductile, compared to the other materials. It is observed that the inclusion of the PF decreases the elastic factor of the composite. In addition, the combination of PP and LGC increased rigidity to the material, thus requiring a greater tension to deform it. However, with the inclusion of PF to the composite the stiffness of it decreased, but the tensile strength was extremely increased.

Diagram stress (MPa) X strain (%) for tensile tests of the neat PP and their composites
The tensile strength at break, elongation at break (%) and Young’s Modulus re presented in Table 4 and it is observed that both tensile strength at break and Young’s Modulus were increased in all composites . The PP/PF/LGC composite showed the smaller values between the materials, probably the high percentage of reinforcement altered these values.
Conclusions
After all these analyses, it can be concluded that the clay modification process was adequate to produce an organophilic clay with a good interlamellar space. The incorporation of PF and LGC into the PP matrix was efficient, the reinforcements increased some properties of the neat polymer. A significant increase in tensile strength and Young’s Modulus and small protection of degradation was observed after incorporation of clay and piassava fiber residues. However, further experiments are necessary to deeply investigate the benefits of the incorporation of these particles.
References
Bureau MN, Ton-That M-T, Perrin-Sarazin F (2006) Essential work of fracture and failure mechanisms of polypropylene–clay nanocomposites. Eng Fract Mech 73(16):2360–2374
Faruk O, Bledzki AK, Fink HP, Sain M (2012) Biocomposites reinforced with natural fibers: 2000–2010. Prog Polym Sci 37(11):1552–1596
Fu S-Y et al (2000) Tensile properties of short-glass-fiber-and short-carbon-fiber-reinforced polypropylene composites. Compos Part A Appl Sci Manuf 31(10):1117–1125
Gomes LVR (2016) Preparação e caracterização de nanocompósitos de polipropileno reforçados com argila verde lodo e fibra de castanha-do-brasil. São Paulo. 2016. Tese (Doutor em Engenharia Metalúrgica e de Materiais). Escola Politécnica da Universidade de São Paulo
Kalia S, Avérous L, Njuguna J, Dufresne A, Cherian BM (2011a) Natural fibers, bio-and nanocomposites. Int J Polym Sci
Kalia S, Dufresne A, Cherian BM, Kaith BS, Avérous L, Njuguna J, Nassiopoulos E (2011b). Cellulose-based bio-and nanocomposites: a review. Int J Polym Sci
Kumar V, Singh A (2013) Polypropylene clay nanocomposites. Rev Chem Eng 29(6):439–448
Manchado MAL et al (2005) Thermal and mechanical properties of single-walled carbon nanotubes–polypropylene composites prepared by melt processing. Carbon 43(7):1499–1505
Mir A, Zitoune R, Collombet F, Bezzazi B (2010) Study of mechanical and thermomechanical properties of jute/epoxy composite laminate. J Reinf Plast Compos 29(11):1669–1680
Nuñez AJ et al (2002) Thermal and dynamic mechanical characterization of polypropylene-wood flour composites. Polym Eng Sci 42(4)
Paiva LB, Morales AR, Valenzuela-Diaz FR (2008) Argilas organofílicas: características, metodologias de preparação, compostos de intercalação e técnicas de caracterização. Cerâmica 54(330):213–226
Pickering KL, Li Y, Farrell RL, Lay M (2007) Interfacial modification of hemp fiber reinforced composites using fungal and alkali treatment. J Biobased Mater Bio 1(1):109–117
Pukánszky B (1999) Particulate filled polypropylene composites. In: Polypropylene. Springer, Dordrecht, pp 574–580
Rachini A, Le Troedec M, Peyratout C, Smith A (2008) Comparison of the thermal degradation of natural, alkali-treated and silane-treated hemp fibers under air and an inert atmosphere. Wiley InterScience 112:226–234
Rousseaux DDJ et al (2011) Water-assisted extrusion of polypropylene/clay nanocomposites: a comprehensive study. Polymer 52(2):443–451
Sarikanat M (2010) The influence of oligomeric siloxane concentration on the mechanical behaviors of alkalized jute/modified epoxy composites. J Reinf Plast Compos 29(6):807–817
Yang, H-S et al (2004) Rice-husk flour filled polypropylene composites; mechanical and morphological study. Compos Struct 63(3–4):305–312
Acknowledgements
The authors wish to thank CAPES and CNPq to provide the support for this work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Correia, S.A., Cruz, P.V., Rodrigues, T.C., Monteiro, A., Diaz, F.R.V., Moura, E.A.B. (2019). Production and Characterization of a Hybrid Composite of Polypropylene Reinforced with Piassava (Attalea funifera Martius) Fiber and Light Green Clay. In: Li, B., et al. Characterization of Minerals, Metals, and Materials 2019. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-05749-7_74
Download citation
DOI: https://doi.org/10.1007/978-3-030-05749-7_74
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-05748-0
Online ISBN: 978-3-030-05749-7
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)