
Abstract
The chapter analyses the potential for development and the application of nanotechnologies in catalytic oil refining processes. Catalysts play a key role in most oil refining processes, so improving their properties or developing new catalyst types are seen as high-priority technological objectives, the achievement of which would have a major effect on the efficiency of production in the fuel-and-energy complex. Such technologies have potential for deeper oil processing; accelerated development of motor, diesel, and other fuels’ production; and production of petrochemical materials—provided advanced, high-performance equipment and innovative efficient catalysts and sorbents are used and the principle of combining production processes at a single high-capacity installation is observed.
Russia offers significant opportunities for expanding into external markets which requires efforts to acquire knowledge and experience related to the application of innovative international technologies and processes to achieve breakthrough in domestic production. Along this way Russia has a chance to become an international technology development hub, offering conditions for creating and disseminating far beyond its borders the most advanced industrial and research technologies, attracting international intellectual capital and high-tech companies, and—most importantly—achieving competitive positions to secure advantages in a specific segment of the technology chain, to successfully integrate into the international division of labour.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Global Technological Development Trends in the Oil Refining Sphere
National oil refining markets are all integrated into the global petroleum production and consumption system, and that it is affected by global trends, their dynamics and consequences, both within and outside industry-specific processes—in the framework of international paradigms. Therefore, the strategic objectives set in the oil refining sphere can only be accomplished if the sphere’s development is approached in a systemic way—i.e. domestic demand and available S&T potential are viewed in the context of global technological trends and development vectors on the global catalyst market.
1.1 Oil Refining Structure
The technological processes that are applied to extract products from crude oil required in practically all spheres of modern life demonstrate a complex structure: the current scheme is based on double processing and includes over 20 technological processes performed at various installations, using different kinds of catalysts. During primary processing, crude oil is distilled under atmospheric pressure and separated into fractions with different boiling temperature. The heavy fraction (boiling temperature >350 °С) is often subjected to additional vacuum distillation. Catalysts are actively applied in secondary oil refining processes, including catalytic cracking, reforming, hydrofining, isomerisation, alkylation, hydrocracking, hydrodesulphurisation, hydrodewaxing, deasphalting, and selective treatment of lubricants.
Various processes’ specific roles vary depending on the fluctuations of prices of and demand for oil and oil products and are affected by the emergence of new requirements for oil products’ properties, new technologies, and catalysts. For example, in regions where only basic oil refining is performed and consumption of fuel oil is high, the predominant technologies include catalytic reforming, petrol isomerisation, hydrofining of diesel and jet fuels, and hydrofining of fuel oil for the production of commercial-grade fuel. In regions where oil is processed more deeply and consumption of fuel oil is low, the predominant technologies include destructive refining (cracking and hydrocracking) and upgrading of oil products (via reforming and hydrofining) and fuel oil. In addition to oil refineries, some of these regions also have petrochemical synthesis facilities. In that case, pyrolysis and catalytic reforming processes are applied to maximise lower olefins and aromatic hydrocarbons output (Krylov 2004). Among these processes the development prospects for secondary oil processing nanotechnologies involve upgrading six technological processes, which are believed to have the biggest catalyst markets:
-
Hydrofining
-
Catalytic cracking
-
Isomerisation of light gasoline fractions
-
Catalytic reforming
-
Alkylation
-
Hydrocracking
Key oil refining development trends and potential for applying nanotechnologies to produce catalysts are analysed below in the framework of this technological processes’ structure.
1.2 Oil Refining Trends and Development of Global Catalyst Market
Recently, developed countries were showing a trend towards abandoning the construction of new crude oil refining facilities and switching to upgrading production processes by introducing new installations and applying catalytic processes to upgrade and improve the quality of intermediate primary refining products. Having more secondary oil refining installations allows for an increase in the output of high-quality, expensive light oil products, with lower output of cheap fuel oil. Table 4.1 shows that leading global producers of oil products (Western European countries, the USA, Russia, and Japan) set the technological structure of global oil processing industry, which comprises five key production processes: catalytic cracking, reforming, hydrofining, alkylation, and isomerisation.
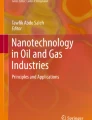
Thus, light oil products are becoming increasingly important on the global oil refining market, and catalysts are actively applied in their production. Catalytic processes’ capacity is rapidly growing. This trend is expected to continue and will largely determine the industry’s development vectors. Another global trend, particularly evident in developed countries—importers of oil products—is the increasingly stringent environmental laws aimed primarily at reducing harmful emissions from burning fuel and constantly growing requirements for oil products’ quality, which among other things resulted in the EU member countries’ switching to Euro-5 fuel with extremely low sulphur content. Also, the demand trends of recent years show that consumption of distilled diesel fuels and high-quality petrol in the EU countries is rapidly growing. Petrol consumption in the USA and Asia-Pacific region is also growing. Demand for jet fuel grows less rapidly, while demand for fuel oil is gradually falling. All these trends contribute to the growth of global catalyst market, which is estimated at 15–20 billion USD annually, and the range of available industrial catalysts is annually renewed by 15–20%. Currently the global catalyst market has the following structure: hydrofining catalysts amount to about 40%; cracking catalysts, 30%; hydrocracking, 7%; reforming, 5%; and other catalysts, 20%. Figure 4.1 shows the forecasted growth rates for main oil refining technologies’ markets (in value terms).

Forecasted growth rates for global catalyst market. Source: HSE
Overall the global oil refining market is determined by a few key trends noted in the framework of the five selected technological processes.
Catalytic Cracking
-
Installations’ total capacity will remain at the current level until 2030.
-
A slight growth of cracking catalysts consumption is expected.
-
In value terms, the global market is expected to significantly grow by 2030 due to considerable growth of catalyst prices.
Hydrofining
-
Hydrofining installations’ total capacity by 2030 will grow by 25%.
-
Consumption of sulphide hydrofining catalysts is expected to grow both in absolute and value terms.
-
Catalyst prices are generally expected to remain at the current level.
Isomerisation of Light Gasoline Fractions
-
Global isomerisation catalysts market is expected to grow by 40–50% by 2030.
-
Low-temperature isomerisation is the most advanced and promising process.
Catalytic Reforming
-
Reforming installations’ capacity is expected to grow by 20% by 2030.
-
Reforming in moving catalytic layer is considered to be the most advanced and promising way to apply this process.
-
Annual consumption of catalysts is expected to quickly grow, both in value and absolute terms, due to increased production capacity.
Hydrocracking
-
One of the most promising technologies; by 2030 installations’ capacity is expected to double.
-
Annual consumption of catalysts is also expected to double.
1.3 Russian Oil Refining Industry and Catalyst Market
Major changes were noted in Russian oil refining industry in recent years. The output grows, and the quality of produced motor fuels is gradually improving. Several Russian oil refineries are building new facilities for deep oil processing; some of them are already operating. The backbone of the Russian oil refining industry is 27 large refineries with total designed capacity of 260 million tons of crude oil a year (which amounts to 95–98% of all processed oil). Lately Russian oil companies have been significantly increasing their investments in oil processing, which resulted in growing oil refining volume and gradual improvement of motor fuel quality—due to discontinuing production of leaded petrol, there is a higher share of high-octane petrol and environmentally clean diesel fuel. Forecasts for major types of oil refining catalysts’ markets (in value terms) are presented in Fig. 4.2.

Forecasted trends for Russian catalyst market. Source: HSE
The development of the Russian market during the time horizon of the study will be affected by the following key trends (Table 4.2).
Thus an analysis of global and Russian trends revealed vectors affecting the development of technological processes suitable for the application of catalysts with the required properties. Improvement of these processes will allow for the production of competitive oil refinery products for the Russian and international markets in the next 15 years.
2 Catalytic Refining Technologies’ Characteristics
Oil refining catalysts (further on, catalysts) are nanostructured substances which, in the course of a cycle of intermediate interactions, speed up oil refining chemical reactions without being spent in the process. Russian oil refining nanotechnologies are developed to improve catalysts for cracking heavy crude oil to refine it into light products, for gasoline fractions’ reforming, for deep hydrofining of diesel fuel to remove sulphur, to process accompanying oil gases, etc. Analysing the structure of demand for catalysts, the dynamics of key technical and economic properties of major installation types and the catalysts they use, allows one to identify opportunities for and barriers hindering technological development of oil refining industry. The development of oil refining technologies went through several key stages connected with the introduction of specific catalytic processes. The 1960s was the time of major application of catalytic reforming of gasoline fractions (aromatisation, isomerisation, and de-hydrolysation of original hydrocarbon compounds), which allowed for the significant improvement of the efficiency of internal combustion engines with the spark ignition of air-fuel mixture—carburettor ones, and currently engines based on fuel injection into cylinders. The increased efficiency of such internal combustion engines is thermodynamically linked to the increased compression ratio of the air-fuel mixture, which is limited by petrol’s antiknock quality. The acceptable compression ratio increases with the reduction of the engine cylinders’ diameter, while the volume power is boosted by increasing the number of crankshaft revolutions—which complicates adjusting the composition of the working mixture under varying speeds and loads.
As of 2002, leading automobile manufacturers started the mass production of petrol internal combustion engines with forced injection of fuel into cylinders and electronic adjustment of spark ignition’s advance. This solved the problem of preparing the working mixture and providing optimal conditions for combusting it in high-speed engines, but made requirements for petrol’s antiknock quality and the range of its components’ boiling temperatures even more stringent. Traditional oil refining processes needed novel technological solutions not just abroad but in Russia as well.
Next, the main characteristics of processes, installations, and catalysts to a greater or lesser degree represented and demanded on Russian and global markets are described.
2.1 Catalytic Cracking
Catalytic cracking is a major technology for producing a high-quality petrol component with octane number of 91–93 (RM). It also produces fractions which can be used as diesel or jet fuel components. Catalytic cracking produces a significant amount of gas rich with propane-propylene and butane-butylene fractions (raw materials for making high-octane MTBE ether, alkyl benzene, and other valuable motor fuel components). Catalytic cracking installations also supply materials for producing high-quality “needle” coke. Catalytic cracking gas-oils are used to make carbon-black materials and naphthalene. During the long period of development (starting in the 1930s), catalytic cracking was significantly improved, both in terms of contact between raw material and catalyst (in the stationary layer, bead catalyst moving layer, microspheric catalyst “boiling” layer) and the applied catalysts (tableted catalysts based on natural clays, bead synthetic aluminium silicates including nanostructured zeolite-containing ones). These improvements resulted in radical changes in the technological process as a whole, which allowed for increasing end product output (petrol component) from 30–40% to 50–55% mass (Melik-Akhnazarov 1980). The catalytic cracking process is largely determined by the properties of the applied catalyst. To process heavy oil residue and secondary products, modern cracking catalysts must provide a high output of high-octane petrol (over 50% of raw material mass), with minimum required coke content in the catalyst. A typical modern cracking catalyst is a very complex nanostructured composite, whose all-important component is 0.2–0.6 micron nanocrystals of ultra-stable sheet-morphology zeolite (Parmon 2008). Cracking catalysts are heterogeneous dispersed multicomponent porous systems, with the following overall functional structure:
-
Active phase (3–20% mass)—zeolite Y in various cation-exchange forms
-
Binder—aluminium silicates, oxides Al, Si
-
Filler—clays of kaolin or montmorillonite type (Gerzeliyev 2008)
To synthesise a cracking catalyst with specific properties, the components (zeolite, filler, binder) must be combined in the optimal way, taking into account their physical–chemical interaction during production of the catalyst. Cracking catalyst’s activity is primarily determined by the quality of the nanostructured zeolite used, which in turn is adjusted both at the synthesis and processing stages. X and Y zeolites in rare-earth or ultra-stable forms are highly active and highly selective in oil fractions’ cracking; they are stable under high-temperature impact in air and water vapour environments and have adequate entrance window sizes in structural cavity; accordingly, they are frequently used to synthesise cracking catalysts (Gerzeliyev 2008). Cracking catalyst’s matrix must ensure the catalyst has the necessary basic properties: high mechanical strength, primary cracking of the raw material’s heavy component (the matrix’s adjustable activity to process vacuum gas-oil with high-end boiling point (up to 600 °С)), efficient heat removal from zeolite crystals during the catalyst’s regeneration, and high heat capacity to provide heat for endothermic cracking reaction; nanostructured zeolite’s surface must be accessible to reacting molecules (i.e. it must be sufficiently porous); and the catalyst must have acceptable volume weight so it could be retained in the system. Currently two kinds of cracking catalysts are produced:
-
Granulated catalyst in the form of beads or granules (average particle size from 2 to 5 mm), for application in installations with moving catalytic layer
-
Microspheric catalyst (maximum particles diameter up to 120–150 microns), for application in installations with aerated catalyst layer
The demand for granulated catalyst is estimated at 6–8 thousand tons a year, depending on installations’ utilisation rate. As to microspheric catalyst, demand for it, again depending on installations’ utilisation rate, amounts to about 8–9 thousand tons a year. These catalyst types are used in both traditional and advanced “process-catalyst” complexes (the catalytic process’s scheme and the applied catalyst type):
-
1.
In lift reactor installations, microspheric (powdered, with average particle diameter of 10–70 microns) silica-alumina zeolite-containing catalysts are used.
-
2.
In double-regeneration cracking installations, microspheric (powdered, with average particle diameter of 10–70 microns) silica-alumina zeolite-containing catalysts are used.
-
3.
In X-design technology, microspheric (powdered, with average particle diameter of 10–70 microns) silica-alumina zeolite-containing catalysts are used.
-
4.
In millisecond cracking installations, microspheric (powdered, with average particle diameter of 10–70 microns) silica-alumina zeolite-containing catalysts with optimal rare-earth elements content are used.
-
5.
In moving catalytic layer installations, bead silica-alumina zeolite-containing catalysts are used.
-
6.
In aerated catalytic layer installations, microspheric (powdered, with average particle diameter of 50–150 microns) silica-alumina zeolite-containing catalysts are used.
Lift reactor installations are currently considered the mainline type; they offer several advantages such as reduced contact time (the catalyst does not have time to coke which allows for the use of heavier raw materials); increased temperature (in reactor, 530 °С; in regenerator, about 700 °С) and petrol output (52–56%); the octane number is over 90 and catalyst circulation ratio is 6–7 (the amount of catalysts per ton of raw material); and high productivity. However, it also shows certain drawbacks, such as complex operation and high energy consumption. Installations of this type are operating in several Russian cities; their optimal capacity is up to 2 million tons of raw material a year.
Double-regeneration cracking installations are an analogue of lift reactors. There are no such installations in Russia, but in foreign countries they amount to 7–10% of the total number of lift reactor installations. Such installations have several significant advantages including the possibility of using heavy raw materials; finer catalyst cleaning (resulting in higher activity); opportunity to change circulation ratio; more flexible temperature controls; and more efficient regeneration due to an independent air supply to each regenerator. There are also certain drawbacks including significant emissions, loss of catalysts, high energy consumption, and problems with retaining the installation’s thermal balance.
X-design technology is mentioned among the prospective ones due to several advanced properties, e.g. low energy consumption during regeneration, opportunity to prolong service life, and more efficient use of catalyst. A drawback is the high energy requirements for transporting the catalyst.
A millisecond cracking installation is operating in Belarus, but there are no plans to build one in Russia so far—though the costs are quite comparable with others. Among its strengths, the experts noted a compact reactor, convenient operation, low energy consumption, and opportunity to use very heavy raw materials. Weaknesses mentioned by the experts included ultrashort (in terms of time) contact; cracking of heavy raw materials; and the opportunity to obtain better characteristics using vacuum gas-oil and fuel oil mix.
Installations with a moving catalytic layer belonging to an already obsolete type are no longer built because their weaknesses are well known. These include small contact surface, low petrol output and low octane number, and quick coking of catalyst which occurs due to long contact of raw material with catalyst. Other obvious advantages of this type are the use of air as a transportation agent to move the catalyst in the installation and the separation of reactor and regenerator.
In the late 1990s, such installations were widely used in Russia, amounting to about 30% of all installations of the 43–102 type. Currently, 11 such installations remain in Russia. Each processes about 600 thousand tons a year. In 20 years’ time, they are expected to become completely obsolete and will be replaced with new ones.
Aerated catalytic layer installations are also obsolete now. They are large, difficult to operate, and have high energy requirements. However, they also have certain advantages such as higher output and octane number (the main advantage) and possibility of maintaining higher temperatures (which provides a deeper cracking producing more light fractions). Three such installations currently remain in operation in Russia. In other countries they are no longer in use. This type of installation uses a microspheric catalyst with a pore diameter between 50–70 and 150 microns. Total contact time is between 2 and 6 min; contact time in aerated layer, under 2 min; reactor temperature, about 500 °С; regenerator temperature, 650–670 °С; catalyst circulation ratio, about 4–5; and petrol output, 48–50%.
2.2 Catalytic Reforming
Catalytic reforming is a complex chemical process which involves reactions resulting in formation of aromatic hydrocarbons. It is applied in the petrochemical industry to perform some of the most important, large-scale, and common processes: the production of highly aromatic distillates from low-octane straight-run gasoline fractions, i.e. high-octane petrol components, and separating from them individual aromatic hydrocarbons such as benzene, toluene, and xylenes (Kapustin 2007).
Aromatic compounds and benzene are now officially recognised as harmful cancerogenic substances, and a decision was made to radically reduce their content in petrol. However, reducing the reforming petrol’s share in the total pool of petrol firstly would be quite expensive for the society, and secondly, reforming is one of the main sources of cheap hydrogenous gas at oil refineries, which is necessary for hydrogenation processes (hydrofining, hydrocracking).
Reforming’s share in oil processing at global oil refineries is on average 14%. Commercial petrol produced in the USA on average contains 20–25% of reformate; in Western Europe the relevant figure is about 30–40% and in Russia 45–50%. Therefore, completely abandoning reforming is hardly going to happen in the near future (Krylov 2004).
Straight-run gasoline fractions (their content in oil is usually 15–20% mass) due to their chemical composition have low antiknock value (MON-50 and RON-55). Gasoline fractions of most oil types contain 60–70% of paraffin hydrocarbons, about 10% of aromatic, and about 30% naphthenic. However, the process’s product—reformate—has high antiknock value (MON = 80–90 and RON = 90–100), due to results of various chemical reactions (the main one being cyclodehydrogenation of hydrocarbons) leading to changes in its chemical composition (Borodacheva and Levinbuk 2008).
The process’s evolution during the last 60 years amounted to an increased depth of raw material processing, the selective aromatisation of paraffin hydrocarbons, and an increased stability of catalysts. Thus output of aromatic hydrocarbons and hydrogen increased by more than 1.5 times, while catalysts’ inter-regeneration cycle grew by 4 times. The process’s technological progress amounted to a reduced working pressure, from 3.0 to 0.35 MPa, due to the development of new highly stable catalysts and the application of a modified technology with continuous catalyst regeneration.
Catalysts used in reforming perform two major functions: dehydrating-hydrating and acidizing. Catalyst’s dehydrating-hydrating function is normally performed by metals—platinum, palladium, and nickel. Platinum component has the highest dehydrating properties. Its function is to speed up dehydration and hydration reactions, which stimulates formation of aromatic hydrocarbons, continuous hydration, and the partial removal of intermediate reaction products which lead to coking. Platinum content in the catalyst is usually at 0.3–0.6% (mass). Lower platinum content reduces the catalyst’s resistance to poisons, while a higher concentration reveals a tendency towards stronger demethylation reactions. Another factor limiting the catalyst’s platinum content is high cost. Platinum-conditioned activity of the catalyst can be adjusted by changing platinum concentration and the degree of its dispersion in the carrier, up to values measured in whole nanometres.
Acidizing function is performed by the catalyst carrier—aluminium oxide. The catalyst’s acidic properties determine its cracking and isomerising activity. A halogen is added to the catalyst to increase its acidizing function. Recently, chlorine was frequently used for this purpose; a while ago it was fluorine (and occasionally still is), which stabilises high dispersion of platinum by forming complexes with it and with aluminium oxide. Chlorine’s advantage is that it promotes cracking reactions to a lesser extent (this is particularly important under a strict regimen). Chlorine content is 0.4–2.0% (mass). Loss of chlorine in the catalyst during its oxidising regeneration is replenished by periodic or ongoing chlorine feed (the amount is 1–5 mg/kg of raw material). The catalyst’s acidity is very important for achieving a certain depth of raw material’s processing, for making a product with the required octane number during the specified period for staying in the reaction zone, and under the specified temperature. Catalysts combining both these functions (dehydrating and acidizing) are called bifunctional. They are also used for cyclodehydrogenation reactions which are particularly relevant for processing raw material with high paraffin hydrocarbon content.
The main catalyst evaluation criteria are the raw material’s feed rate; stable reformate (catalysate) output; product’s octane number or output of aromatic hydrocarbons; light fractions’ content in the reformate; output and composition of gas; and catalyst’s service life. An efficient way to increase catalysts’ activity, selectivity, and stability is to introduce special elements into them—promoters, which ensure desirable effects. Russian refineries initially used AP-56 aluminium-platinum catalysts, based on fluorinated aluminium oxide and containing 0.56% (mass) of platinum. The catalyst was applied without preliminary hydrofining of raw material, to produce catalysate with MON 75. Under such conditions, the main reaction leading to formation of aromatic hydrocarbons was naphthene dehydrogenation. The second stage of the Russian variant of reforming was connected with development and application of AP-64 chloride-containing aluminium-platinum catalyst and application of such technologies as raw material hydrofining and dehydration, chlorination of the catalyst during the reaction cycle, and reducing the process’s pressure from 4.0 to 3.0 MPa. Such intensification of the process allowed the production of up to 40% (mass) of aromatic hydrocarbons in the reformate through cyclodehydrogenation of paraffin hydrocarbons.
However, each of the applied catalytic reforming types has its own advantages and drawbacks.
-
1.
The process in the stationary catalytic layer with intermediate heating between reaction zones (several reactors are positioned in a row one after another, with reaction’s products being heated in between them, on their way from the previous to the next reactor). At the same time hydrogen is circulating through the system, which requires high-pressure compressors. The catalyst is platinum (including other metal additives, i.e. bimetallic) overlaid on aluminium oxide. This catalytic complex has a number of advantages and currently meets the main consumer requirements; also this technology is believed to be the best-developed one. The drawbacks are a low volume rate (13 inv.h.); high pressure (35 atm.) (which increases the costs); high sensitivity to harmful contaminants; and limited regeneration of catalyst, which reduces its activity.
-
2.
Process in the stationary catalytic layer with intermediate heating between reaction zones—zeolite platinum-containing (including with other metal additives, i.e. bimetallic) catalyst. This catalyst’s advantages (compared with platinum on aluminium oxide) include lower pressure (20 atm.), high volume rate (2–2.5 inv.h. and potentially 3–3.5), higher octane number of the reformate, and increased hydrogen output under the same process regimen. This catalyst shares its drawbacks with platinum on aluminium oxide, though it has fewer conditions for continuous regeneration (which results in reduced activity), and is sensitive to harmful contaminants. Another major drawback of the process is high pressure—higher than in moving layer.
-
3.
Process in moving catalytic layer—platinum (including other metal additives, i.e. bimetallic) overlaid on aluminium oxide. The attractive properties including lower sensitivity to harmful contaminants, higher octane number of reformat, and higher hydrogen output, plus the opportunity to process heavier raw materials. On the other hand, higher strength is required to improve product quality.
-
4.
Process in moving catalytic layer—zeolite platinum-containing (including with other metal additives, i.e. bimetallic).
Significant strengths of this technology are the highest octane number of the reformate, lowest pressure (9 atm.), possibility of processing heavier raw materials, and higher hydrogen output. But at the same time production costs are high, including high catalyst prices. It’s expected that catalysts’ development moves towards increasing octane number and reformate output and reducing the content of aromatics and benzene in it. Overcoming this contradiction requires strengthening catalysts’ isomerisation function—and the zeolite component does exactly that.
2.3 Isomerisation of Light Gasoline Fractions
The isomerisation process is applied to increase C5–C6 oil fractions’ octane number by transforming the normal structure paraffins into isomers with a higher octane number. Isomerisates’ most important consumer property (unlike reformates) is a very small difference between their motor and research octane numbers. Accordingly, a high-octane isomerisate can be considered an adequate component for mixing with reformate, because of the following important reasons:
-
To increase light gasoline fractions’ octane characteristics (overpoint fraction—100 °С)
-
To reduce the difference between MON and RON in commercial petrol and increase octane index
-
To reduce overall aromatic hydrocarbons content, including benzenes
-
To level petrol’s octane numbers for the whole mass of evaporant fuel
In the last decade isomerisation process became one of the most profitable technologies for the production of high-octane, environmentally clean petrol components, widely applied in many countries to increase octane numbers of С5–100 °С gasoline fraction by regrouping molecular structure of regular paraffins into their isomers with higher octane number.
Isomerisate of С5–С6 light gasoline fraction has a low content of aromatic and olefinic hydrocarbons with research octane characteristic between 68 and 83 points, depending on the processed fraction’s quality, isomerisation type, and process scheme.
It should be stressed that combining isomerisation and reforming processes to meet the current and prospective requirements for motor petrol is a high-priority and economically sensible option. If reforming removes heavy low-octane petrols and thermal processes’ petrols from the overall petrol pool and transforms them into aromatic high-octane components, isomerisation extracts from the petrol pool low-octane light straight-run and secondary components, replacing them with high-octane components—isomers which do not contain benzene and other aromatic hydrocarbons. The isomerisation process as such has a number of positive technological and environmental features, such as low costs, 100% product output, and low hydrogen consumption.
And the end product—isomerisate—is the most valuable component of commercial petrol, because it does not contain benzenes, aromatic hydrocarbons, sulphurous compounds, and olefinic hydrocarbons and has high RON and MON values. The purpose of applying catalytic isomerisation in modern oil refining is to produce high-octane isocomponents of motor petrol or materials for the petrochemical industry, primarily isopentane, to synthesise isoprene rubber.
There is high-temperature, medium-temperature, and low-temperature isomerisation. Currently low-temperature and medium-temperature processes are applied most commonly.
Low-temperature isomerisation catalysts are divided into three types:
-
(a)
Chlorinated metal oxides, primarily chlorinated ή- and ά aluminium oxide
-
(b)
Wide-pore zeolites of the faujasite type
-
(c)
Zirconium oxide promoted with sulphate, molybdate, or tungstate ions
To prolong this type of catalyst’s stable action, 0.3–0.5% mass of platinum or palladium is added to it. The working temperature range is between 100 and 200 °С, the process pressure is 10–30 atm., and raw material load is 0.5–4 h−1. Isomerisation reaction is conducted under presence of hydrogen, with molar ratio to raw material of 0.02–4. Due to the above thermodynamic characteristics of isomerisation process, this class of catalysts seems to be the most promising one for processing light paraffin fractions from butane to NK-70 fraction. A serious weakness of the (a) and (b) catalysts is their sensitivity to presence of contaminants such as water, sulphur, and nitrogen in the raw material, which under low temperatures are efficiently absorbed on the catalyst’s surface, negatively affecting its acidizing and hydrating functions. For chlorine-promoted aluminium oxide, the acceptable content of water, sulphur and nitrogen is about 2–5 ppm. For zeolites and promoted zirconium oxide, acceptable content of contaminates in raw material is much higher than for aluminium oxide.
Medium-temperature isomerisation catalysts are represented by zeolite-based catalysts of the mordenite type, with a sodium content of about 2–3 ppm and modified with 0.4–0.5% mass of platinum. Their working temperature range is 260–300 °С, process pressure is 10–30 atm., and raw material load is 0.5–1.5 h−1. Hydrogen/raw material ratio is 0.5–1.5. Mordenite-based isomerisation catalysts are much more tolerant to raw material contaminants—up to hundreds of ppm. This type of catalysts is mainly used for isomerisation of paraffin fractions; they are not suitable for the isomerisation of n-butane.
High-temperature isomerisation catalysts include catalysts based on fluorinated aluminium oxide and medium-pore zeolites such as ZSM-5 type, etc.; their working temperature range is 320–380 °С, process pressure is 10–30 atm., raw material load is 0.5–1.5 h−1, and hydrogen/raw material ratio is 0.5–1.5.
High-temperature isomerisation catalysts can accept contaminant content in raw material of up to hundreds of ppm. They are applied for the isomerisation of light, medium, and heavy paraffin fractions.
2.4 Hydrofining
The development of advanced processes for the hydrofining of petrol, kerosene, and diesel fractions is mainly aimed at reducing concentration of sulphurous, olefinic, and partially nitrogenic oxygen-containing compounds. This is due to the growing share of sulphurous oil in the overall oil production, coupled with stricter requirements for sulphur content in fuel—due to the corrosion of fuel storage equipment and engines caused by sulphurous compounds and atmospheric pollution by sulphur oxides in exhaust gases (Kapustin 2007).
Several types of catalysts are currently applied, namely:
-
Molybdena-alumina catalyst is synthesised by applying ammonium paramolybdate on γ-А12О3 particles’ surface from water solution of a particular concentration.
-
Cobalt-alumina catalyst is produced by saturating aluminium oxide tablets γ-А12О3 with Со(МО3)3 water solution at room temperature.
-
Cobalt-alumina molybdenum hydrofining catalyst is produced by saturating aluminium hydroxide with Со and Мо salts solution.
-
Nickel-alumina-molybdenum catalyst is applied for hydrofining of diesel fuel and other oil fractions (e.g. vacuum gas-oil in catalytic cracking installations).
-
Zeolite catalyst is based on gamma-aluminium oxide and РdY and А1РО4 zeolite types, using as source material NY, γ-А12О3, РdС12, zeolites, ethylenediaminetetraacetic acid, NН4ОН (water-based), NaОН, and sulphuric acid.
Most promising “process-catalysts” complexes are:
-
1.
Process with low (100–50 ppm) residual sulphur content (for standard material with initial sulphur content of about 1%)—aluminium oxide (carrier), cobalt-molybdenum, or nickel-molybdenum. The process is regularly performed under the pressure of 35–38 atm.; the higher the pressure, the purer the fuel. Many believe that pressure of 45–50 atm. may be applied. However, the higher the pressure that is used, the more metal would be needed—for thicker walls and use of different pumping equipment, because equipment suitable for pressure range 35–38 atm. could not be used under 45–48 atm. Switching to high-pressure equipment would increase energy consumption accordingly.
-
2.
Process with ultralow (50–10 ppm) residual sulphur content—Nebula-type catalyst. After the first regeneration, its properties drop to the coated catalysts’ level.
-
3.
Process with ultralow (50–10 ppm) residual sulphur content (with low volume rate)—aluminium oxide (carrier) and cobalt-molybdenum (active component). According to the experts, this catalyst is applied at nine out of every ten installations in the world (and only one of ten uses Nebula-type catalysts).
-
4.
Process NZSD (under 10 ppm)—Nebula type.
-
5.
Process NZSD (under 10 ppm)—aluminium oxide (carrier) and nanomodified cobalt-molybdenum (active component) is thought to have very high potential.
2.5 Hydrocracking
Hydrocracking is among the most quickly advancing oil refining processes. Suffice it to say that in the last 20 years, hydrocracking installations’ capacity grew by four times globally: they process almost 250 million m3 of raw materials a year. The process allows, through application of appropriate catalysts and operating parameters, to achieve a high output of a wide range of high-quality components of mainline oil products from practically any hydrocarbon raw material—such as liquefied gases, jet and diesel fuel, lubricant components, etc. The difference between hydrocracking and hydrofining is that the former includes processes where over 10% of the material is subjected to destruction, reducing molecular size. Depending on the conversion rate, hydrocracking processes are divided into light (soft) hydrocracking (LHC) and deep (hard) one. Accordingly, in the first case the conversion rate is between 10% and 50% and in the second over 50%.
The first group of processes is designed for both raw material treatment (for subsequent processing) and for increasing “light” oil products’ output. The second group is applied exclusively to increase “light” oil products’ output. Hydrocracking of oil distillates and residue to produce “light” oil products is a relatively new destructive oil refining process and is widely applied in the USA. Hydrocracking’s main strength is the opportunity to process both distillate and residue materials, producing high-quality products such as liquefied gases, high-octane petrols, waxy diesel, and jet fuel. Hydrocracking is the only secondary oil refining process which allows jet fuel resources to be significantly increased. Most of hydrocracking processes are designed to process distillate material (heavy atmospheric and vacuum gas-oils, cracking and coking gas-oils, deasphaltisates). Hydrocracking is a highly selective and flexible technology; slight modification of the process’s conditions significantly affects end products’ characteristics. The following types of industrial hydrocracking processes are currently applied in oil refining industry:
-
Light hydrocracking of vacuum gas-oils, to upgrade catalytic cracking materials while at the same time producing diesel fractions
-
Hydrocracking of vacuum distillates under pressure, to produce motor fuels and high-index lubricant bases
-
Hydrocracking of oil residue, to produce motor fuels, low-sulphur fuel oil, and materials for catalytic cracking
Three “process-catalyst” complexes can be identified at this stage:
-
Single-stage hydrocracking—catalyst based on amorphous aluminium silicates containing NiWS-phase sulphide nanoparticles
-
Single-stage hydrocracking—catalyst based on crystal aluminium silicates (zeolites) containing NiWS-phase sulphide nanoparticles
-
Two-stage hydrocracking—catalyst based on crystal aluminium silicates (zeolites) containing platinum nanoparticles
Single-stage hydrocracking is currently considered to have the second highest potential for practical application in Russia; it offers a number of advantages including comparatively low capital investments in installations’ construction, low running costs, and a very high quality of kerosene (sootless flame height more than 28 mm). But it also has a low conversion rate into target products and low quality compared with the two-stage process. Single-stage cracking is based on two catalysts:
-
1.
Catalyst based on amorphous aluminium silicates containing NiWS-phase sulphide nanoparticles provides high selectivity for producing motor fuels and low selectivity of gas formation (few side products). On the other hand, the catalyst is unstable—it quickly deactivates so its service life is short (1 year), while the zeolite-based catalyst serves for 2–3 years.
-
2.
Catalyst based on crystal aluminium silicates (zeolites) containing NiWS-phase sulphide nanoparticles is believed to be the best for the single-stage scheme. It has higher stability compared with amorphous aluminium silicate.
Selectivity, as a highly relevant consumer characteristic, is currently a factor contributing to the development of this catalyst’s production the world over. It is expected to significantly improve by 2030. Service life without regeneration is also expected to increase. The latter parameter deserves special attention in production of catalysts for moving systems; its importance is quite comparable to selectivity. The experts also expected significant improvement of such catalyst parameters as activity and strength.
2.6 Alkylation
2.6.1 Alkylation of Isobutane with Butylenes
In the process of butylene’s and isobutane’s amalgamation in the reactor, butylene has a tendency to amalgamate with itself—which reduces productivity. This problem is solved by increasing the amount of isobutane which envelopes butylene and does not allow other butylene to join it, while the catalyst allows to reduce the number of isobutanes required to isolate 1 butylene (beta, 10 to 1; mcm22, 6 in total). To achieve maximum efficiency of the process, a catalyst is required which would create conditions for forming alkylbenzene from 1 isobutane and 1 butylene. In that case separation becomes unnecessary, and heat release is greatly reduced. There are two “process-catalyst” complexes available (catalytic process scheme and relevant catalyst):
-
1.
Standard process—hydrogen fluoride- or sulphuric acid-type catalyst. It’s a zeolite catalyst which is not applied at industrial-grade installations.
-
2.
Standard process—Y (faujasite)-type catalyst was developed after fluoride- or sulphuric acid-type catalysts. Its advantage over the latter is that it is non-toxic, non-corrosive, and does not generate acidic drainage or acidic gases. Catalysts of this type, due to their high activity, perform the process at a relatively low temperature and in a liquid-phase reactor. Currently this complex is believed to have the highest potential.
2.6.2 Alkylation of Benzene
2.6.2.1 Alkylation with Ethylene
In the process of ethylene’s and benzene’s amalgamation in a reactor, ethylene has a tendency to amalgamate with itself and with ethylbenzene—which reduces productivity. This problem is solved by increasing the amount of benzene which envelopes ethylene and does not allow other ethylene to join it, while the catalyst allows for the reduction of the number of benzenes required to isolate 1 ethylene (pentasil, 40 to 1; mcm22, 6 in total). To achieve maximum efficiency of the process, a catalyst is required which would create conditions for forming ethylbenzene from 1 benzene and 1 ethylene. In that case separation becomes unnecessary, and heat release is greatly reduced.
Y-type catalyst—due to their high activity—can perform the process at a relatively low temperature and in a liquid-phase reactor. zsm5-type catalyst (pentasil) is the second generation of catalysts (after Y). Its advantage over the Y type is that the pore size is the same as benzene (raw material). The zsm5 catalyst can work under higher temperatures and lower pressure than the Y type (which reduces the amount of steel, etc. needed to build installations). Since zsm5 type can operate under higher temperatures, its activity is an order of magnitude higher than that of the Y type, so it is beginning to supplant the latter.
On the other hand, zsm5 catalysts have the lower selectivity than the Y type, and also they can only continuously operate for half a year and require oxidative regeneration twice a year—which is hardly profitable since the facility must operate two reactors and switch production between them—thus increasing energy consumption.
Zeolite beta-type catalyst belongs to the next (third after zsm5 catalysts’) generation. Its activity is similar to that of zsm5, but it has higher selectivity than zsm5. This type of catalyst also can work in a liquid-phase reactor under low temperatures—which according to the experts is an advantage because you only need one reactor and do not have to switch production from one to another. Also, zeolite beta-type catalyst has a longer “mileage” without regeneration than zsm5.
The mcm22-type catalyst is the latest-generation catalyst which can work in liquid-phase reactor under lower temperatures than zeolite beta type. The mcm22 type also has higher productivity and selectivity.
2.6.2.2 Alkylation with Isopropylene
In the process of propylene’s and benzene’s amalgamation in the reactor, propylene has a tendency to amalgamate with itself and with isopropylbenzene which reduces productivity. This problem is solved by increasing the amount of benzene which envelopes propylene and does not allow other propylene to join it, while the catalyst reduces the number of benzenes required to isolate 1 propylene (beta, 10 to 1; mcm22, 6 in total). To achieve the maximum efficiency of the process, a catalyst is required which would create conditions for forming isopropylbenzene from 1 benzene and 1 propylene. In that case separation becomes unnecessary, and heat release is greatly reduced. It turns out that the following “process-catalyst” complexes (catalytic process scheme and relevant catalyst) are most promising:
-
Y (faujasite)-type catalyst is developed after aluminium chloride or phosphoric acid carrier-type catalysts. Its advantage over the aluminium chloride or phosphoric acid carrier-type catalysts is that it is non-toxic, non-corrosive, and does not generate acidic drainage or acidic gases. Catalysts of this type, due to their high activity, can perform the process at a relatively low temperature and in a liquid-phase reactor.
-
Zeolite beta-type catalyst belongs to the third after Y catalysts’ generation. Its activity is similar to that of the Y type, but it has higher selectivity than the Y type. Also, zeolite beta-type catalyst has a longer “mileage” without regeneration than the Y type.
-
mcm22-type catalyst is the latest-generation catalyst which can work in liquid-phase reactor under lower temperatures than zeolite beta type. The mcm22 type also has higher productivity and selectivity.
An analysis of traditional oil refining processes’ technological characteristics revealed the most efficient “process-catalyst” complexes with the best short- and long-term development prospects. These prospects are connected with the application of nanotechnologies for the production of next-generation catalysts.
3 Future Outlook for Nanotechnologies in Refining Technologies
Oil refining catalysts (further on, catalysts) are nanostructured substances which, in the course of a cycle of intermediate interactions, speed up oil refining chemical reactions without being spent in the process. The development of nanotechnologies is thought to provide the main solutions to improve catalysts for cracking heavy crude oil to refine it into light products, for gasoline fractions reforming, for deep hydrofining of diesel fuel to remove sulphur, to process accompanying oil gases, etc., is the main way to solve numerous oil refining and petrochemical problems.
3.1 Catalytic Cracking
Solid and plausible estimates assume that Russian producers of cracking catalysts by 2020 may control up to 80% of the domestic market and achieve the level of product quality on a par with world leaders’ products. To accomplish strategic objectives, the country must by 2030 build a powerful production base capable of meeting a significant proportion of domestic demand. Also Russia should become an international technology development hub, offering conditions for creating and disseminating far beyond its borders the most advanced industrial and research technologies, attracting international intellectual capital and high-tech companies, and—most importantly—achieving competitive positions to secure advantages in a specific segment of the technology chain, to successfully integrate into the international division of labour. In the context of the set strategic objectives, four “process-catalyst” complexes appear as having the highest potential for Russian producers: lift reactor, double-regeneration, millisecond, and X-design cracking installations.
Each catalyst’s production stage may be implemented using one or more alternative technologies—each of the six stages of producing beads of microspheric catalysts can involve various technological solutions (2–3). For example, forming and drying can be conducted in liquid or gaseous environments while burning and thermo-steam stabilisation in fire or electric furnaces.
It was established that the lowest catalyst production costs can be achieved through a particular combination of various bead catalyst production techniques. Given further technological development, production costs are expected to drop during the next 10 years.
The lowest production costs for microspheric catalysts also can be achieved through a particular sequence of production processes. Given further technological development, production costs are expected to drop during the next 20 years. The highest quality of catalysts also can be achieved by combining the following granulated catalysts’ production processes. A high level of quality is expected to be achieved by 2020.
Top quality of microspheric catalysts is achieved by combining production techniques, e.g. obtaining high-quality raw materials and zeolites; ensuring sufficient number of ion exchanges; using gas drying in the optimal way; and removing as much moisture and residual compounds as possible, preferably completely (recrystallization quality). Dynamic development of microspheric catalysts’ production technology is likely to be completed until 2030. Such parameters as capital intensity, labour intensity, required skill level of personnel, and energy consumption are expected to rapidly grow. An additional stage of the technology is expected to emerge—the treatment or purification of raw materials, which would allow the improvement of the catalyst’s properties such as channel size and configuration, and the number of active centres. This will lead to increased selectivity and activity of the catalyst. Relevant technological solutions are expected to be implemented by 2020.
3.2 Isomerisation of Light Gasoline Fractions
By 2020 the top Russian producers of isomerisation catalysts may control 50% of the domestic market, exceeding world leaders in terms of product quality. Especially low-temperature isomerisation catalysts are the most efficient which enable the production of products with 88–89 octane number in a raw material’s single pass through the reactor. Currently the low-temperature catalyst-based complex is not present on the Russian market, but such complexes can be implemented quite quickly—which would enable the use of the catalyst in the most efficient way for the isomerisation of n-butane, pentane-hexane, or pentane-heptane fractions, at the lowest production costs. Among new unconventional “process-catalyst” complexes designed recently is the BIMT process—single-stage catalytic technology which allows for the production of a wide fraction of light oil hydrocarbons (overpoint to 380 °С) or gas condensates without preliminary distillation of the fraction into three commercial products, e.g. liquefied propane-butane fraction, Euro-4 petrol, and Euro-3 and Euro-4 diesel fuel. Compared with existing classic industrial technologies for production of these fuel types, BIMT technology allows for the reduction of capital investment and running costs by 6–8 times and energy consumption by 3–4 times. Another advantage is that it can be applied in a commercially viable way starting on a very low scale (20–50 thousand tons a year)—i.e. it can be implemented in hard-to-reach Far North areas.
The catalyst for this technology is currently produced at the rate of 150 tons a year (and there is potential to increase the output by six times). Currently the catalyst’s production technology involves six sequential stages. Each stage can be implemented in several alternative ways, i.e. there are various (5–6) available technological solutions. The lowest production costs of low-temperature catalysts can be achieved by combining various production technologies for various stages of the process. If the technology is improved further, production costs are expected to drop further. Meanwhile it should be noted that the catalysts’ quality is not affected by specific combination of production processes and their application. Any of the above combinations, and any way of applying them, result in the same quality of catalyst. For isomerisation of wider gasoline fractions, it would make more sense to use medium- or high-temperature isomerisation catalysts (at least until 2020).
3.3 Hydrofining
The top Russian diesel fuel hydrofining catalyst producers by 2020 may control 50% of the domestic market and by 2030 60% and reach the level of product quality on a par with world leaders’. Taking into account the practical aspects of super-low sulphur content diesel fuel production, the following conclusions can be made.
-
1.
Changes in quality requirements for diesel fuel aim to reduce sulphur content. Changing octane number, density, boiling temperature for the 95% fraction, etc. can be a matter of the not so distant future.
-
2.
The potential for restructuring existing installations for the production of super-low sulphur content diesel fuel (SLSDF) will largely depend on their design and operational parameters. Many refineries can discover that the major reconstruction of their existing single-stage installations would not be the most practical solution for SLSDF production. For many of them, reconstruction coupled with the integration of the second production stage, or the construction of a new installation for the second production stage (additional purification), would make more sense economically.
-
3.
A more demanding operating regime required for SLSDF production can negatively affect output and lead to increased energy consumption. Also, SLSDF-producing oil refineries will in effect have to produce transport fuel identical to chemically pure products, so operating the installation is going to be much harder.
All of the above will significantly affect oil refineries’ operations and distribution infrastructure. They will need additional reservoirs, extra facilities for waste disposal, loading/unloading of catalyst, new distribution techniques, etc. Within the next decade, aluminium oxide in these complexes will be replaced with a new carrier, e.g. nanostructured titanium dioxide coated with cobalt-molybdenum or platinum (if under 10 ppm), to reduce sulphur content (purification rate of 1–5 ppm) and nitrogen, since platinum hydrates nitrogen compounds quite well. From an environmental point of view, the nitrogen removal problem is not yet very relevant, but people are beginning to talk about it in Europe. The new purification process will include five stages: carrier preparation, impregnating solution preparation, impregnation, drying, and burning. In turn, more thorough purification will allow for meeting the demand of one or several consumer groups more fully. Relevant technological solutions may be applied by 2030. New ways of implementing the technological stages of existing catalyst production processes are new drying technologies, such as microwave drying which can reduce capital investments and increase productivity and contact drying, i.e. a more uniform distribution of active components in granules which improves quality, increases activity, and reduces energy consumption (by 15–20%).
3.4 Hydrocracking
Hydrocracking is one of the processes with the highest potential for destructive processing of heavy distillate and residual materials. In recent years the work on improving residual hydrocracking technologies has been significantly stepped up. The wide application of hydrocracking is hindered by high capital investments and high running costs, due to the need to apply the process under high pressure, and with high hydrogen consumption. Accordingly, light hydrocracking processes (LHC) are widely applied, which provide a sufficiently high output of medium distillates and a significant amount of high-quality FCC materials under moderate pressure (less than 10 MPa). Modern hydrocracking catalysts allow for applying this process at ordinary vacuum gas-oil hydrofining installations, after some minor reconstruction.
A major direction of distillate materials’ hydrocracking development is designing highly efficient, stable, and easily regenerated catalysts. Currently, along with advanced amorphous catalysts, nanostructured zeolite catalysts are widely applied. Zeolite-containing catalysts provide the highest output of medium distillates, are highly flexible, and allow the application of the production process under a softer regimen. Another important area of modernising the hydrocracking process is finding better ways to remove heavy multiring aromatics (HMA, i.e. containing 11 or more rings). Experts on the operation of installations agreed that the problem of removing emerging HMA cannot be solved exclusively by selecting appropriate catalysts: it requires targeted reconstruction to remove contaminations emerging in the course of hydrocracking.
In recent years a targeted modular PNA management process was developed, specifically for selective adsorptive removal of HMA from recycling hydrocracking flow. Currently this system is successfully applied at a number of industrial installations in various regions of the world. It is different from single-stage hydrocracking in that it has an adsorber. Adding an adsorptive HMA removal module as part of a hydrocracking installation’s reconstruction pays off in less than a year. Removal of heavy multiring aromatics can also be useful in the case of upgrading recycling products in adjoined systems, e.g. hydrocracking-FCC, which allows for increasing the overall output of light products (petrol from catalytic cracking and diesel fuel from hydrocracking), and reducing microspheric catalyst consumption during FCC.
Modernisation of internal reactor devices recently became an equally important process development area, in order to, among other things, increase the output of valuable liquid products by reducing the formation of gases. Generally, in recent years, hydrocracking technology became significantly different from previous hydro-destructive process models. Taking into account these changes, and new opportunities to produce cheap hydrogen, hydrocracking can be definitely expected to play a leading role in solving major oil refinery problems during the next 20 years, in particular production of non-sulphurous de-aromatised and waxy diesel fuels. A modern modification of hydrocracking process is catalytic isocracking, which in addition to removing hetero-compounds and aromatic hydrocarbons performs selective hydroisomerisation of n-paraffins. Due to stricter requirements for oil products, first of all concerning sulphur content, hydrocracking will be developing towards the application of more efficient catalysts; the combination with hydrofining and de-metallizing; the removal of HMA; the improvement of hardware solutions; and the development of more efficient technological schemes.
For the next two decades, the complex based on single-stage scheme and catalysts based on crystal aluminium silicates (zeolites) containing NiWS-phase sulphide nanoparticles is seen as a technology with the lowest production costs compared with other complexes and catalysts in this market segment—since it has a longer operational life without reloading and allows for the processing of cheaper raw materials. Two-stage hydrocracking with a catalyst based on crystal aluminium silicates (zeolites) containing platinum nanoparticles is seen as a priority complex in terms of application by Russian producers; it offers several advantages, the main ones being deep processing and the opportunity to meet the demand of one or more consumer groups as fully as possible. On the other hand, the experts noted high capital intensity and production costs. If productivity, labour intensity, and demand for skilled personnel remain unchanged, capital intensity is expected to grow by 2030, while energy consumption should decline.
3.5 Alkylation
According to certain forecasts, Russian producers of isobutane-butylene alkylation catalysts by 2020 may control between 80% and 100% of the domestic market if the first installation is built in Russia, and up to 20% if the first installation is built abroad, and achieve the level of product quality on a par with world leaders. Also, Russian producers of benzene-ethylene-isopropylene alkylation catalysts by 2020 may control 50% and by 2030 80% of the domestic market and achieve the level of product quality on a par with world leaders. As of 2020 they are expected to hold and strengthen these leading positions. During 2015–2020 labour intensity, capital intensity, energy consumption, and the share of faulty products are all expected to drop. At the same time demand for highly skilled personnel will grow.
Production technology for zeolite-based catalysts for alkylation of isobutane with butylenes (alkyl benzene production) and alkylation of benzene with ethylene (ethylbenzene production) and with propylene (isopropylbenzene production) allows for production of catalysts with a more ordered crystal structure, which increases their activity and selectivity, and definitely has development priority for the period until 2020, leading to reduced labour intensity and increased productivity. Also, the most promising combinations of processes for each stage of these complexes’ production technologies have been identified in recent years, allowing for a reduction in production costs compared with other complexes and catalysts in this market segment. It is expected that in the future new ways to implement these technological stages will be developed; in particular, raw materials will be treated by ultrasound crushing (alkylation); solutions will be prepared for activating the material by ultrasound or magnetic radiation. Continuous crystallisation and ion exchange techniques will also be applied, as well as granulation with a reduced share of binder and contactless drying. By 2020 catalyst production technology may emerge based on the introduction of nanosized precursor in the soaking system with the subsequent extraction of precursor from reaction products and its recycling. This technology is based on a trial way of producing platinum salt and offers a distinct cost advantage: it will allow to reduce production costs of petrol, etc.
3.6 Catalytic Reforming
Significant progress has been made in recent years in developing catalysts and technologies for reforming gasoline fractions. In the late 1990s to early 2000s, a breakthrough in the process’s qualitative characteristics was achieved. The depth of raw material aromatisation came close to the thermodynamic equilibrium value, while the length of technological cycle in the RON 96–98 reformate production mode has reached 2 or more years. This progress was largely achieved by applying latest-generation catalysts. The main directions of the reforming process development include the following:
-
1.
The development of dual-purpose process: producing high-octane petrol component and aromatic hydrocarbons, which increases the process’s flexibility.
-
2.
The development of new reforming catalysts. In the case of aromatic hydrocarbons, it is the catalysts that increase benzene and xylene output. In case of high-octane petrols, it is the catalysts where high octane number is achieved by increasing the share of isoparaffins and reducing the share of aromatic hydrocarbons.
-
3.
The reconstruction of operating installations with stationary catalytic layer, by upgrading the continuous regeneration stage (dual forming, octanising) or by upgrading equipment.
-
4.
Combining the reforming process with various others (first of all isomerisation), to improve product quality.
Currently there is an emerging trend to modernise the existing catalytic reforming installations (their combined capacity is about 20 million tons a year) to apply isomerisation (up to 5 million tons a year) and pentaforming (up to 15 million tons a year) processes, to minimise the need for new construction. The essence of pentaforming is, using technological scheme of traditional catalytic reforming installation as a basis, to radically change the process’s chemistry—to make isomerisation and С5-cyclodehydrogenation the main direction of paraffin hydrocarbons’ transformations—which increases the octane number of the non-aromatic part of petrol reforming up to 70. Calculations show that in this case the total content of aromatic hydrocarbons can be reduced to 40–45% while retaining reforming petrol’s octane number at the level of 95 (Pashigreva et al. 2007). The implementation of this approach requires developing technology for low-temperature isomerisation of light gasoline fractions and producing solid catalysts based on nanostructured zeolite materials. Meanwhile the technology allowing for meeting the demand of the majority of consumers, which provides reformate output with octane number of up to 105, is frequently considered possessing the highest potential for the next 20 years: the process in moving catalytic layer with zeolite-based platinum-containing catalyst, including with other metal additives, i.e. bimetallic. During the next decade, new technological solutions are expected to emerge, in particular for producing highly porous carrier with competitive advantages—wider fraction range of raw material. Production technology for “platinum on aluminium oxide” catalyst will be supplemented with a way of evenly applying platinum throughout the zeolite and carrier volume, which would allow for increasing reformate’s octane number and reducing the requirements for contaminants’ content in raw materials. Relevant technological solutions may be implemented by 2020.
4 Measures for Spurring Technology and Economic Development
Obviously, producing competitive oil refinery products (as opposed to supplying raw materials) requires the significant growth of consumption of advanced high-quality catalysts—which would be able to produce higher-quality end products. As shown above, supporting the industry primarily involves promoting demand for catalysts. It needs to be noted that the catalyst is not an end product—which means that demand for catalysts depends on demand for oil refining products, which in turn is determined, among other things, by global and local trends. Therefore, several demand factors may be named. Firstly, the price includes catalyst prices and engineering services prices (i.e. application of catalysts and equipment maintenance). That means the actual price of the catalyst is not the crucial consumer decision factor. Also selectivity, i.e. desired products’ output, is noted among the most important demand-affecting characteristics. In addition, the stability of characteristics declared at the application stage is very important: varying quality of end products is unacceptable. The catalyst’s service life is also important, since replacing it is a complex and highly expensive procedure.
Environmental characteristics become increasingly important, since a major factor affecting demand for end products, e.g. petrol, is their compliance with environmental safety standards. Thus demand drivers can be notionally divided into market-related and partially market-related ones. We say “notionally” because even environmental aspects are up to a point market-related: the consumer will not buy petrol which does not meet environmental standards, though obviously this factor is primarily ecological and social in nature.
For the further development of Russian oil refining industry, it requires the adoption of legislation introducing stricter requirements for oil products’ quality and a different taxation policy for oil refineries. Accelerated restructuring of the industry and promoting development and implementation of competitive Russian technologies involve the restructuring of the design services market, first of all by creating a public research and engineering oil refining and petrochemical centre. In order to create an advanced catalyst industry in Russia that is competitive both in Russia and internationally, a whole set of various steps must be taken, including the following:
-
1.
The development of advanced domestic technologies
-
2.
Building advanced catalyst factories, possibly through public-private partnerships
-
3.
Providing support to R&D centres, including guaranteed public funding at the initial stages of research, development, and experimental application
-
4.
Providing economic incentives for major aspects of the industry’s activities, in particular:
-
Deep and integrated oil processing
-
Deep processing of natural and associated gases
-
The production of high value-added products, to export products meeting current international standards and those forecasted for the medium term
-
Steps to promote internal demand for high-quality oil refining and petrochemical products, in particular through accelerated development of Russian automobile industry and other industries
-
Creating economic conditions need to motivate the industry to export high value-added, high-quality oil refining and petrochemical products, instead of crude oil. Following the introduction of Euro-4 and Euro-5 motor fuel standards, new (higher-quality) diesel fuel and vacuum gas-oil hydrofining catalysts became the most relevant. Further on, to increase oil processing depth, advanced cracking and hydrocracking catalysts’ role will also increase.
Naturally, Russia, as a leading oil producer, is a major consumer of oil refining catalysts. Therefore, all international companies—catalyst producers, both the leaders and the “rank-and-file” ones—are quite active in Russia. Foreign companies see the Russian market as constantly growing, with a high potential. At the same time, it should be stressed that Russia possesses technologies on a par with foreign ones or even exceeding them, but their large-scale application requires much more development effort and major investments. Among other things, Russia has serious research results in the field of new catalysts, not yet mass-produced anywhere in the world. It is important to realise that Russia has practically all conditions for implementing the full oil refining cycle: cheap raw materials, technological capacity, and R&D potential. The only inadequate things are the main development factors: government support of the industry and investments in production.
References
Borodacheva AV, Levinbuk MI (2008) Oil refining industry’s development trends and specific features of Russian oil refining. Russ Chem J 6:37–43
Gerzeliyev IM (2008) Review – cracking catalysts
Kapustin VM (2007) Oil processing technology. Part 2. Destructive processes. Kolos, Moscow
Krylov OV (2004) Heterogeneous catalysis. Academkniga, Moscow
Melik-Akhnazarov NK (1980) Catalytic processes for deep oil processing
Parmon VN (2008) Catalysis and nanotechnology: from basic research to major industry in modern Russia. In: Catalysis in industry. Moscow, p 6–17
Pashigreva AV, Bukhtiyarova GA, Klimov OV, Noskov AS, Polunkin YM (2007) Deep hydrofining of primary and secondary oil distillates with new-generation catalysts. Oil Refin Petrochem 10:19–23
Acknowledgements
The book chapter was prepared within the framework of the Basic Research Program at the National Research University Higher School of Economics and supported within the framework of the subsidy by the Russian Academic Excellence Project ‘5-100’.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Meissner, D., Rudnik, P. (2019). Technology Use in Traditional Industries: Catalysts for Petroleum Refining. In: Meissner, D., Gokhberg, L., Saritas, O. (eds) Emerging Technologies for Economic Development. Science, Technology and Innovation Studies. Springer, Cham. https://doi.org/10.1007/978-3-030-04370-4_4
Download citation
DOI: https://doi.org/10.1007/978-3-030-04370-4_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-04368-1
Online ISBN: 978-3-030-04370-4
eBook Packages: Business and ManagementBusiness and Management (R0)